
Fターム[3C046CC02]の内容
バイト、中ぐり工具、ホルダ及びタレット (11,352) | バイト、チップの刃先形状 (415) | ホーニング (35)
Fターム[3C046CC02]に分類される特許
1 - 20 / 35
切削インサート
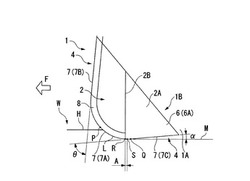
【課題】高硬度材を旋削加工する場合においても、すくい面のクレータ摩耗による被削材の仕上げ面粗度の劣化を十分に抑制することが可能な切削インサートを提供する。
【解決手段】インサート本体1の多角形状をなすすくい面2の辺稜部に、すくい面2の角部に円弧状のコーナ刃7Aを有する切刃7が形成されており、このすくい面2には、コーナ刃7Aの突端Pからすくい面2の内側に向かう途中ですくい面2が低くなる段差部2Bが、コーナ刃7Aに交差するように形成されている。
(もっと読む)
切削インサート

【課題】高脆性の超高硬度焼結体をすくい面のコーナ部に配設した切削インサートを、たとえ転削加工に使用しても切刃にチッピングや欠損が生じるのを防ぐ。
【解決手段】インサート本体1のすくい面2に、超高硬度焼結体6Aと超硬合金6Bとを層状に焼結した層状焼結体6が、超高硬度焼結体6Aがすくい面2のコーナ部Cに位置してすくい面2側を向くように配設されていて、この層状焼結体6上のすくい面2の辺稜部にコーナ部Cから延びる切刃7が形成されており、この切刃7には、コーナ部C側から離間するに従いホーニング角が漸次大きくなるホーニング面8が形成されているとともに、層状焼結体6における超高硬度焼結体6Aと超硬合金6Bとの境界面Qは、切刃7のホーニング面8と交差させられている。
(もっと読む)
切削工具
【課題】 連続加工におけるクレータ摩耗の抑制と断続加工における耐チッピング性の向上を両立する切削工具を提供する。
【解決手段】 立方晶窒化硼素質焼結体の基体6からなり、切刃4にはすくい面2側からチャンファホーニング9およびRホーニング10が順に形成されており、すくい面2およびチャンファホーニング9の表面には被覆層7が形成されており、Rホーニング10の表面では基体6が露出している切削工具1である。
(もっと読む)
チタン合金加工用切削工具
【課題】 チタン合金の切削加工用において工具寿命が延びる切削工具を提供する。
【解決手段】 主面が略多角形形状の略平板状をなし、主面がすくい面2を、側面が逃げ面3を、すくい面2と逃げ面3との交差稜線部が切刃4を、略多角形形状の主面の角部がノーズ部5を、ノーズ部5の切刃4がノーズ切刃4aを、ノーズ切刃4a以外の略多角形形状の主面の辺部に位置する切刃4が直線切刃4bを構成して、少なくとも直線切刃4bにはノーズ切刃4aよりも大きいホーニングが形成され、かつ、直線切刃4bは超硬合金からなる基体7を被覆層8で被覆した構成からなるとともにノーズ切刃4aは被覆層8を被覆しない基体7の構成からなるチタン合金加工用として好適なスローアウェイチップ1である。
(もっと読む)
溝入れ・突っ切り加工用切削インサート
【課題】溝入れ加工の際にワークに削り残しを生じたり切削抵抗の増大を招いたりすることなく、確実な切屑の処理を図る。
【解決手段】インサート本体1の端部に設けられた切刃部2のすくい面5と前逃げ面との交差稜線部に、これらすくい面5と前逃げ面とに連なるホーニング面10を備えた切刃7が形成されるとともに、このホーニング面10とすくい面5との交差稜線部には、前逃げ面に交差することのないように凹部11が形成されていて、ホーニング面10と前逃げ面との交差稜線部から凹部11とホーニング面10との交差稜線部までのホーニング幅Bが、切刃7の中央部から切刃7の両端部側に向けて大きくなるようにされている。
(もっと読む)
表面被覆立方晶窒化ほう素基超高圧焼結材料製切削工具
【課題】高硬度材の高速断続切削加工で硬質被覆層がすぐれた耐溶着性、耐チッピング性、耐摩耗性を発揮する表面被覆cBN切削工具を提供する。
【解決手段】(a)ホーニングの幅がすくい面方向からみて0.03〜0.3mm、ホーニングの角度がすくい面とのなす角度で10〜35度の範囲にあるホーニング形状を有するcBN製工具基体に硬質被覆層を形成した表面被覆cBN切削工具において、(b)下部層は(Ti,Al)N層、(c)上部層は、(Ti,Al)N層とTiN層の交互積層構造で構成し、(d)上部層の最外層は、ホーニング面と逃げ面との稜線部以外の領域では(Ti,Al)N層とし、一方、ホーニング面と逃げ面との稜線部においては、最外層は存在せず、上記(Ti,Al)N層とTiN層の交互積層断面構造が露出形成していることにより、耐溶着性、耐チッピング性、耐摩耗性の向上を図る。
(もっと読む)
スローアウェイチップ
【課題】 切刃の耐チッピング性を著しく向上しうるスローアウェイチップを提供する。
【解決手段】 略平板状を呈するとともにすくい面3をなす主面および逃げ面4をなす側面との交差稜部分に形成された切刃5を有した母材2と、母材2に被覆されたコーティング層6と、を備えたスローアウェイチップ1であって、 切刃5のすくい面3から逃げ面4にわたってホーニング部8を設けており、 逃げ面4のホーニング終端から始まりすくい面3からの高さが1mmまでの幅領域において、ホーニング部8とコーティング層6との界面の算術平均粗さ(Ra)が0.1〜0.5μmであることを特徴とするスローアウェイチップ1とする。
(もっと読む)
切削工具およびその製造方法
【課題】クレータ摩耗や硬質被膜の剥離による切刃の欠損、チッピングを抑制する。
【解決手段】硬質被膜14が被覆された工具本体1のすくい面2と逃げ面3との交差稜線部に、この交差稜線部に直交する断面においてすくい面2と逃げ面3とに交差する方向に直線状に延びるチャンファー面11と、チャンファー面11と逃げ面3とに滑らかに連接する凸円弧状のRホーニング面12とを有する複合ホーニング面13を形成し、Rホーニング面12ではその突端部12aにおいて硬質被膜14を除去して工具本体1の母材6を露出し、露出した母材6との境界部12bからRホーニング面12とチャンファー面11との連接部12cにかけては硬質被膜14が膜厚を漸次増大させるように残されて、チャンファー面11では連接部12cに連続して硬質被膜14が略一定の膜厚で被覆される。
(もっと読む)
硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆切削工具
【課題】難削材の切削加工においても、硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆切削工具を提供する。
【解決手段】Ti化合物層とAl2O3層からなる硬質被覆層を備えた表面被覆切削工具において、すくい面と被削材との接触部分の硬質被覆層に、切刃に対して平行に複数の凹部を形成し、該凹部は直径30〜50μm、深さ1〜3μmの形状を有し、さらに、該複数の凹部を、100〜200μmの相互間隔で形成することにより、切刃稜線部で溶着物を安定的に滞留させ、その結果として、溶着物の急激かつ衝撃的な脱離を抑制し耐チッピング性の向上を図る。
(もっと読む)
表面被覆切削工具およびその製造方法
【課題】耐摩耗性と耐欠損性との両者に優れた表面被覆切削工具を提供する。
【解決手段】本発明の表面被覆切削工具は、基材と被覆層を含み、被覆層表面に対する法線を含む平面で切断した場合の断面において、基材のすくい面におけるホーニング処理が施されている領域とホーニング処理が施されていない領域との境界点aと、同逃げ面におけるホーニング処理が施されている領域とホーニング処理が施されていない領域との境界点bとを結ぶ直線を直線Iとし、該被覆層のすくい面におけるホーニング処理が施されている領域とホーニング処理が施されていない領域との境界点cと、同逃げ面におけるホーニング処理が施されている領域とホーニング処理が施されていない領域との境界点dとを結ぶ直線を直線IIとし、該直線Iと該直線IIとが交わる角度をθとする場合、該角度θは、1°≦θ≦20°の範囲となることを特徴とする。
(もっと読む)
超精密加工用単結晶ダイヤモンド切削工具
【課題】結晶材料や硬脆材料の超精密切削加工を行う場合に、切屑の排出性が良く切削抵抗の低減が図れて被加工面の精度が向上し、切れ刃の損耗やマイクロチッピングが起こりにくくて寿命の長い単結晶ダイヤモンド切削工具を提供する。
【解決手段】先端にR形状の切れ刃稜を有するチップを設け、切れ刃稜のうち、少なくとも切れ刃として作用する部分はすくい面となる第1の円錐状の面と逃げ面となる第2の円錐状の面が交差することにより一定のRで形成され、切れ刃稜の丸みは半径100nm未満で、第1の円錐状の面の幅は1〜5μmであり、第1の円錐状の面の切れ刃稜線と反対側の部分には切削方向と略垂直方向の切屑逃がし面が設けられる。第1の円錐状の面と切り屑逃がし面との交差部はR面とし、その半径は、0.1〜1.0μmとする。第1の円錐状の面のすくい角は、ネガ角であり、その角度は15〜50°とする。
(もっと読む)
表面被覆超硬合金製切削工具
【課題】高硬度鋼を転削工具によって切削する際に、切刃の欠損等を防いで工具の長寿命化を図ることにより、優れた耐摩耗性を確実に発揮して高能率の加工を促す。
【解決手段】Co:4.5〜8質量%、Cr3C2:0.2〜1.5質量%、VC:0.1〜0.5質量%を含有する硬さ93.0〜94.5HRAの超硬合金基体の表面に、(Tix,Aly,Siz)N(ただし、x、y、zは原子比で、0.01≦z≦0.05、0.4≦y≦0.7、かつx+y+z=1)よりなる硬さ2800Hv以上の硬質被覆層を1〜5μmで被覆した切刃部4を、軸線O回りに回転させられる工具本体1の先端外周側に切刃8を向けて設け、この切刃は、工具回転方向T側から見て円弧状に形成するとともに、幅0.01〜0.05mmの丸ホーニングを施し、15°以下の逃げ角と19°以下の切込み角θとを与える。
(もっと読む)
立方晶窒化硼素焼結体工具
【課題】高負荷切削条件、高能率切削条件下でも、欠損が発生せずに安定した加工ができる長寿命の立方晶窒化硼素焼結体工具の提供を目的とする。
【解決手段】立方晶窒化硼素の平均粒径の5倍以上を基準長さSとし、チャンファホーニング面の基準長さSに含まれる立方晶窒化硼素の断面曲線の長さの合計をLCCと表し、チャンファホーニング面の基準長さSに含まれる結合相の断面曲線の長さの合計をLCBと表し、LCBに対するLCCの比をPC(PC=LCC/LCB)と表し、丸ホーニング面の基準長さSに含まれる立方晶窒化硼素の断面曲線の長さの合計をLRCと表し、丸ホーニング面の基準長さSに含まれる結合相の断面曲線の長さの合計をLRBと表し、LRBに対するLRCの比をPR(PR=LRC/LRB)と表したとき、PCに対するPRの比(PR/PC)は、1.2≦PR/PC≦8.0を満たす立方晶窒化硼素焼結体工具。
(もっと読む)
切削工具
【課題】被切削材に予め設けられた下穴の内壁面を所定の内径の加工穴を形成するに際し、加工精度の高い切削加工を施すことのできる切削工具を提供する。
【解決手段】軸線O回りに回転される工具本体20の先端部外周に切刃53を有するインサート40が取り付けられ、被切削材に予め形成された下穴に挿入され、この下穴の内壁面を切削加工して所定の内径の加工穴を形成するボーリングバー10において、四角形平板状のインサート40に平坦面状のフラットランド51を形成するとともに、このフラットランド51の稜線に切刃53を形成し、インサート40をフラットランド51と軸線Oとが平行となるように取り付ける。
(もっと読む)
耐熱超合金の一般旋削のための被覆切削工具
【課題】超合金の一般旋削に有用な被覆超硬合金インサートを提供する。
【解決手段】インサートは、WC、5.0〜7.0重量%のCo、0.22〜0.43重量%のCrの超硬合金の組成および19〜28kA/mの保磁力(HC)により特徴づけられる。被膜は、(TixAl1-x)Nの単層からなり、xが0.25〜0.50であり、NaClタイプの結晶構造を持ち、全厚さが3.0〜5.0μmであり、(200)配向を持ち、2.5×10-3〜5.0×10-3の圧縮残留歪みを持ち、TiNの最外層がさらに堆積されることもある。
(もっと読む)
切削工具
【課題】 被覆層を有する切削工具において、耐摩耗性に優れるとともに境界損傷等の異常摩耗を抑制した切削工具を提供する。
【解決手段】 ノーズRを有する工具形状の基体の表面に、膜厚3〜12μmの被覆層を被着形成するとともに、前記ノーズRにホーニングを設けて、前記ノーズRの頂部でのすくい面側から見たホーニング幅をRrc、該ノーズRの頂部での逃げ面側から見たホーニング幅をRfcとしたとき、0.01mm≦Rrc≦0.045mm、0.005mm≦Rfc≦0.045mmであり、かつ前記ノーズRの頂部から3mm離れた位置でのすくい面側および逃げ面側から見たホーニング幅をそれぞれRrp、Rfpとしたとき、Rrp/Rfp比が、前記ノーズRの頂部におけるRrc/Rfc比よりも大きい構成とした切削工具である。
(もっと読む)
切削工具
本発明は、単層または多層PVD被覆されたエッジの鋭い切削工具であって、同時に十分な耐磨耗性及び熱化学耐性、並びにエッジチッピングに対する耐性を示すことができる切削工具を提供することである。切削工具は、エッジ半径Re、逃げ面及びすくい面、並びに焼結体表面の少なくとも各部を被覆する少なくとも1つの酸化PVD層を含むPVD被膜から成る単層または多層被膜を有する切削エッジを備えた超硬合金、CBN、サーメットまたはセラミック材料から成る焼結体を含む。1実施形態において、エッジ半径Reは40μmより小さく、好ましくは30μmと同等かまたはそれより小さい。表面が被覆される部分は、少なくとも焼結体の鋭いエッジのある部分を含む。 (もっと読む)
切削工具を用いた精密加工方法
【課題】切削抵抗の小さい『シャープエッジ』形状の性能を維持したままで、耐摩耗性に優れた硬質被膜を剥離することなく安定して成膜する。
【解決手段】Tiと、周期律表4a、5a、6a族金属またはAlの1種または2種以上と、炭素、窒素、または酸素から選ばれた1種または2種以上とから構成される膜厚1.0〜3.8μmの硬質被膜を表面に被覆した超硬合金基体の外郭稜線部に切れ刃稜が形成され、前記基体の切れ刃稜部に加工によって幅1〜12μmのホーニングRまたはチャンファを設けた切削工具を用いて、切込み量と送り量が数μm〜数十μmの条件で切削加工を行うことを特徴とする切削工具を用いた精密加工方法である。
(もっと読む)
切削工具、切削インサート及び工具
【課題】切削中に被削材と反応しても工具に致命的な侵食摩耗が起こらず長寿命で、かつ耐磨耗性、靭性等が優れた切削工具を提供すること。
【解決手段】アルミナと、25容量%以上かつ40容量%以下の炭化ケイ素ウィスカーとを含有する焼結体であり、前記焼結体中で炭化ケイ素ウィスカーがその長軸が掬い面に平行となるように配向しており、掬い面と逃げ面との稜線部に形成されるRホーニングが、Rホーニングの掬い面側寸法をX、逃げ面側寸法をYとした場合に、X≧Yかつ0.015≦X≦0.045(単位:mm)であること、及びRホーニングの加工面の面粗度Raが0.1以下であることという条件を満たして成ることを特徴とする切削工具、これを使用する切削インサート及び工具
(もっと読む)
旋削工具
【課題】鋳物からなる被加工物の表面に開口した鋳巣を補修するとともに、被加工物の表面のうねりやむしれを防止しかつ表面粗さが悪化することを防止する旋削工具を提供することを目的とする。
【解決手段】旋削工具1の先端部上面に備えられた切刃は、該旋削工具1の送り方向fに略平行に延びる副切刃23aと、この副切刃23aに交差しかつ前記送り方向fに交差する横切刃23bとを備え、横切刃23bの切込み角βを0°よりも大きくかつ45°以下の範囲に設定し、横切刃23bに連なるすくい面21のうち該横切刃23bの稜線の近傍領域には、刃先に向かうにつれすくい面21よりも切削方向K後方側に傾斜しかつ横切刃23b方向でみたすくい角α1が−20°〜−75°の範囲に設定された面取部24を設け、副切刃23aの稜線を前記送り方向fに略直交する方向で横切刃23bの最先端と等しいかまたは先端側にわずかに突出させた。
(もっと読む)
1 - 20 / 35
[ Back to top ]