
Fターム[3C039AA25]の内容
Fターム[3C039AA25]の下位に属するFターム
アップカットシャー
Fターム[3C039AA25]に分類される特許
21 - 40 / 72
塗装鋼板のせん断加工方法
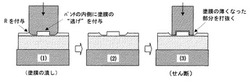
【課題】塗装鋼板にせん断加工を施す際、被加工板が比較的厚い塗膜を有する塗装鋼板であってもエナメルヘアの発生を抑制したせん断加工方法を提供する。
【解決手段】ダイ上に載置した塗装鋼板にパンチを押込んでせん断加工を行う際に、先端にコーナーRが付された予備パンチを押付けてせん断部位の塗膜厚を薄くした後にせん断用パンチを押込む。
材料の内側をせん断加工する場合には、前記予備パンチ及びせん断用パンチとして先端の平面部に凹部が形成されるものを用いる。
(もっと読む)
部品の除去装置および除去方法

【課題】密閉型コンプレッサの解体を行う前に、コンプレッサ本体に接合された部品を容易に取り除くことができる部品の除去方法および除去装置を提供することを目的としている。
【解決手段】装置本体である密閉型コンプレッサ4と、除去対象部品となるアキュームレータ固定用ブラケット4cと、密閉型コンプレッサ4を保持する傾斜面を有する載置台5と、載置台5を上下させる上下移動機構6と、密閉型コンプレッサ4の本体4aからアキュームレータ固定用ブラケット4cを剥離、除去する剥離用治具(上)7a及び剥離用治具(下)7bと、上下に可動し剥離用治具(上)7aに圧力を加える油圧シリンダ8と、を備えている。装置本体から部品を安全で容易に、かつ、短時間で取り除くことができる。
(もっと読む)
テーラードブランクの製造方法およびテーラードブランク用鋼板
【課題】生産管理が容易で良好な溶接品質が得られる、テーラードブランクの製造方法およびテーラードブランク用鋼板を提供する。
【解決手段】クリアランスが15%以上25%以下の金型で切断した端面を有する2枚の鋼板の前記端面を突き合わせ溶接して一体化したテーラードブランクの製造方法。2枚の鋼板の前記端面のせん断面比率が、いずれも25%以上である。
(もっと読む)
二重トリミングシャー
位置不動の下部カッタと昇降可能に駆動される上部カッタとを有し、上部カッタが、キャリッジガイド(10)によってガイドされた上部カッタキャリッジ(12)に配設されており、キャリッジガイド(10)をガイドするために、第1の偏心軸(14)と第2の偏心軸(16)がキャリッジガイド(10)に設けられている、二重トリミングシャーにおいて、第1の偏心軸(14)と第2の偏心軸(16)を、シンクロ手段(18)を介して互いに結合することによって、上部カッタキャリッジの傾斜状態を回避する。 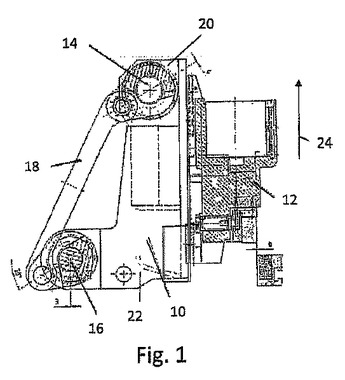 (もっと読む)
(もっと読む)
押切プレス
【課題】切断刃を駆動する油圧シリンダやその給油配管から油が漏れても、テーブルに載せられたスポンジチタンに油が滴下し難いようにすることである。
【解決手段】左右一対の油圧シリンダ8を、スポンジチタンSが載せられたテーブル2よりも左右外側に配置することにより、切断刃7を駆動する油圧シリンダ8やその給油配管から油が漏れても、テーブル2に載せられたスポンジチタンSに油が滴下しないようにした。
(もっと読む)
フープ材カッター
【課題】 部品点数を削減するとともにラムの摺動を円滑にしうる高精度な加工が可能なフープ材カッターを提供する。
【解決手段】 ベースフレーム1とサブフレーム2との間にラム3が摺動しうる間隔を保つスペーサ部1aをベースフレーム1側に一体鋳造するとともにフープ材6入口7側におけるラム3の端面に動刃8を埋め込みボルト11により固定し、かつフープ材6の排出口9側におけるベースフレーム1の開口端に固定刃10を埋め込み、ボルト12にて固定することにより構成されている。
(もっと読む)
面取り切断装置
面取り切断装置が記載される。面取り切断装置は、取付けブラケットと、取付けブラケットに堅く取り付けられた電磁石と、電磁石に磁気的に結合された保持/解放アームと、保持/解放アームに堅く取り付けられた面取り面形成具とを含み、面取りカッターは、それぞれが面取り点で終端する2つの屈曲梁を備え、刃は取付けブラケットに堅く接続され、かつ面取り点の間に位置付けられる。かかる面取り切断装置を組み込んだディスペンサ、及び面取り切断方法もまた記載される。 (もっと読む)
熱延鋼板切断方法及び熱延鋼板切断装置
【課題】固定刃と刃先にレーキ角が設けられた可動刃とによってこれらの間に配置された熱延鋼板を切断する際に、切断された熱延鋼板の切断面の形状を良好なものにすることができる熱延鋼板切断方法及び熱延鋼板切断装置を提供すること。
【解決手段】可動刃11を上下動させることによって熱延鋼板3を切断する。続いて、固定刃15に対する可動刃11のクリアランスが狭まるように可動刃11及び/又は固定刃15を移動させる。続いて、可動刃11を上下動させることによって先ほど切断された熱延鋼板3の端部3bの一部を再度切断する。これによって、再度の切断時に熱延鋼板3に作用する切断反力による熱延鋼板3の変形量を小さくすることができ、その結果、熱延鋼板3の切断面3cの凹みを小さくして切断面3cの形状を良好なものとすることが可能となる。
(もっと読む)
ビレット切断装置
【課題】切断性能を高く維持でき、大形化した切断機であっても隙間調整が容易に行えるビレット切断装置を提供する。
【解決手段】可動刃4を取付けた可動刃ブロック6をピストンロッドに取付けた油圧シリンダ3と、固定刃2および油圧シリンダ3を固定している左右のフレーム1と、可動刃ブロック6のガイド機構とを備えており、ガイド機構が、左右のフレーム1にそれぞれ形成されたガイド孔7と、可動刃ブロック6に、ガイド孔7に臨むように側方に突出した左右の摺動部8と、摺動部8とガイド孔7との間に設けられた、固定ライナー23と、クサビ形の可動ガイド15およびクサビ形の固定ガイド11からなるウエッジ型ガイド体10と、可動ガイド15を固定ガイド11に対し押し込む押しボルト21を用いた押し型隙間調整機構20と可動ガイド15を固定ガイド11から引き出す引きボルト31を用いた引き型隙間調整機構30からなる。
(もっと読む)
板材の切断方法、板材の切断装置、ヘッドサスペンション及び板材の積層品
【課題】回転磁気ディスクのヘッドサスペンションの製造時におけるフレームの切断の位置決め精度を保持しながら、切断に用いる切断装置のパンチ、ダイ、パッド及び被切断部品の位置決め装置等に必要な精度を下げて低コスト化を図る。
【解決手段】ヘッドサスペンション10Aのヒンジ部材19にはフレーム12が連結されたままである。切断部(易切断部)90gは、切断されるフレーム12及び切断時の基準位置となる端面E9を有するダイとしてのスティフナー14とからなる。
(もっと読む)
棒材切断機
【課題】 任意なタイミングでの切断や、可動刃を高速で動かしての切断が可能であり、切断できる長さの選択肢が広い棒材切断機の提供。
【解決手段】 棒材Sを切る固定刃1及び可動刃2と、可動刃2に与えるべき昇降運動をスライダ3に発生させる往復運動機構12と、スライダ3の昇降運動を可動刃2に伝達する間欠駆動機構23と、切断される棒材Sを供給する送り手段21と、棒材Sの供給状況に基づいて間欠駆動機構23の動きを制御する制御手段を備え、前記間欠駆動機構23は、スライダ3の下端に可動刃2を加圧する揺動ヘッド5を備え、前記制御手段は、棒材Sの供給状況に基づき、揺動ヘッド5の姿勢を、可動刃2を加圧する有効位相、又は可動刃2を加圧しない無効位相に選択的に切り替える棒材切断機。
(もっと読む)
せん断端面の耐食性に優れるフェライト系ステンレス鋼板のせん断方法
【課題】耐食性処理を行わず大気環境中で使用されるフェライト系ステンレス鋼板のせん断端面の耐食性を向上させるせん断加工方法を提供する。
【解決手段】C:0.02%以下、Si:0.05〜0.8%、Mn:0.05〜1.0%、P:0.04%以下、Al:0.1%以下、Cr:20〜24%、Cu:0.3〜0.8%、Ni:0.05〜6.0%およびN:0.02%以下を含み、かつS:0.001〜0.1%を含有し、フェライト相の平均結晶粒径を5μm以上25μm以下とし、かつ鋼中に0.05μm以上〜1μm以下の粒径のMnSを1cm2当たり50〜400個存在させるフェライト系ステンレス鋼板のせん断加工時のクリアランスを12%以下とする。
(ここで、クリアランス(%)=(x/d)×100、x:刃と台の隙間(mm)、d:鋼板の厚み(mm))
(もっと読む)
シャーリング装置
【課題】シャーリング装置が設置される室内の温度に関わらず、ブレード及びブレードが固定されるフレームの温度を略一定に保つことが可能なシャーリング装置を提供する。
【解決手段】シャーリング装置が、切断されるシートの第1面側に向けられた第1のブレードと、第1のブレードが固定される第1のブレード固定用ブロックと、シートの第2面側に向けられた第2のブレードと、第2のブレードが固定される第2のブレード固定用ブロックと、第1及び第2のブレード固定用ブロックの一方を他方に近接する方向にに駆動して前記シートにせん断応力を加えて切断する駆動手段と、その一部が前記第1及び第2のブレード固定用ブロック内を経由し且つ熱媒体が循環可能となっている熱媒体循環経路と、熱媒循環経路内の熱媒体の温度を調整する熱媒体温度調整手段と、第1及び第2のブレードの温度を略一定に保つように熱媒温度調整手段を制御する温度制御手段とを有する。
(もっと読む)
切断行程が可変の剪断装置
切断される材料(1)の幅、位置、及び、厚さに基づいて、剪断ブレード(2)の開始位置及び/または終了位置を変えることによって、材料の寸法に合せてブレード(2)の行程を最適化するローリングカット金属剪断装置に関するものである。これによって、切断時間の短縮、作動油量の削減、及び、スループットの増大が可能になる。  (もっと読む)
(もっと読む)
スクラップ剪断機
【課題】 貨車や客車を含む鉄道車両或いはバスや大型トラックを含む陸上車両などの廃棄車両を複数の短尺スクラップ片に剪断するのに好適なスクラップ剪断機を提供する。
【解決手段】 直刃剪断機、広幅の開放型供給チャンネル、供給チャンネル内で金属スクラップを側方から圧縮する側方油圧ラム、及び圧縮された金属スクラップを剪断機へ送り込むフィーダー機とを備えたスクラップ剪断機であって、長尺且つ堅牢な金属スクラップを一対の側方油圧ラムによって供給チャンネルの長手方向の全長よりも短い或る限定された長さ部分のみについて金属スクラップを幅方向に圧縮し、下向き油圧ラムによって側方油圧ラムの作動に先立って前記限定された長さ部分のみについて金属スクラップを下向きに圧縮し、直刃剪断機、フィーダー機、側方油圧ラム及び下向き油圧ラムの各駆動系は、これらを予め定められた動作順序で作動制御する統括制御装置と関連づけられている。
(もっと読む)
スクラップ剪断方法
【課題】大型で長尺な金属スクラップを短尺スクラップ片に剪断するスクラップ剪断機を提供する。
【解決手段】直刃剪断機20、広幅の開放型供給チャンネル30、供給チャンネル内で金属スクラップを側方から圧縮する側方油圧ラム、及び圧縮された金属スクラップを剪断機へ送り込むフィーダー機40とを備え、長尺且つ堅牢な金属スクラップを比較的低い駆動力で圧縮するために、側方油圧ラムは供給チャンネルの長手方向の全長よりも短い限定された長さ部分のみについて金属スクラップを幅方向に圧縮するように適合され、側方油圧ラムは下向き油圧ラム53と関連づけられ、下向き油圧ラムは側方油圧ラムの作動に先立って、限定された長さ部分のみについて金属スクラップを下向きに圧縮する。直刃剪断機、フィーダー機、側方油圧ラム及び下向き油圧ラムの各駆動系は、これらを予め定められた動作順序で作動制御する統括制御装置と関連づけられている。
(もっと読む)
プレス成形品の分離方法および分離装置
【課題】切断後の分離部をそのまま製品として用いることができ、しかも切断後のプレス成形品を型内から安定して取り出せるようにする。
【解決手段】プレス成形品Wを上型10と下型20とで挟持した状態で、上型10に設けた上刃30を下降させることによって、プレス成形品Wが境界部α位置でもって切断される。境界部αでの切断後に、上刃30が上昇されると共に、押し上げ手段40によって境界部αで分離された分離部βが切断前の高さ位置まで持ち上げられる。
(もっと読む)
シャーリング装置
【課題】本発明は、上刃ホルダと、下刃ホルダの回転中心とを必ずしも厳密に一致させることを必要としない構造を持つシャーリング装置を提供する。
【解決手段】上刃ホルダ2に保持された上刃2Aと、下刃ホルダ3に保持された下刃3Aと、を対向配置し、両者を同時に水平旋回させ、両刃間にピッチ送りされてくる長尺状のワークを交互に傾斜状に裁断していくシャーリング装置であって、ワークの裁断時に上刃ホルダ2を上方から押圧して押し下げ、裁断後は上刃ホルダ2を引き上げるスライド1と、下刃ホルダ1を旋回可能に支えるボルスタ5と、を備え、スライド1には、レール12が、且つ上刃ホルダ2には、該レール12上に乗る車輪が設けられ、上刃ホルダ2は、スライド1の支軸が上刃ホルダ2に遊嵌されており、スライド1のレール12の上を上刃ホルダ2の車輪21が走行することにより上刃ホルダ2がスライド1に対して旋回可能になっているシャーリング装置。
(もっと読む)
帯状ワークの突合せ接合装置に用いる切断装置
【課題】 ピッチの異なるパイロット孔を夫々形成した数種類の帯状ワークに対応することができ、各帯状ワークを正確且つ容易に切断できると共に、取扱性や作業性、経済性等に優れた切断装置を提供する。
【解決手段】 パイロット孔Waを形成した帯状ワークWを切断して突合せ用溶接する帯状ワークWの突合せ接合装置に用いる切断装置1に於いて、切断装置1は、挿入穴9aを形成した雌型本体9と、雌型本体9の挿入穴9a内周縁部に着脱自在に取り付けた角柱形状の左右の切断下刃10と、挿入穴9a内に上下動自在に挿入れ、左右の切断下刃10との協働作用により帯状ワークWを切断する左右の切断上刃11aを備えた雄型11とから成り、各切断下刃10は、長手方向の四個所の稜線部が全て切断刃10aに形成されていると共に、各切断刃10aが左右の切断上刃11aに対向できるようにその向きを変えて雌型本体9に着脱自在に取り付けられる構成とする。
(もっと読む)
切断機
【課題】薄物のワークを切断するに際して、その切断面をキレイに仕上げることができる切断機を提供する。
【解決手段】本切断機Aは、下刃(固定刃)1に相対して上刃(移動刃)2を交叉させて薄物のワークWを切断するものであって、機台3のテーブル31に保持された下刃1と、機台3の上方に所定のシャー角αをもって保持され、且つスイングしながら下降するように設けられた上刃2と、上刃2の内側に設けられ、テーブル31上に搬送された薄物のワークWを上から押さえるワーク押さえ機構9とを備える。そして、ワーク押さえ機構9によりワークWを押えて移動阻止した状態で、上刃2をスイングしながら下降させて上刃2の刃先を斜めから下刃1に交叉させると共に上刃2の切り込み角度を徐々に小さくさせてワークWを一端から他端へ順次に引き切りするように構成されている。
(もっと読む)
21 - 40 / 72
[ Back to top ]