
Fターム[3C046FF10]の内容
バイト、中ぐり工具、ホルダ及びタレット (11,352) | チップ (9,253) | コーティング (7,731) | コーティング材 (3,174) | Ti系 (1,000)
Fターム[3C046FF10]に分類される特許
981 - 1,000 / 1,000
高硬度鋼の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具の製造方法

【課題】 高硬度鋼の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具の製造方法を提供する。
【解決手段】 表面被覆超硬合金製切削工具を、カソード電極(蒸発源)としてTi−Al−Si合金を備えた硬質被覆層形成用アーク放電装置およびカソード電極(蒸発源)として金属Zrを備えた潤滑被覆層形成用スパッタリング装置、さらにカソード電極として金属Crを備えた、超硬基体表面ボンバード洗浄用アーク放電装置を設けた蒸着装置を用い、Crボンバード洗浄処理し、ついで、TiとAlとSiの複合窒化物層からなる硬質被覆層を1〜10μmの平均層厚で形成し、さらに、酸化ジルコニウム層からなる潤滑被覆層を0.5〜5μmの平均層厚で形成する。
(もっと読む)
工具ホルダ及び切り屑破砕表面を有する金属切削差込工具
上側境界部が切刃を形成する前面逃げ面を各刃部が有する、シャンク部分の両側に配設された一対の刃部を有する金属切削差込工具。一対の間隔を置いた切り屑破砕表面が前記切刃のところで又は近くで始まり、切刃から離れて延びる。一対の第2の切り屑破砕表面は第1の切り屑破砕表面の下流側に配置され、移行表面によって関連する第1の切り屑破砕表面に相互接続される。中央溝が切り屑破砕表面の間に配置され、切刃の近く又は切刃のところで始まる入口部分を含む。第1の切り屑破砕表面は切り屑が回転する加工物から切り離されたときに、切り屑に最初のカールを付与し、一方、溝が切り屑の中央部分に硬化を起こさせる。第2の切り屑破砕表面が切り屑にさらなるカールを付与し、その結果、切り屑のカール直径が減少する。金属切削差込工具をしっかりと固定して装着する工具ホルダは、ベース及びクランプ・アームを含み、一緒に差込工具の刃部の1つを受けるための隙間を形成する。工具ホルダは第1及び第2の平らな当接表面を含む。当接表面の1つは非ゼロのリード角付きの切刃を有する刃部によって形成される位置決め表面を対面的に係合するためのものであり、もう1つの当接表面は、実質上ゼロのリード角付きの切刃を有する刃部によって形成される位置決め表面を対面的に係合するためのものである。 (もっと読む)
被覆超硬合金切削工具インサート

【課題】 超硬合金基材と後処理被膜を含むステンレス鋼の旋削加工用工具に関する。
【解決手段】 超硬合金基材は、5.0〜<8.0wt%のCo、Ti/(Ti+Ta+Nb)比率が0.05〜0.3のTi、Ta及びNbの3.0〜8.0wt%の立方晶炭化物、焼結状態で1.5〜3.5μm粒径の残部WCの組成を有する。基材はバインダ相が富み立方晶炭化物の枯渇した5〜30μmの表面区域を有する。被膜は0.7〜5.5μmの合計厚みのTiCxNyOz(x+y+z≦1)の1層または複数層の少なくとも二つの層である第1の最内層系とを含み、第2の多層系はAl2O3とTiCxNyOz(x+y+z≦1)好ましくはκAl2O3とTiNの交互の層からなり、各Al2O3層が<0.5μm且つTiCxNyOz層が<0.2μmの厚みであり、1.0〜5.0μmの合計多層厚みを有する。多層は切刃線に沿いすくい面と逃げ面に向かって露出し、Al2O3層で置換できる。
(もっと読む)
複合材料
本発明は多層被覆を有する基体からなる複合材料に関し、前記被覆はアルミニウム、ジルコニウムおよび/またはハフニウムおよびチタンの酸化物からなる少なくとも1つの多相の層およびAl2O3、ZrO2および/またはHfO2からなる単相の層を含有する。 (もっと読む)
高速断続切削加工で硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆サーメット製切削工具
【課題】 高速断続切削加工で硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆サーメット製切削工具を提供する。
【解決手段】 工具基体の表面に、(a)下部層が2層以上からなり、かつ、3〜20μmの合計平均層厚を有するTi化合物層、(b)上部層が、化学蒸着形成された、1〜15μmの平均層厚を有するAl2O3層、で構成された硬質被覆層を形成してなる表面被覆サーメット製切削工具において、上記(a)のTi化合物層のうちの1層を、2.5〜15μmの平均層厚を有し、結晶粒の結晶面である{112}面の法線がなす傾斜角を測定し、傾斜角度数分布グラフにおいて、0〜10度の範囲内の傾斜角区分に最高ピークが存在すると共に、前記0〜10度の範囲内に存在する度数の合計が、傾斜角度数分布グラフにおける度数全体の45%以上の割合を占める傾斜角度数分布グラフを示すTiCN層、で構成する。
(もっと読む)
高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具の製造方法
【課題】 高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具の製造方法を提供する。
【解決手段】 表面被覆超硬合金製切削工具を、(a)超硬基体表面ボンバード洗浄用アーク放電装置を設けた蒸着装置を用い、(b)Crボンバード洗浄処理し、(c)ついで、TiとAlの複合窒化物層からなる硬質被覆層を1〜10μmの平均層厚で形成し、(d)さらに、酸化ジルコニウム層からなる潤滑被覆層を0.5〜5μmの平均層厚で形成する。
(もっと読む)
硬質被膜、硬質被膜被覆工具、および硬質被膜のコーティング方法
【課題】 超硬合金等の工具母材に対してTiWCN膜などのWを含む硬質被膜が一層優れた密着性でコーティングされるようにする。
【解決手段】 超硬合金から成る工具母材12の表面には、TiW合金をターゲットとするアーク放電イオンプレーティング法により、そのTiW合金の炭化物(TiWC)、窒化物(TiWN)、或いは炭窒化物(TiWCN)から成る単一の組成の硬質被膜14が設けられているため、TiおよびWを別々のターゲットとして用いてコーティングする場合のようにTi化合物およびW化合物が混在している場合に比較して、TiW合金とWCとの親和性により、WCを主成分とする超硬合金の工具母材12に対する密着性が一層向上する。これにより、優れた耐摩耗性が得られるようになり、クロム鋼等にドライ加工で切削加工を行う場合でも、実用上満足できる工具寿命が得られるようになる。
(もっと読む)
高硬度鋼の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具
【課題】 高硬度鋼の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具を提供する。
【解決手段】 表面被覆超硬合金製切削工具が、炭化タングステン基超硬合金または炭窒化チタン系サーメットからなる超硬基体の表面に、(a)0.8〜5μmの平均層厚を有し、かつ、組成式:(Ti1−(X+Z) AlX SiZ )N(ただし、原子比で、Xは0.25〜0.65、Zは0.01〜0.10を示す)を満足する(Ti,Al,Si)N層からなる下部層、(b)0.1〜0.5μmの平均層厚を有するZrBN(硼窒化ジルコニウム)層からなる密着接合層、(c)0.8〜5μmの平均層厚を有するZrB2(硼化ジルコニウム)層からなる上部層、以上(a)〜(c)で構成された硬質被覆層を形成してなる。
(もっと読む)
高反応性被削材の高速切削で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具
【課題】 高反応性被削材の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具を提供する。
【解決手段】 表面被覆超硬合金製切削工具が、炭化タングステン基超硬合金または炭窒化チタン系サーメットからなる超硬基体の表面に、(a)0.8〜5μmの平均層厚を有し、かつ、組成式:(Ti1−(X+Z) AlX BZ )N(ただし、原子比で、Xは0.25〜0.65、Zは0.01〜0.10を示す)を満足する(Ti,Al,B)N層からなる下部層、(b)0.1〜0.5μmの平均層厚を有するWBN(硼窒化タングステン)層からなる密着接合層、(c)0.8〜5μmの平均層厚を有するWB(硼化タングステン)層からなる上部層、以上(a)〜(c)で構成された硬質被覆層を形成してなる。
(もっと読む)
高硬度鋼の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具
【課題】 高硬度鋼の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具を提供する。
【解決手段】 表面被覆超硬合金製切削工具が、炭化タングステン基超硬合金または炭窒化チタン系サーメットからなる超硬基体の表面に、(a)0.8〜5μmの平均層厚を有し、かつ、組成式:(Ti1-(X+Z) AlX BZ )N(ただし、原子比で、Xは0.25〜0.65、Zは0.01〜0.10を示す)を満足するTiとAlとB(ボロン)の複合窒化物層からなる下部層、(b)0.1〜0.5μmの平均層厚を有するZrBN(硼窒化ジルコニウム)層からなる密着接合層、(c)0.8〜5μmの平均層厚を有するZrB2(硼化ジルコニウム)層からなる上部層、以上(a)〜(c)で構成された硬質被覆層を形成してなる。
(もっと読む)
高硬度鋼の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具
【課題】 高硬度鋼の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具を提供する。
【解決手段】 表面被覆超硬合金製切削工具が、炭化タングステン基超硬合金または炭窒化チタン系サーメットからなる超硬基体の表面に、(a)0.8〜5μmの平均層厚を有し、かつ、組成式:(Al1−X TiX )N(ただし、原子比で、Xは0.25〜0.60を示す)を満足する(Al,Ti)N層からなる下部層、(b)0.1〜0.5μmの平均層厚を有するZrBN(硼窒化ジルコニウム)層からなる密着接合層、(c)0.8〜5μmの平均層厚を有するZrB2(硼化ジルコニウム)層からなる上部層、以上(a)〜(c)で構成された硬質被覆層を形成してなる。
(もっと読む)
硬質被覆層が高速切削ですぐれた耐摩耗性を発揮する表面被覆サーメット製切削工具
【課題】 硬質被覆層が高速切削ですぐれた耐摩耗性を発揮する表面被覆サーメット製切削工具を提供する。
【解決手段】WC基超硬合金またはTiCN基サーメットで構成された工具基体の表面に、(a)下部層が1層または2層以上からなり、かつ3〜20μmの合計平均層厚を有するTi化合物層、(b)上部層が、1〜15μmの平均層厚を有し、かつ化学蒸着した状態でα型の結晶構造を有すると共に、結晶粒の結晶面である(0001)面の法線がなす傾斜角を測定し、傾斜角度数分布グラフにおいて、9〜20度の範囲内の傾斜角区分に最高ピークが存在すると共に、前記9〜20度の範囲内に存在する度数の合計が、傾斜角度数分布グラフにおける度数全体の45〜65%の割合を占める傾斜角度数分布グラフを示すAl2O3層、以上(a)および(b)で構成された硬質被覆層を蒸着形成してなる。
(もっと読む)
耐摩耗性被覆を有する工具
本発明は、本体と単層膜または多層膜とからなる工具または耐摩耗性部品であって、膜の少なくとも1層がホウ酸アルミニウムからなり、またはホウ酸アルミニウム相成分を含有しているものに関する。本発明により被覆された工具または耐摩耗性部品は著しく改善された耐摩耗性と、高い靭性および耐酸化性と、摩耗体と接触して低い摩擦係数とを有し、そのことから工具寿命挙動が著しく改善される。  (もっと読む)
(もっと読む)
切削工具のためのコーティングとその製造方法
単純な方法で二色の接触工具を作ることを許容する単一のPVDコーティングプロセスで製造されるコーティング、特に切削工具のためのコーティングが、提供される。違う色の二つの金属硬質材料の間に、他の層と同様に同一のPVDコーティングプロセスで設けられる分離層11が設けられる。分離層(11)は、非常に短い剥離期間において、サンドブラスト、ブラッシング等によって上層の剥離を可能にする。 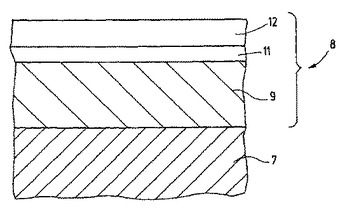 (もっと読む)
(もっと読む)
耐摩耗層
本発明の実施態様は工具用の硬質な耐摩耗層に関する。具体的には、金属を切削するための例えばドリル、皿穴ドリル、穴ぐり刃、ねじタップ、リーマーなどの回転シャンク工具を含む切削用工具に関する。耐摩耗層は約1〜10μmの厚さを有し、物理気相成長法(PVD)により蒸着することが好ましい。耐摩耗層はCr、Ti、およびAlの金属窒化物からほぼなり、さらに粒状を微細にするため、低含量の元素(κ)を含む。全層の金属元素中において、Crは65%を超え、好ましくは66〜70%、Alは15〜23%、Tiは10〜15%である。 (もっと読む)
硬質皮膜被覆工具
【目的】(TiAl)N皮膜等耐酸化性の優れる硬質皮膜の耐摩耗性並びに密着性を犠牲にすること無く、更に高温状態での耐溶着性並びに硬質皮膜中への被加工物元素の拡散を改善し、切削加工の乾式化、高速化、高送り化に対応する硬質皮膜被覆工具を提供することが目的である。
【構成】金属成分がTiとBで構成される窒化物、炭窒化物、酸窒化物、酸炭窒化物のいずれかであるa層と、金属成分がAlとTiで構成される窒化物、炭窒化物、酸窒化物、酸炭窒化物のいずれかであるb層とが、それぞれ一層以上交互に被覆され、該a層のX線回折における(200)面の格子定数Aが、0.4200≦A≦0.4270nmの範囲にあり、かつ該a層のラマン分光分析においてc−BN並びにh−BNのピークが検出され、該c−BNのピーク強度をQ1、h−BNのピーク強度をQ2としたとき、ピーク強度比Q1/Q2<1.0であることを特徴とする硬質皮膜被覆工具。
(もっと読む)
切削工具とその製造方法および製造装置
【課題】 ドリル、エンドミル等に好適で、耐摩耗性、高滑り性、高焼き付き性、被削材の加工精度などを向上できる表面被覆切削工具を提供する。
【解決手段】 基材と、その基材上に形成された4a、5a、6a族元素およびAlからなる群の中から選択される1種以上の元素の窒化物または炭窒化物を主成分とする耐摩耗性被膜とを具える。耐摩耗性被膜中には、B4C、BN、TiB2、TiB、TiC、WC、SiC、SiNX(X=0.5〜1.33)およびAl203をよりなる群から選択される少なくとも1種の超微粒化合物を含む。この超微粒化合物の粒径は0.5〜50nmが好ましい。基材としては、WC基超硬合金、サーメットなどが利用できる。
(もっと読む)
硬質皮膜被覆工具
【目的】 本発明は、従来のTiAlN皮膜に対し、更に耐酸化性、耐摩耗性を改善し、切削加工の乾式化、高速化に対応する硬質皮膜被覆工具を提供することが目的とする。
【構成】 硬質皮膜をa層(TiSi系窒化物等)、b層(TiAl系窒化物等)の皮膜を、それぞれ一層以上交互に被覆し、b層の皮膜を母材表面直上にし、かつa層の微細組織構造がTiを主成分とする窒化物、炭窒化物、酸窒化物もしくは酸炭窒化物中にSi3N4およびSiが独立した相として存在するように成膜することにより構成する。
(もっと読む)
硬質被覆層がすぐれた初期なじみ性を発揮する表面被覆超硬合金製スローアウエイ切削チップ
【課題】 硬質被覆層がすぐれた初期なじみ性を発揮する表面被覆超硬合金製切削チップを提供する。
【解決手段】 表面被覆超硬合金製切削チップが、WC基超硬合金基体の表面に、(a)1.5〜20μmの平均層厚を有し、かつTiC層、TiN層、TiCN層、Ti2 O3 層、TiCO層、TiNO層、およびTiCNO層のうちの1種または2種以上からなるTi化合物層の内層と、(b)1〜20μmの平均層を有し、かつ表面側に、表面から前記1〜20μmの平均層厚の10〜40%に相当する深さに亘って、Al2 O3 の素地に、Al2 O3 との合量に占める割合で、1〜15重量%のZrO2 と同じく1〜15重量%の遊離炭素(ただし、ZrO2 と遊離炭素の合量で20重量%以下)が分散分布した組織を有する靭性化潤滑化帯域が存在し、残りの基体側が実質的にAl2 O3 からなる外層と、(c)必要に応じて0.1〜5μmの平均層厚を有するTiN層の最外層と、で構成された硬質被覆層を3〜35μmの全体平均層厚で化学蒸着および/または物理蒸着してなる。
(もっと読む)
硬質皮膜被覆工具
【目的】 TiAlN皮膜の耐摩耗性ならびに密着性を犠牲にすること無く更に耐酸化性を改善し、切削加工の乾式化、高速化に対応する硬質皮膜被覆工具を提供することが目的である。
【構成】 高速度鋼、超硬合金、サーメット、セラミックスの何れかを母材とし、金属成分のみの原子%で、Si、Cr、Nbの1種もしくは2種以上が10%以上60%以下、残Tiで構成される窒化物、炭窒化物、酸窒化物、酸炭窒化物のいずれかで、層厚が0.1μm〜3μmであるa層と、金属成分のみの原子%が、Al:40%越え75%以下、残Tiで構成される窒化物、炭窒化物、酸窒化物、酸炭窒化物のいずれかであるb層とが、それぞれ一層以上交互に被覆され、かつb層が母材表面直上にあることを特徴とする硬質皮膜被覆工具。
(もっと読む)
981 - 1,000 / 1,000
[ Back to top ]