
Fターム[3C039AA25]の内容
Fターム[3C039AA25]の下位に属するFターム
アップカットシャー
Fターム[3C039AA25]に分類される特許
41 - 60 / 72
薄板鋼板のシャーリング方法及びプレスシャー装置
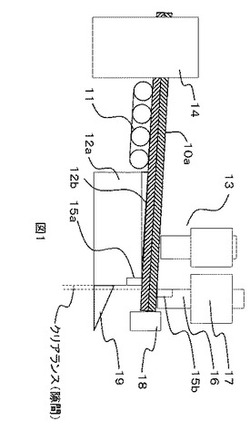
【課題】厚板鋼板用プレスシャーにて、4.5mm以下の薄板(特に上刃と下刃のクリアランス以下の薄板)を切断する方法および装置を提供すること。
【解決手段】薄板同士または薄板と厚板をプレプレス装置(13)によって圧接させて数枚の薄板を厚板状(10a)にして、厚板鋼板用プレスシャー装置(11、12、13、15、16、17、18、19)にて切断する。圧接させるための薄板を事前に重ねるための板重ね手段(14)を備える。
(もっと読む)
ダウンカット式クロップシャー用上刃

【課題】既設のダウンカット式クロップシャーの切断能力を向上させ、且つ製造が容易な上刃およびその製造方法を提供する。
【解決手段】切断能力を向上させるには、尖頭荷重が低減するように、切断初期に材料に食い込む刃のレーキ角を、尖頭荷重が生じた後に材料に新たに食い込みはじめる刃のレーキ角より大きくすればよいことを見出し、上刃のうち、切断初期を受け持つ領域の刃先のレーキ角を大きくすることとした。
(もっと読む)
ダウンカット式クロップシャーおよび上刃材
【課題】厚鋼板の切断に好適なダウンカット式クロップシャーおよび上刃材を提供する。
【解決手段】上刃を有する上刃材を取り付けた上刃ホルダーと下刃を有する下刃材を取り付けた下刃ホルダーを有し、上刃ホルダーを鉛直方向に下降させ、下刃ホルダーは固定して厚鋼板を剪断するダウンカット式クロップシャーにおいて、上刃材は刃幅方向の互いに隣接しない2本の稜に、または、刃幅方向の中心を通り切断面に垂直な直線を軸として点対称となる2本の稜に上刃を有し、上刃ホルダーに取り付けた際、剪断に使用する側の刃元側のレーキ角が刃先側のレーキ角より大きく、上刃ホルダーと上刃材は、上刃材の2本の稜に設けられた刃が順次使用可能なようにボルト結合されている。また、刃の形状を、刃幅方向に屈折点を挟んで連続する複数の直刃からなるものとし、上刃ホルダーに取り付けた際、刃元側から刃先側に逐次直刃のレーキ角が小さくなる上刃材を用いる。
(もっと読む)
厚鋼板の剪断反り解消方法、剪断方法および剪断ライン
【課題】厚鋼板を剪断した際に生じる剪断反りの解消方法、適用するのに好適な剪断ラインおよび剪断方法を提供する。
【解決手段】剪断後、剪断面を剪断反りが解消するまで加熱し、好ましくは、剪断反りの生じた厚鋼板を平板状態に拘束しつつ、剪断面を剪断反りが解消するまで加熱し、より好ましくは加熱温度をAc1温度以上とする。剪断機または前記剪断機の下流側に剪断面を加熱する加熱装置を配設したことを特徴とする剪断ライン。レーキ角θが可変の剪断機による厚鋼板の剪断方法であって、厚鋼板を剪断する際、剪断予測荷重が前記剪断機の設備耐荷重の上限値以下となる範囲で最も小さいレーキ角θを選定し、剪断反りが生じた場合は、上記の剪断反り解消方法を用いる。
(もっと読む)
複式作動力剪断機械
提供される油圧剪断機械を動作させるための方法、及び装置が、切断するために、全体作動力の適用下で開始位置から開始する湾曲した少なくとも1つの剪断刃(17)の剪断動作、及び、剪断動作の達成後に切断するためにその開始位置に移動される剪断刃のリセットのために、全体リセット力の適用下でのリセット動作、油圧シリンダー(21、22、23、24)を備える油圧作動機構により達成される剪断動作及びリセット動作、及び切断のために作動機構の少なくとも2つの油圧シリンダーにより動かせられる剪断刃に適用される全体作動力及び全体リセット力、を備えて提供される。全体作動力の大きさは、作動機構の1つの又は数個の油圧シリンダーが動作モードに入るか、出るかを切り替えることにより調節可能である。該方法は、湾曲剪断刃(17)の位置が制御システムにより、時間関数に対する剪断刃位置のための設定点並びに全体作動力及び全体リセット力要件に応じて油圧シリンダーへの油圧流体の流れを調節することにより制御されることを提案する。  (もっと読む)
(もっと読む)
棒鋼切断機
【課題】 本発明は、棒鋼切断機によって棒鋼材の切断作業を行う際の欠点として、相対する固定切断刃方向に移動する可動切断刃が、直交して接する棒鋼材の位置が作業者の挿入ミスによって傾斜状態になっていることに気付かずに切断作業を行うと、切断刃が破損する原因となっていたことの欠点を一掃する。
【解決手段】 頭部フレーム体1の前側部内側の一側端部に設置した固定切断刃6に並設した突軸11の先端部に上面ストッパー10を設け、この上面ストッパーは並行する弾機12を介して前後に摺動する前記突軸が前記頭部フレーム体の前側部に設けた通孔に嵌挿しかつ突軸の外端に停止部14を設けて成り、前記上面ストッパーは前側部及び後側部から成る前記頭部フレーム体の内側部に形成した凹孔部3に挿入された棒鋼材の上面部を抑止するように成る。
(もっと読む)
切断装置
本発明は、上部ナイフの第一の切断ブレード(2)および下部ナイフの第二の切断ブレード(3)、並びに少なくとも二の回転可能に駆動可能なカムシャフト(10,11)を有する駆動装置を有する切断装置(1)であって、前記カムシャフトが連結要素(8,9)により少なくとも第一の切断ブレードと接続されており、その際、連結要素(8,9)のうち少なくとも一が、長さ可変で調節可能であるよう形成されている切断装置に関する。 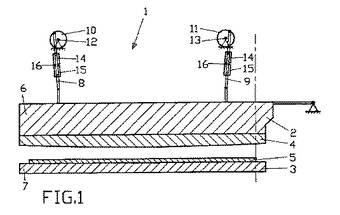 (もっと読む)
(もっと読む)
棒鋼材の剪断面を改善した横型熱間鍛造機の固定刃と移動刃からなる切断刃
【課題】 横型熱間鍛造機において棒鋼材を固定刃と移動刃で剪断により切断する際に、切断面に破断により生じる段差と、棒鋼材に引っ張りによるかえりや焼きつきの疵をなくし、疵のない切断面を有する最終製品を製造するための固定刃と移動刃を有する横型熱間鍛造機の切断刃を提供する。
【解決手段】 横型熱間鍛造機の固定刃2と移動刃3の刃面の刃面間の間隙10を0.05〜0.10mmとし、棒鋼材1と当接する側の固定刃2の形状を円弧状に凹む凹状体とし、かつ、固定刃2の刃面を平面部5とし、棒鋼材1と当接する側の移動刃3の形状を円弧状に凹む凹状体とし、かつ、移動刃3の刃面を円弧状の部分から凹状に拡がる凹状の平面部5と該平面部5の後方を円弧状の境界17でR部18を形成して凹んだ面20とするヌスミ21とし、これらの固定刃2と移動刃3からなる横型熱間鍛造機の切断刃。
(もっと読む)
高速せん断加工ができるせん断プレス機械
【課題】高速せん断加工を行なえる小型のプレス機械を提供する。
【解決手段】スライド側に受圧面積の大きな駆動シリンダ装置と受圧面積の小さな従動シリンダ装置とを同期昇降可能に取付けかつボルスタ側にせん断加工部(固定刃,移動刃)を設け、駆動シリンダ装置の上室から従動シリンダ装置の上室に作動流体が往流動している状態で従動シリンダ装置の下室内の作動流体を外部に排出可能かつ従動シリンダ装置の上室から駆動シリンダ装置の上室に作動流体が復流動している状態で外部から従動シリンダ装置の下室内に作動流体を供給可能に形成し、スライド下降中に駆動シリンダ装置の駆動ピンがボルスタ側に当接して位置拘束された以降に、従動ピンで移動刃を急速下降する。
(もっと読む)
切断装置
【課題】鋳造品本体から突出し、鋳造品本体を加工するとき余剰となる方案部等の余剰部分を切断する従来の切断装置が、その構造が複雑化するという課題を解決する。
【解決手段】鋳造品本体10から突出する方案部12を切断する三枚の切断刃18a,18b,18cから成る切断刃群18と、方案部12を所定位置に支持する支持手段16と、支持手段16で支持された方案部12と鋳造品本体10との間が切断刃群18で切断されるように鋳造品本体10を切断刃群18方向に移動するダイ14とを具備する切断装置であって、切断刃群18を構成する切断刃18a,18b,18cが、その各々の切先が同一方向を向くように側面側が密着されて積層され、且つ切断刃群18の各切断刃は、最下層の切断刃18aで切断された切断面よりも鋳造品本体10側を上層側の切断刃で順次切断できるように、切断刃18aの切先に対して、上層側の切断刃ほど、その切先が前記切断箇所から離れる方向に離間して設けられている。
(もっと読む)
打抜き切断装置
【課題】伸びフランジ特性に優れた打抜き切断端面となる打抜き切断装置を提供する。
【解決手段】パンチ、ダイ、および板しわ押さえを有する打抜き切断装置であって、前記ダイ及び前記板しわ押さえで被加工材の一端をクランプ自在であり、被加工材の長手方向の他端をクランプ自在で、被加工材の長手方向に沿って可動であるクランプ手段と、前記板しわ押えと前記クランプ手段の間で伸縮自在な少なくとも1本の連結棒とを有し、該連結棒が伸びることにより前記クランプ手段が被加工材の長手方向の引張側へ移動し、被加工材が引張られた状態で打抜き切断される機能を有することを特徴とする打抜き切断装置。
(もっと読む)
コルゲートフィン切断方法及びコルゲートフィン切断装置
【課題】切断装置の案内ガイドがフィン材の山部に干渉して座屈を生じさせることを防止する。
【解決手段】移送中のフィン材の谷部12内に案内ガイド41を挿入して位置決めした状態で切断用可動刃43を谷部12内に挿入して固定刃42との間で谷部12の底部を切断するもので、案内ガイド41が第1ガイド4aと第2ガイド4bとで構成し、第1ガイド4aはその先端中央部にフィン材の谷部12の幅方向中央部に挿入されるように幅狭で谷部12の幅より少し大径のローラー41bが回転自在に備え、第2ガイド4bは第1ガイド4aと可動刃43との間に備えられ、第1ガイド4aが挿入されたフィン材の谷部12でフィン材の幅方向両端部に第1ガイド4aに続いて挿入されると共に、可動刃43によりフィン材の移送方向に押圧されてフィン材の谷部12の幅方向両端部を押し広げる一対のローラー41c、41cを備える。
(もっと読む)
走間切断機用のダイセット
【課題】走間切断機用のダブルカット方式のダイセットとして、走行時に上刃が傾くことがなく良好な切断動作をするダイセットを提供する。
【解決手段】ダイセット10は、ベース24とガイドポスト26と材料送り方向前後1対の下刃25とを備えた固定の下型16と、上部プレート27と前記ガイドポスト26にスライド可能に外嵌するガイド筒29と前記前後の下刃25間に嵌入可能な上刃28とを備えた可動の上型17と、前記上型17を弾性的に昇降可能に保持するコイルバネ30と備え、さらに、前記上型17と下型16とを、上型17が正しく垂直に昇降するように連結するリンク機構50を備える。ダイセットは切断動作に際して成形材の速度に同期して走行するが、リンク機構50で下型に連結された上型17は走行中、傾くことなく姿勢を一定に保ち、上刃28は傾くことなく正しく垂直に下降し、良好な切断動作をする。
(もっと読む)
金属ストリップせん断方法及びそのせん断装置
【課題】搬送ローラと接触するストリップの下側にばりを生じさせず、搬送ローラの保護及びその損傷を防止することが可能な金属ストリップせん断方法及びそのせん断装置を提供すること。
【解決手段】金属ストリップ7をせん断機1でせん断する金属ストリップせん断方法であって、上側切断刃ホルダ4及び下側切断刃ホルダ2がそれぞれ一方側に上側切断刃5及び下側切断刃3を備えているとともに、他方側で共通の回転軸6で支持されており、せん断中に金属ストリップ7が停止状態にある前記金属ストリップせん断方法において、前記上側切断刃を固定して設け、前記下側切断刃を可動に設け、前記下側切断刃3を固定された前記上側切断刃5に対して回動させる。  (もっと読む)
(もっと読む)
コルゲートフィン切断方法及びコルゲートフィン切断装置
【課題】 切断部の近傍にフィン材の位置決め設備を備えることなしに案内ガイドがフィン材の山部に干渉して座屈を生じさせることを防止することができ、これにより、切断部における設備を簡略化することができるようになると共に、コルゲートフィンの高い製品精度と歩留まりの向上が図れるコルゲートフィン切断方法及びコルゲートフィン切断装置の提供。
【解決手段】 波状に加工されたフィン材1を連続的に移送し、移送中のフィン材1の谷部12内に案内ガイド41を挿入して位置決めした状態で、該案内ガイド41に沿って切断用可動刃43を谷部12内に挿入して固定刃42との間で該谷部12の底部を切断するようにしたコルゲートフィン切断方法であって、案内ガイド41の先端に備えたローラー41bが回転することで案内ガイド41がフィン材1の谷部12内にスムーズに挿入されるようにした。
(もっと読む)
アーク溶接ロボットの制御装置
【課題】切断刃の偏摩耗を抑制して切断不良によるアークスタート不良等を防止すると共に切断刃の長寿命化を図ることのできるアーク溶接ロボットの制御装置を提供する。
【解決手段】アーク溶接トーチから突き出した溶接ワイヤ先端部TCPをワイヤ切断装置の教示されたワイヤ切断位置に移動させ、所定の切断範囲Crを有する切断刃12によって切断するアーク溶接ロボットの制御装置において、切断回数をカウントする切断回数計測手段と、前記切断回数に応じた前記ワイヤ切断位置Cpを再算出する切断位置算出手段と、を備えた。従来は教示された1箇所の切断位置でのみ切断が行われるために切断刃の偏摩耗が発生していたが、切断位置を切断動作の都度、変更することによって切断刃の偏摩耗を抑制できるようにした。切断不良によるアークスタート不良等の発生を防止するとともに切断刃の長寿命化を図ることができる。
(もっと読む)
コルゲートフィンの切断方法及び装置
【課題】 可動刃に拡幅ガイドを設けることによって、確実に可動刃をフィンの谷部にガイドして切断不良を防止するフィンの切断方法及び装置を提供する。
【解決手段】 波形状に加工されたフィンを所定速度で移送し、移送されたフィンの頂部から谷部方向に向かって可動刃を挿入し、その可動刃によってフィンを所定長に剪断するコルゲートフィンの切断方法において、前記可動刃3をフィン1の谷部に挿入する際に、可動刃3の刃面に形成された拡幅ガイド10が、フィン前後間の谷部側面を押し広げながら進入し、それによって刃先を確実に谷部へガイドし、谷部を切断する。
(もっと読む)
油圧切断装置
【課題】装置を大型化することなく、長尺部材の長手方向に対して直交する平滑な精密度の高い切断面を得ることができる油圧切断装置を提供する。
【解決手段】長尺部材Tが挿通される筒状の固定ダイス42と、固定ダイス42に対面配置されると共に、固定ダイス42に対して相対変位することによって内部に挿通した長尺部材Tを剪断する筒状の可動ダイス54と、油圧によって可動ダイス54を押圧して長尺部材切断方向に移動させる作動手段とを備えた油圧切断装置10であって、可動ダイス54と作動手段46との間に作動手段が単独で移動するための隙間Sが設けられていることを特徴とする。かかる構成により、作動手段が可動ダイス54に当接した状態から作動を開始する場合に比べて、可動ダイス54を非常に速い速度で始動させることができ、長尺部材Tに対して極めて高い剪断力を与えることができる。
(もっと読む)
切断装置
【課題】切断刃と被加工物の移動方向を同方向として装置の高速稼働を達成し、かつ、被加工物の高速切断を可能とする切断装置を得る。
【解決手段】切断しようとするコルゲートフィン1の移動方向に回転する回転盤11と、該回転盤11に伴って回転しつつ所定の回転位置でカム12作動して前記コルゲートフィン1を切断する切断刃13と、を備えて構成することにより、回転盤11は切断刃13とともにコルゲートフィン1に対して常時同方向に回転しつつ、その切断位置をカム位置によって決定できるため、装置の高速稼働が可能となり、また、切断刃13は回転盤11の周方向に所定間隔をもって複数設けることが可能となるため、コルゲートフィン1の切断サイクルを短縮して高速切断が可能となり、生産性の更なる向上を図ることができる。
(もっと読む)
鋼板の切断方法
【課題】可動刃及び固定刃を備えたせん断機等の切断機で鋼板を切断する際に,切断にかかる時間を従来よりも短縮させ,生産効率を向上させた鋼板の切断方法を提供する。
【解決手段】鋼板Iを所定の搬送方向Xに搬送し,互いに対向する可動刃25及び固定刃26の間で一時停止させ,待機位置から始動させた可動刃25を固定刃26と摺動させて鋼板Iを切断する一連の切断作業を行う鋼板の切断方法において,鋼板を一時停止させる前に前記可動刃を始動し,鋼板を切断した後に,前記可動刃が前記待機位置に戻る前に鋼板の搬送を再開するようにした。
(もっと読む)
41 - 60 / 72
[ Back to top ]