
Fターム[3C039AA25]の内容
Fターム[3C039AA25]の下位に属するFターム
アップカットシャー
Fターム[3C039AA25]に分類される特許
61 - 72 / 72
スポンジチタン用切断機及びこれに使用される切断刃

【課題】クロール法により製造され押切プレスにより大割りされたスポンジチタン塊を効率的に切断破砕する。切断刃の使用寿命を延長する。
【解決手段】切断刃として固定刃2と動刃3をもつ切断機において、動刃3の刃先を両側から中央に向かって反刃先側へ漸次離反する凹状に傾斜させる。同時切断される不揃いのスポンジチタン塊を中央部側へ集中させる。傾斜角度は、刃先の両端間の距離をW、刃先中央部での刃先の両端を結ぶ直線から刃先までの距離をDとして、9/1000≦D/W≦18/1000とする。
(もっと読む)
ギロチン式クロップシャー用交換上刃

【課題】ギロチン式クロップシャーの上刃およびその製造方法を提供する。
【解決手段】
刃幅方向に屈折点を挟んで、連続する二つの直刃の、刃元側の直刃のレーキ角を刃先側の直刃のレーキ角より大きくする。
(もっと読む)
携帯用油圧式切断機
【課題】その切断面が被加工物の軸線に対して直交する直角切断しかできない。
【解決手段】ハウジング16の水平な凹所14bに連通するガイド溝14dが、ハウジング14の側壁14cに斜めに形成されている。切断時の曲げモーメントを受ける受け部材26がハウジング側壁14cに揺動可能に設けられ、ガイド溝14dにガイドされて凹所14b内に置かれた鉄筋(被加工物)30に当接して曲げモーメントを受けるように設定される。ピストン22が前進すれば、ピストン先端の可動カッター22aとハウジングの凹所14bに設けた対応する固定カッター14aとによって、鉄筋30はその切断面が軸線Oと斜めとなるように切断される。すなわち、斜め切断される。
(もっと読む)
塊状スポンジチタンの加工方法およびそれに用いる加工装置
【課題】歩留りを高め、展伸材用としての品質向上を図ることができる塊状スポンジチタンの加工方法およびそれに用いる加工装置を提供する。
【解決手段】底部にロストルを配置した反応容器で製造された塊状スポンジチタン1の底面形状を測定し、底面中央部と底面周辺部における切削厚みの差が小さくなるように底面を切削する。前記底面形状の測定を、底部中央の凹み深さを測定することにより行えば、測定を簡便に行える。切削刃7の切削速度は20m/min以下とするのが望ましい。この方法は、切削刃が塊状スポンジチタンの底面周辺部から底面中央部まで移動する機能と、塊状スポンジチタンの中心軸方向に移動する機能を持つ加工装置により容易に実施できる。
(もっと読む)
コルゲートフィン切断装置及びコルゲートフィン切断方法
【課題】 各稜線部が山形に矯正された波状のフィン材を切断することができるコルゲートフィン切断装置及びコルゲートフィン切断方法の提供。
【解決手段】 各稜線部11cが山形に矯正された波状のフィン材11の谷部11bに圧入することによりフィン材11における山形凸部位置11dのフィンピッチを拡大させるピッチ拡大手段2と、該ピッチ拡大手段2に沿ってピッチが拡大された谷部11bに挿入して切断位置を押さえて位置決めする切断案内手段3と、ピッチが拡大された谷部11bの裏面側に配置される固定刃41と、切断案内手段3に沿ってピッチが拡大された谷部11bに挿入して固定刃41との間で谷部11bを剪断する可動刃42とで構成されるフィン切断手段4と、を備えている構造。
(もっと読む)
板状部材用シュレッダー
【課題】板状部材の送り装置を必要としなく、装置コストの低減が図れる。
【解決手段】傾斜して配設された板状部材載置板30と、この板状部材載置板30の下端部に配設された固定刃物24と、往復移動可能に固定刃物24に対応して設けられた移動刃物23と、この移動刃物23を往復駆動する刃物駆動手段と、移動刃物23の刃先の下方に配設され、板状部材載置板30に載置された板状部材Wを受けるストッパー31とからなる。そこで、移動刃物23と固定刃物24とによって板状部材Wの下端部が一定長さ切断される毎に板状部材Wは自由落下してストッパー31に当接する。
(もっと読む)
スポンジチタン塊の切断方法およびその切断装置
【課題】スポンジチタン塊の中心取り作業の作業性を改善させるとともに、切断歩留まりを向上させることができる切断方法および切断装置を提供する。
【解決手段】スポンジチタン塊の全外周部を、切断用ステージの特定位置で上下動する切断刃によって切断する方法であって、スポンジチタン塊を切断用ステージ上に直立させて載置した後、切断刃を作動させ前記スポンジチタン塊の部分外周部を切断し、次いで、スポンジチタン塊の回転軸から偏った位置に押付け治具を押付け、回転させた後、当該スポンジチタン塊の前記切断部分と隣接する部分外周部を切断し、さらに、スポンジチタン塊を切断刃に対向しつつ回転させた後、切断刃を作動させることを繰り返して、当該スポンジチタン塊の全外周部を切断するスポンジチタン塊の切断方法、およびその装置である。
(もっと読む)
加工装置
【課題】被加工材を容易にセットすることができる加工装置を提供する。
【解決手段】被加工材を挟み移送する一対のローラーと、一対のローラーにより移送される被加工材を加工する加工機構と、一対のローラーの加圧力を解除し、一対のローラーの加圧力を解除した状態で開放する開放機構とを有する。レバーを操作するだけで、一対のローラーの加圧力を解除し、一対のローラーの加圧力を解除した状態で開放することができる。
(もっと読む)
線材のカッタ装置
【課題】
安価であり比較的簡素でありながら、線材を適切に切断できるカッタ装置を提供する。
【解決手段】
アーム部63は、線材Wが切断されるべきボビンBの軸線に交差する方向に延在し且つボビンBの端子B1又はB2をまたいでいる。従って、ボビンBの両端から対向する方向に延在する端子B1、B2にからげた線材Wのそれぞれを切断する際に、カッタ装置60の姿勢を180度反転することなくボビンBとアーム部63との干渉が回避され、従って反転機構などが不要となり、低コストながら適切に線材Wの切断を行うことができる。
(もっと読む)
難加工材料の加工方法
【課題】 Ti系材料やW系材料を、割れや不均一な加工が起こることなく加工できる難加工材料の加工方法を提供する。
【解決手段】 Ti系材料またはW系材料を加工材とし、この加工材を加工工具にて加工する難加工材料の加工方法であって、加工材と接触する加工工具を150〜600℃に加熱し、加工材の温度も加工工具と同様の温度として加工を行う。加工材自体を加熱するのではなく、加工工具を所定温度に加熱しておき、常温の加工材が加工工具に導入されても、加工工具との接触により加工材を速やかに温間加工域にまで昇温して、割れや不均一加工などの加工不良を抑制する。
(もっと読む)
シールド電線の端末処理方法およびシールド電線長トリミング装置
【課題】 電線の長さを厳しい公差内に抑えて切断できるようにして、配索時に自由に曲げ、伸ばしができないような太い電線であっても支障なく配索することができるシールド電線の端末処理方法およびシールド電線長トリミング装置を提供すること。
【解決手段】 シールド電線21は、シールド部材(編組)に外嵌すると共に電気的に接続されてシールド電線に固定されたシールドコンタクト35を備える。シールド電線21は、シールドコンタクト35の基準面35aをシールド電線長トリミング装置の位置決め手段3に形成された位置決め基準面9eに当接させて配置することにより、シールド電線21の長手方向の位置決めが行なわれる。そして、位置決め基準面9eから所定の距離だけ離間して配設された切断刃により、芯線の先端部を切断して基準面35aから芯線の先端部までの長さを所定の長さに管理して切断する。
(もっと読む)
厚板を偏心駆動機構により横方向切断するためのシャー
本発明は、偏心駆動機構(8)を用いてローリング切断運動を行い、かつカッタ担持体1内に保持された上側カッタ(3)と、シャーフレーム(2)内に固定されて設けられた下側カッタ(4)とを備えた、特に鋼の厚板を横方向に切断するためのシャーであって、この場合、上側カッタ担持体(1)が、枢着するように支承された案内要素(5)により、シャーに取付けられているシャーフレーム(2)のスタンド(6)と可動に連結しており、所定の鋼板の縦方向寸法を周期的に送り込むための装置が、特に少なくとも一つの駆動ユニットの形でシャーに所属している様式のシャーに関する。シャーの安定性とそれに関連して切断の品質は、シャーが、各々上側トラバース(7)と下側トラバース(7‘)により閉鎖されて形成されたシャーフレーム(2)の、側方のスタンド(6,6’)の間に設けられており、このシャーフレームの上側領域内には、上側カッタ(3)の偏心駆動機構(8,8‘)が不動に固定され、そしてこのシャーフレームの下側領域内には、下側カッタテーブル(9)がスタンド(6,6‘)間で不動に固定され、
ならびに下側駆動ローラ(12,12’)の支承部(10,10‘)と駆動機構(11)が設けられていることにより改善される。 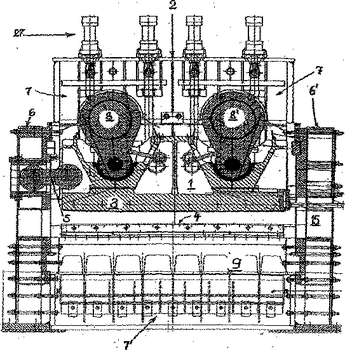 (もっと読む)
(もっと読む)
61 - 72 / 72
[ Back to top ]