
Fターム[3C043AA03]の内容
円筒・平面研削 (5,214) | 汎用円筒外面研削 (418) | センター、チャックを有するもの (166) | トラバース研削 (22)
Fターム[3C043AA03]の下位に属するFターム
トラバース研削+プランジ研削 (6)
Fターム[3C043AA03]に分類される特許
1 - 16 / 16
円柱状インゴットの複合面取り加工装置ならびにそれを用いてワークに円筒研削加工およびオリフラ研削加工をする方法
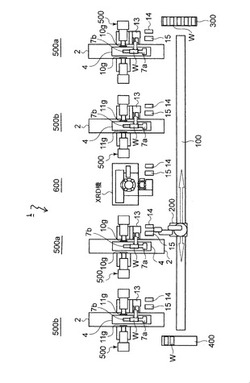
【課題】円筒状インゴットブロックの外周面の円筒研削加工を短くしたい。およびワークの結晶方位を高精度に検出したい。
【解決手段】 XRD機600を挟んで同一タイプのn(n=2〜4の整数)台の円筒研削
装置500を配置した複合面取り加工装置1とし、円筒研削装置500でワーク外周面の皺を取り除いた後に、円筒研削加工されたワークの結晶方位をXRD機600で検出、マーキング
する。
その後、前記円筒研削装置500を用いてワークのオリフラ研削加工を行う。
(もっと読む)
研磨装置

【課題】 倣いローラによる表面のすれを抑制することができる研磨装置を提供する。
【解決手段】 基準となる一直線上に軸が位置決めされた状態で軸周りに回転している金属管の外表面の一部に研磨部材を接触させるとともにこの研磨部材が接触する箇所と反対側の金属管の箇所を倣いローラに接触させてこの研磨を行う箇所の金属管の軸を一直線上に保持させながらこの研磨部材を金属管の軸方向に移動させて金属管の外表面の研磨を行う。倣いローラが、一直線に平行な軸周りに回転可能に支持され、この倣いローラを揺動可能に支持する揺動部を設ける。
(もっと読む)
シリコンインゴットの円筒研削装置および円筒研削方法
【課題】 被研削材の円筒研削加工時間を短縮できる円筒研削方法の提供。
【解決手段】
カップホイール型砥石11gを軸承する前後移動可能な砥石軸11aと前記カップホイール型砥石の直径より10〜25mm小さい直径のカップホイール型砥石11gを軸承する前後移動可能な砥石軸11aを、これら砥石軸11a,11aの軸芯11oが同一直線上にあり、かつ、この同一直線は前記ワーク軸に対し直角になる位置に設けた円筒研削装置1を用いて、クランプ機構7a,7bに支架された回転している円柱状ワークwに切り込みを掛け、ついで、回転している円柱状ワークwを横方向に移動させながら前記カップホイール型砥石11g,11gでトラバース研削加工する。
(もっと読む)
インゴットの研削装置
【課題】加工歪みを特に10μm以下の精度に向上しつつ、研削速度の低下を抑制し、研削工程時間を削減できるインゴットの研削装置を提供することを目的とする。
【解決手段】単一のスピンドルに同軸で取り付けられた粗研削用の粗研削ホイールと、該粗研削ホイールの内側に配置された精研削用の精研削ホイールをインゴットの外周面に当接させてトラバース研削する研削手段とを具備し、インゴットを回転させながら研削手段により粗研削に引き続いて精研削を行って円筒研削する、又は前記クランプによって保持されたインゴットを回転させずに研削手段により粗研削に引き続いて精研削を行って平面研削するインゴットの研削装置であって、研削手段の精研削ホイールを、スピンドルの軸方向に前後動させる移動手段を有し、該移動手段によって精研削ホイールを前後動させてインゴットに当接させるホイールを選択してインゴットを研削するインゴットの研削装置。
(もっと読む)
円筒研削機及びインゴットの円筒研削方法
【課題】芯だしを容易に行うことができるとともに、確実にインゴットの位置ずれを防止して加工精度を向上させることが可能な円筒研削機及びインゴットの円筒研削方法を提供する。
【解決手段】シリコン単結晶のインゴット1を軸線O1方向に挟んで、軸線O1回りに回転可能にクランプ保持する一対の支持装置12、13を備えた支持ユニット10と、インゴット1の軸線O1方向に沿って相対移動しつつインゴット1の外周をトラバース研削する研削ユニット11とを有する円筒研削機Bにおいて、支持ユニット10を、一方の支持装置13が上方に、他方の支持装置12が下方に配設されて、インゴット1の軸線O1方向を鉛直方向T2に向けた状態でインゴット1をクランプ保持するように構成する。
(もっと読む)
機械部品・転がり軸受用転動体・軌道輪およびその超仕上げ加工方法
【課題】交差角模様の加工跡がない機械部品、特に転動体,軌道輪等の軸受部品と、これを用いた転がり軸受と、これらの交差角模様の加工跡の生じない加工が行える超仕上げ加工方法を提供する。
【解決手段】転動体,軌道輪等となる機械部品である被加工物8を超仕上げ加工する方法である。回転する弾性砥石4の加工面4bの表面形状を、被加工物8の被加工面8aに応じた形状とする。被加工物8を回転させ、被加工物8の被加工面8aの端部から回転する弾性砥石4を当てる。この弾性砥石4の被加工物表面に応じて形成した加工面4bが、被加工物8の被加工面8aに沿う加工軌跡で、弾性砥石4を移動させる。このように超仕上げ加工された被加工物8の被加工面8aは、交差角模様の加工跡がない平滑面となる。
(もっと読む)
研削盤
【課題】マスタリングが必要なタイミングを適切に判定して必要以上にマスタリングすることを回避し、また、マスタリングを行う時間をより短くして、加工効率をより向上させることができる研削盤を提供する。
【解決手段】支持手段に支持されたワークWに対して、回転軸WZに交差する交差方向または回転軸に平行な平行方向に、加工工具Tを相対的に移動させ、交差方向または平行方向における支持手段または加工工具の位置を検出する位置検出手段と、ワークの円筒面の径または回転軸WZに直交する端面の平行方向の位置を測定可能な測定手段40と、制御手段50とを備え、制御手段は、測定手段にて測定した径または位置が予め設定された目標値となるまでワークを研削し、測定手段による測定値が目標値に達した際の位置検出手段によって検出した位置が、許容位置範囲を外れていた場合、マスターワークMWを用いて測定手段の誤差を補正する。
(もっと読む)
研削盤
【課題】マスタリング時におけるワーク測定手段の接触子とマスターワークの測定個所との間の異物の有無を適切に判定して、異物を噛み込んでいない場合の測定値で適切にマスタリングすることができる研削盤を提供する。
【解決手段】略円筒状のワークWの両端近傍を支持する一対のワーク支持手段10a、20aと、ワークWの円筒面の径またはワーク回転軸WZに直交する面のワーク回転軸方向の位置を測定するための測定個所に当接させる接触子42sを備えたワーク測定手段40と、制御手段50とを備え、制御手段は、予め設定されたマスタリングタイミングにて、ワーク測定手段40にてマスターワークMWの径または前記位置を複数回測定し、各測定結果に基づいて接触子42sとマスターワークMWとの間に異物が挟まれているか否かを判定し、異物が挟まれていないと判定した測定結果に基づいてワーク測定手段40の誤差を補正する。
(もっと読む)
ワーク受け及びこれを備えた研削盤
【課題】ワークと受け部材との間に作用する摩擦力を減少させて、摩擦熱の発生を抑えたり、受け部材を摩耗し難くすることができるワーク受けなどを提供する。
【解決手段】ワーク受け5は、間隔を隔てて設けられた支持部によって、円筒状をしたワークWを水平に支持するワーク支持機構と、ワーク支持機構によって支持されたワークWを回転させるワーク回転駆動機構と、ワークWの外周部に当接して研削を施すための砥石車46などを備えた研削盤に設けられており、ワーク支持機構の支持部間に配置されてワークWを回転可能に支持する。ワーク受け5は、ワークWの下側に配置される第1受け部材11であって、ワークWとの対向面に開口する凹部12と、凹部12の開口領域を閉塞するように設けられ、表面が円弧状の受け面13aとなった多孔体13と、凹部12内に加圧流体を供給して多孔体13の表面から吐出させる加圧流体供給装置20とを備える。
(もっと読む)
砥石及び研削盤
【課題】複数の砥石面を有する砥石において、作用させたい一種類の砥石面で研削できる砥石及びかかる砥石を備えた研削盤を提供する。
【解決手段】研削盤2の砥石台200に回転軸線O1回りに軸承された砥石軸221に装着され、回転駆動されることにより工作物Wの研削を行う砥石210において、前記回転軸線O1に対して研削作業面の傾斜角度が異なる複数の砥石層を有し、隣り合う各砥石層の間に間隙tが設けられていること。
(もっと読む)
ベルトの製造方法
【課題】加工性に優れ、生産性の高いベルトの製造方法を提供する。
【解決手段】無端ベルト1を一つの金型3に挿入し回転させ、前記金型3上の無端ベルト1に回転砥石5を圧接しながら金型3又は回転砥石5を幅方向にトラバースさせるようにしたベルトの研磨方法であって、無端ベルト1の外周の半径値を入力し、その値に応じた距離回転砥石5が無端ベルト1方向に接近して研磨するベルトの製造方法。
(もっと読む)
ノズルベーン部材の製造方法およびノズルベーン部材
【課題】ノズルベーン部材のベーンシャフト部の形状を、精度良くでき、かつノズルベーン部材を短時間に生産することが可能となること。
【構成】ノズルベーン部材1のベーンシャフト部1aを、シャフト受け台3に設けられた半円形で樋形状のシャフト受け凹部3aに載置し、ボス部を把持している回転保持部材を回転させるとともに、円形研削部材30の円形研削部30aを回転させながら当接しかつ左右に移動させながら研削または研磨する。
(もっと読む)
研削方法および研削機械
【課題】ガラス、ガラスセラミックスあるいはセラミックスのような硬くてもろい材料で作られた工作物を加工するための研削方法を提供する。その方法は、高い精度と共に材料除去能力の高いことを利点とする。
【解決手段】この発明の方法は、前記工作物12を工作物ホルダー14に固定して、回転軸16の周りに回転するように駆動することからなる。前記工作物12は、工作物の回転軸16に垂直に延びる研削心棒軸20の周りに回転するように駆動される研削工具18によって研削され、前記研削工具18は前記研削心棒軸20に垂直に送り込まれる。この方法では、内面研削または外面研削のためにカップ型研削工具を使用することもできる。
(もっと読む)
ワークロールのオンライン研削方法
【課題】回転砥石のワークロールへの押付負荷が設定研削押付負荷を超えるオーバーシュートを低減することができるワークロールのオンラインロール研削方法を提供する。
【解決手段】圧延機のワークロールに弾性を有する回転砥石を押付けて研削するワークロールのオンライン研削方法であって、前記回転砥石がワークロールに接触した後、該回転砥石の押付負荷が予め設定した設定負荷Fになった際に、該回転砥石の前進速度を減速させて、前記回転砥石のワークロールへの押付負荷が設定研削押付負荷F0を超えるオーバーシュートを低減することを特徴とするワークロールのオンライン研削方法。
(もっと読む)
研削加工方法
【課題】 砥石車の研削面の段差をなくし、工作物の真直度を向上できる研削加工方法を提供する。
【解決手段】 工作物の加工幅内より砥石車がはみ出さない軸線方向位置において砥石車によって工作物をプランジ研削し、その後、砥石車と工作物を工作物の軸線方向にトラバースさせて、砥石車によって工作物をトラバース研削する。
(もっと読む)
ロール研削用研削砥石およびロール研削方法
【課題】生産品質要求を満たすように鉄および鉄鋼ロールを研削する研削砥石であって、その研削加工中に最低限の砥石磨耗補正、プロフィール誤差補正、またはテーパー誤差補正を必要とする研削砥石である。前記研削砥石は、ボンドシステムに含まれる天然ダイアモンド、合成ダイアモンド、立方晶窒化ホウ素、およびそれらの混合物を含む一群から選択される超砥粒材から本質的に成るものであって、より長い砥石寿命を有し、且つ、望ましいロール形状を実現するために前記ロールから削除される金属材料の量を最小限にするものである。 (もっと読む)
1 - 16 / 16
[ Back to top ]