
Fターム[3C046FF20]の内容
バイト、中ぐり工具、ホルダ及びタレット (11,352) | チップ (9,253) | コーティング (7,731) | コーティング方法 (788) | PVD (438) | スパッタリング (91)
Fターム[3C046FF20]に分類される特許
81 - 91 / 91
硬質被膜被覆工具、コーティング被膜、および被膜のコーティング方法

【課題】 比較的平滑な被膜表面が得られるスパッタリング法による被膜のコーティング技術において、被膜の付着強度を一層高くして加工工具にも適用できるようにする。
【解決手段】 スパッタリング法により硬質被膜をコーティングする際の前処理として、工具母材20に−200Vのバイアス電圧を印加してエッチング(表面荒し処理)を行う際に、そのバイアス電圧を250kHzの周波数で周期的に印加するとともに、1周期毎の負電圧の非印加時間(パルスリバースタイム)を500nsec程度としたため、工具母材20に対する硬質被膜の付着強度が向上し、スクラッチ試験における臨界荷重で100N以上の優れた付着強度が得られるようになり、剥離等による脱落が抑制されて、切削工具として実用上満足できる耐久性が得られる。
(もっと読む)
硬質皮膜の製造方法

【課題】硬質皮膜の密着性を改善し、耐酸化性、耐摩耗性を向上させ、更に高温状態での耐溶着性並びに硬質皮膜中への被削材元素の拡散を抑制し、切削加工の乾式化、高速化、高送り化に対応する硬質皮膜の製造方法を提供する。
【解決手段】本願第1発明は、硬質皮膜は高密度プラズマにより被覆した相と、低密度プラズマにより被覆した相とが多相構造をなし、該硬質皮膜内部において組成濃度差を発生させることを特徴とする硬質皮膜の製造方法である。次に、本願第2発明は、プラズマ密度の異なる手法を被覆時に併用し、高硬度皮膜と低硬度皮膜とを連続して交互に被覆することを特徴とする硬質皮膜の製造方法である。
(もっと読む)
耐摩耗性被膜を備えた切削工具及びその製造方法
本発明の基材及び耐摩耗性被膜を含んで成る切削工具は、前記耐摩耗性被膜が1層以上の耐熱性化合物からなり、前記化合物の少なくとも1層がMX/LX/MX/LX積層の多層状の構成物から成り、積層する層のMX/LXがTi、Nb、Hf、V、Ta、Mo、Zr、Cr、Al、SiまたはWそれらの混合物からなる群から選択された元素M及びLを含む炭化物または窒化物であり、一連の個々の層の厚みには繰り返し周期がなくて多層状の構造物の全体に亘って実質的に非周期的であり、そして個々のMX及びLX層の厚みが0.1束より大きいがこの構造物中の10連続層の合計が300nmより小さく、且つ前記多層状の構造物は合計厚みが0.5μmより大きいが20μmより小さくてPVD技術で堆積され且つMXまたはLXの少なくとも1層が電気的に絶縁される切削工具に関し、且つそのような工具の製造方法に関する。  (もっと読む)
(もっと読む)
高速切削加工で表面被覆層がすぐれた耐摩耗性および耐チッピング性を発揮する表面被覆超硬合金製切削工具の製造方法
【課題】 高速切削加工で表面被覆層がすぐれた耐摩耗性および耐チッピング性を発揮する表面被覆超硬合金製切削工具の製造方法を提供する。
【解決手段】 表面被覆超硬合金製切削工具の製造方法において、(a)超硬基体表面を洗浄処理し、(b)硬質層を形成した後、密着接合層を形成し、(c)蒸着装置内の反応雰囲気を、酸素ガスとArガスの酸化性混合ガス雰囲気とした状態で、潤滑層形成用スパッタリング装置のカソード電極に印加して、反応雰囲気中のArの作用で、酸化クロムをスパッタ放出させ、同時に潤滑層形成用アーク放電装置のカソード電極とアノード電極との間にアーク放電を発生させて、Crをイオン化放出させ、反応雰囲気中で、酸化クロムを生成させることにより、スパッタ放出酸化クロムと反応生成酸化クロムで構成された潤滑層を形成する。
(もっと読む)
高硬度鋼の高速切削加工で表面被覆層がすぐれた耐摩耗性および耐チッピング性を発揮する表面被覆超硬合金製切削工具の製造方法
【課題】高硬度鋼の高速切削加工で表面被覆層がすぐれた耐摩耗性および耐チッピング性を発揮する表面被覆超硬合金製切削工具の製造方法を提供する。
【解決手段】 超硬基体の表面に、(Ti,Al,Si)N層の硬質層、これに重ねて酸化クロム層の潤滑層で構成された表面被覆層を蒸着形成する表面被覆超硬合金製切削工具の製造方法において、(a)硬質層形成用アーク放電装置、潤滑層形成用スパッタリング装置、さらに蒸着装置を用い、(b)上記超硬基体表面をCrボンバード洗浄処理し、(c)(Ti,Al,Si)N層からなる硬質層を形成した後、CrNからなる密着接合層を形成し、(d)スパッタ放出酸化クロムと反応生成酸化クロムで構成された潤滑層を形成する。
(もっと読む)
高反応性被削材の高速切削で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具
【課題】 高反応性被削材の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具を提供する。
【解決手段】 表面被覆超硬合金製切削工具が、炭化タングステン基超硬合金または炭窒化チタン系サーメットからなる超硬基体の表面に、(a)0.8〜5μmの平均層厚を有し、かつ、組成式:(Al1−X TiX )N(ただし、原子比で、Xは0.25〜0.60を示す)を満足する(Ti,Al)N層からなる下部層、(b)0.1〜0.5μmの平均層厚を有するWBN層からなる密着接合層、(c)0.8〜5μmの平均層厚を有するWB層からなる上部層、以上(a)〜(c)で構成された硬質被覆層を形成してなる。
(もっと読む)
高速重切削で表面被覆層がすぐれた耐チッピング性を発揮する表面被覆超硬合金製切削工具
【課題】 高速重切削加工で表面被覆層がすぐれた耐チッピング性を発揮する表面被覆超硬合金製切削工具を提供する。
【解決手段】超硬基体の表面に(a)下部層として層厚方向にそって、Al最高含有点(以下点A)とTi最高含有点(以下点B)とが所定間隔をおいて交互に繰り返し存在し、AlおよびTi含有量がそれぞれ連続的に変化する成分濃度分布構造を有し、点Aが特定の組成式:(Al1-X TiX)Nを満足し、上記点Aと点Bの間隔が、0.01〜0.1μmからなるTiとAlの複合窒化物層からなる硬質層、(b)上部層としてW:5〜20原子%、Ti:5〜20原子%、窒素:0.5〜18原子%、を含有し、残りが炭素と不可避不純物からなる組成を有すると共にW成分含有の炭素系非晶質体の素地に、結晶質炭窒化チタン系化合物の微粒が分散分布した組織を有する非晶質炭素系潤滑層、以上(a)及び(b)で構成された表面被覆層を形成してなる。
(もっと読む)
硬質皮膜の製造方法
【課題】基体表面にプラズマ密度の異なる少なくとも2種以上の物理蒸着源を併用することより、硬質皮膜の耐酸化性及び耐摩耗性を向上させることである。
【解決手段】基体表面にプラズマ密度の異なる少なくとも2種以上の物理蒸着源を併用することよって被覆した硬質皮膜の製造方法において、該硬質皮膜を電子顕微鏡により観察した際に、複数の層が存在し、第1の層は、該プラズマ密度の高い蒸発源により形成され、且つ、連続的に結晶成長し、第2の層は、該プラズマ密度の低い蒸発源により形成され、更に、第1の層と第2の層とは、界面を形成することなく成膜されていることを特徴とする硬質皮膜の製造方法である。
(もっと読む)
高硬度鋼の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具
【課題】 高硬度鋼の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具を提供する。
【解決手段】 表面被覆超硬合金製切削工具が、炭化タングステン基超硬合金または炭窒化チタン系サーメットからなる超硬基体の表面に、(a)0.8〜5μmの平均層厚を有し、かつ、組成式:(Ti1-(X+Z) AlX BZ )N(ただし、原子比で、Xは0.25〜0.65、Zは0.01〜0.10を示す)を満足するTiとAlとB(ボロン)の複合窒化物層からなる下部層、(b)0.1〜0.5μmの平均層厚を有するZrBN(硼窒化ジルコニウム)層からなる密着接合層、(c)0.8〜5μmの平均層厚を有するZrB2(硼化ジルコニウム)層からなる上部層、以上(a)〜(c)で構成された硬質被覆層を形成してなる。
(もっと読む)
窒化アルミニウムベースの硬い耐摩耗性コーティング
組成AlxSiyMezNの窒化アルミニウムベースの硬い耐摩耗性コーティングが提案される。x、yおよびzは原子分率を表し、その和は0.95から1.05であり、Meは、IIIからVIII族およびIb族の遷移金属の金属ドーパントまたはこれらの組合せである。この金属は、コーティングプロセス中に、金属ドーピングのないコーティングよりも高い固有導電率(intrinsic electrical conductivity)を提供する。ケイ素含量は0.01≦y≦0.4であり、1つまたは複数の金属ドーパントMeの含量は、0.001≦z≦0.08、好ましくは0.01≦z≦0.05、最も好ましくは0.015≦z≦0.045である。 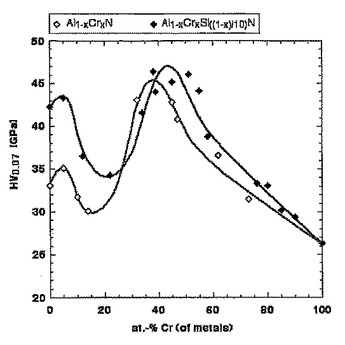 (もっと読む)
(もっと読む)
切削工具とその製造方法および製造装置
【課題】 ドリル、エンドミル等に好適で、耐摩耗性、高滑り性、高焼き付き性、被削材の加工精度などを向上できる表面被覆切削工具を提供する。
【解決手段】 基材と、その基材上に形成された4a、5a、6a族元素およびAlからなる群の中から選択される1種以上の元素の窒化物または炭窒化物を主成分とする耐摩耗性被膜とを具える。耐摩耗性被膜中には、B4C、BN、TiB2、TiB、TiC、WC、SiC、SiNX(X=0.5〜1.33)およびAl203をよりなる群から選択される少なくとも1種の超微粒化合物を含む。この超微粒化合物の粒径は0.5〜50nmが好ましい。基材としては、WC基超硬合金、サーメットなどが利用できる。
(もっと読む)
81 - 91 / 91
[ Back to top ]