
Fターム[3C047AA38]の内容
研削機械のドレッシング及び付属装置 (4,541) | ドレッシング一般 (865) | 送り機構 (19)
Fターム[3C047AA38]に分類される特許
1 - 19 / 19
ダイシング装置
加工液供給装置
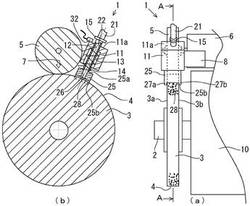
【課題】フローティングノズルの磨耗を簡単な位置検出器で検出できる加工液供給装置1を提供。
【解決手段】研削砥石3の外周面4をツルーイングやドレッシングするドレッサ5と、外周面に向かって加工液を供給するノズル25を設ける。ノズルは外周面に開口する開口部26と、開口部の両側に研削砥石両側面側に延出する鍔部27a、27bを設け、ノズルを研削砥石外周面に付勢する付勢部材14と、ノズルを付勢方向自在に支持するノズル支持部材11と、ノズル支持部材とノズルとの相対位置を検出する位置検出器32と、を設け、ノズル支持部材をドレッサを軸支するドレッサ支持台6に固定する。ドレッサはロータリードレッサとする。さらに、単結晶ダイヤモンドドレッサを砥石軸方向に移動可能にし、ノズル支持部材を研削砥石に対して鍔部により位置保持できるように、砥石軸方向に移動可能にドレッサ支持台に取付ける。
(もっと読む)
歯車研削盤

【課題】歯車の大きさに関わらず、歯車を取り付けた状態で、砥石をドレッシングすることができる歯車研削盤を提供する。
【解決手段】ワークWと砥石17とを噛み合わせた状態で互いに回転させることにより、ワークWに研削加工を行う歯車研削盤において、ワークWを保持してワーク回転軸C周りに回転する回転テーブル22と、ワーク回転軸C周りに旋回可能に支持される旋回テーブル31とを備え、砥石17をドレッシング可能なドレッシング装置40を旋回テーブル31に設け、この旋回テーブル31を旋回させて、ドレッシング装置40をドレッシング位置D1と退避位置D2との間で移動させる。
(もっと読む)
ドレス方法、研磨方法および研磨装置
【課題】パッドの表面を正確に平坦化するドレス方法を提供すること。
【解決手段】ドレス方法が、ドレスステップを含んでいる。ドレスステップでは、基板の被研磨面が押し当てられて前記基板の化学的機械的研磨を行うパッドをドレッシングするドレッサに対し、前記パッド面内での位置と、当該位置毎の前記パッドの表面状態に関するパッド表面状態情報と、に基づいて、前記パッド面の位置毎に、ドレス制御を行う。そして、前記パッド表面状態情報は、前記パッドに所定の部材を押し付けた際の、前記部材にかかる圧力に基づいて測定される。
(もっと読む)
研磨布のドレッシング方法およびドレッシング装置
【課題】バッチごとにほぼ一定した研磨速度が得られ、精度よくワークの研磨が行え、また修正砥石を用いるドレッシングの回数を減らせることから、作業性よく、また研磨布の寿命も長くできる研磨布のドレッシング方法を提供する。
【解決手段】回転する定盤14、15の研磨布上にワークを押接し、研磨布上に研磨液を供給しつつワーク表面の研磨を行った後の、該研磨布の表面状態を砥石を用いて調整する研磨布のドレッシング方法において、ワーク研磨後、研磨布上に高圧洗浄水を供給して研磨布を洗浄する洗浄工程中で、目立て砥石26を研磨布の径方向に研磨布の凹凸面に追従させて移動させて研磨布の目立てドレッシングを行う工程を含むことを特徴とする。
(もっと読む)
切削ウォームのねじ山間隙にドレッシング工具をセンタリングするための装置ならびに方法
【課題】ドレッシング工具のセンタリングを自動的に行い大幅に時間短縮することを可能とする方法並びに装置を得る。
【解決手段】ドレッシング工具(27)を予備センタリングするために軸方向の移動を伴わずに放射方向の装入によって回転する切削ウォーム(11)の周囲部と接触させるとともに切削スピンドル(16)の音響センサの信号および回転角度センサ(18)を使用してねじ山間隙(36)の横断が開始または終止する切削ウォーム(11)の回転角度位置を検出する。次に、ねじ山間隙(36)内に装入されるドレッシング工具(27)を正確にセンタリングするために軸方向の移動によって左右のフランク(38,39)と接触させ、この際音響センサ信号によって予め設定可能な信号レベルを超過した際に軸方向の装入を停止するとともに、ここで到達したドレッシング工具(27)の接触位置から切削ウォームのねじ山間隙(36)の正確な中央を計算する。
(もっと読む)
内歯車研削用ねじ状砥石のドレッシング方法
【課題】高精度に製作したドレスギヤを用いることにより、内歯車を研削するためのねじ状砥石を高精度にドレッシングすることができる内歯車研削用ねじ状砥石のドレッシング方法を提供する。
【解決手段】内歯車Wの研削時に与えられた当該内歯車Wに対する軸角Σで配置した樽形のねじ状砥石11と、この軸角Σで配置したねじ砥石11の換わりに内歯車Wと噛み合うように仮想された仮想外歯車14と噛み合い可能な外歯式のドレスギヤ13とを、噛み合わせた状態で、これらねじ状砥石11とドレスギヤ13とを同期回転させながら、X−Y平面内において円弧状に相対的に移動させることにより、ドレスギヤ13がねじ状砥石11の砥石軸方向全域に亘ってドレッシングするようにした。
(もっと読む)
切削加工装置
【課題】加工ツールを3次元的に動作させるためのプログラムを簡素且つ安価なものとして製造コストを低減させることができる切削加工装置を提供する。
【解決手段】加工ヘッド2をテーブル1上方で支持するとともにZ軸を回動軸L1として回動可能な支持手段4を備え、且つ、加工ツール3は、Z軸に対して所定角度傾斜しつつ加工ヘッド2に取り付けられるとともに加工ヘッド2が当該加工ツール3の回転軸L2方向に移動可能とされ、当該加工ツール3先端の半球状の中心C位置が支持手段4の回動軸上に保持された状態にて当該加工ヘッド2がワークWに対して3次元的に相対移動して切削加工可能とされたものである。
(もっと読む)
研削加工用ツインドレッサー装置等の駆動方法等に関する発明
【課題】研削加工用ツインドレッサー装置等で特殊な送りネジ等を使用せずにギア等やラック等を組み合わせることで大幅なコストの削減、さらにはナット等の付属品も使用せずにすむため装置の省スペース化、小型化を図る。
【解決手段】装置の中心部分に回転軸を付与させたギア等を配置し、ダイヤモンドツール等の固定台にラック等を対照に取り付ける。そしてそれぞれのラック等がギア等にかみ合うようにセットする。片方の固定台をマイクロメーター等の精密測定機器で押すまたは引くことで固定台を前進させる。その際に前進した固定台に取り付けてあるラック等がギア等を回転させ、対照側に配置したラック等を同時に駆動させるという構造である。固定台を後退させる機構はスプリング等を固定台と固定台との間に配置しておく。
(もっと読む)
両面研磨装置の研磨布の研削方法及び研削装置
【課題】研磨布を均一に研削し得る研削装置を提供する。また、かかる研削装置を使用した研削方法を提供する。
【解決手段】ワークWを保持するキャリア3と、キャリア3を挟んで対向する上下一対の回転定盤4、5とを具え、回転定盤4、5の対向面に、ワークWを研磨するための、研磨布6を夫々有する両面研磨装置1において、上下の回転定盤4、5の研磨布6を研削するにあたり、上下の回転定盤4、5を離間させて、離間した上下の回転定盤間に、先端部分10に回転定盤よりも小径の研削プレート11を有するアーム12を挿入し、研磨布6に対し、研削プレート11を押し付けて、研削プレート11を回転させることにより、研磨布6を研削することを特徴とする研磨布6の研削方法である。また、かかる研削方法を可能とする研削装置9である。
(もっと読む)
加工皿の作製装置及び修正方法
【課題】簡易かつ高精度で研磨皿その他の加工皿を作製することができ、高い再現性で加工皿を迅速に作製等することができる加工皿の作製装置及び修正方法を提供すること。
【解決手段】カーブジェネレータ型の駆動機構を有する駆動装置30が、第1ホルダ37と第2ホルダ38とを相対的に3次元的に変位させることによって、加工皿10の形状を砥石部材20によって修正するので、砥石部材20を利用して簡易かつ高精度で加工皿10を作製することができ、加工皿10の作製が迅速で再現性の高いものとなる。
(もっと読む)
直線運動によりパッドをコンディショニングする方法及び装置
研磨パッドをコンディショニングするための方法及び装置が記載される。前記装置は、研磨台に接続されるベースと、前記ベースに接続される第1端部を有する第1アーム部材と、前記第1アーム部材の第2端部に回動可能に接続される第1端部を有する第2アーム部材と、前記第1端部とは反対側の第2端部に接続されるコンディショニングディスクと、を含む。前記方法は、研磨パッドを回転させる工程と、回転しているコンディショニングディスクを前記研磨パッドの研磨表面に押し付ける工程と、前記コンディショニングディスクを、回転している前記研磨パッドに対して直線方向に移動させて、コンディショニングプロセスを実行する工程と、を含む。  (もっと読む)
(もっと読む)
パッドコンディショナの自動ディスク交換
研磨パッドコンディショニングディスクを化学機械研磨システム内で交換する方法及び装置が提供される。前記装置は、使用済みコンディショニングディスクをパッドコンディショニングアセンブリから取り外し、未使用コンディショニングディスクを前記パッドコンディショニングアセンブリに装着するディスクロード/アンロードステーションと、使用済みコンディショニングディスク及び未使用コンディショニングディスクの両方を収容する1つ以上のディスク収納ステーションと、使用済みコンディショニングディスク及び未使用コンディショニングディスクの両方を前記ディスクロード/アンロードステーションと前記1つ以上のディスク収納ステーションとの間で搬送するために十分な移動範囲を持つ中央ロボットとを備える。本明細書において記載される実施形態によって、システムの中断時間を、安全装置を作動させてシステムにロックを掛けて研磨パッドコンディショニングディスクを交換するという必要を無くすことにより短くすることができる。 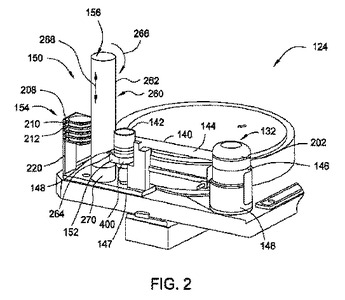 (もっと読む)
(もっと読む)
切削ブレードのドレス方法
【課題】整形用の付加的なユニット等を設けることなく、また導電性のブレードに限られることなく任意のブレードに適用可能な、ブレード先端部の形状を容易に整形できる、新規且つ改良された切削ブレードのドレス方法を提供する。
【解決手段】切削ブレードをその回転中心軸線方向に移動させて整形用ドレッサーボードを切削する。
(もっと読む)
ウェハの製造方法
【課題】ELID研削法を用いてウェハを研削するに際し、ウェハを高精度に研削することを第1の目的とし、ウェハの一面に傷をつけずに研削することを第2の目的とする。
【解決手段】T2時間中に砥石の研削面をウェハの一面に押し付けて当該一面を研削する。T2時間中において、砥石がウェハに印加する加工負荷の大きさに応じた主軸電流を装置側軸電流測定部にて測定し、主軸電流が上限電流値を超える場合、砥石の位置を固定すると共に、T3時間中にELID法にて砥石の砥石面を電解ドレッシングする。そして、T2時間中において、上限電流値を超えていた主軸電流が、上限電流値よりも小さい値である下限電流値を下回る場合、再び砥石にてウェハの研削を行う。これらT2時間〜T4時間の間の工程を複数回、繰り返すことで、ウェハの一面を研削する。
(もっと読む)
ウェハの製造方法
【課題】ウェハを研削するに際し、ウェハの加工効率を向上させる。
【解決手段】ウェハ60の一面61をロータリー研削盤にて研削するに際し、ウェハ60の周囲にドレスボート30を配置し、砥石50でウェハ60を研削すると同時にドレスボート30を砥石50の加工面51に接触させる。もしくは、砥石50の加工面51のドレッシングのみを行う。これにより、加工面51をドレッシングするためにウェハ60の研削を中止する必要がなく、ウェハ60の加工効率を向上させることができる。
(もっと読む)
研磨装置および研磨方法
【課題】研磨中にリアルタイムでパッドコンディション条件を設定することにより、基板内全面で均一な膜厚に形成できるようにする。
【解決手段】研磨パッドの中央部から周辺部までの範囲に亘って目立てを行うパッドコンディショニング手段を有し、研磨パッド内の位置に応じて、パッドコンディショニング条件を変化させるコンディショニングコントローラを備えた研磨装置において、予め設定された複数のパッドコンディショニング条件を記憶したデータベース21と、膜厚分布の形状を測定する基板膜厚分布測定手段18と、研磨パッド12の表面の状態を検出するパッド表面検出手段17とが設けられ、研磨前に基板膜厚分布測定手段18で作成された基板膜厚分布情報に基づき前記データベース21から最適のパッドコンディショニング条件を選択して研磨パッド12のパッドプロファイルを作成するパッドプロファイル作成手段22を有していることを特徴とする。
(もっと読む)
半導体ウェーハ研磨装置
【課題】異なった数の多段階CMP工程を行える研磨装置を提供する。
【解決手段】主フレーム構造物3に結合されて動作する複数の研磨テーブル30a〜30c複数の研磨ヘッド51a〜51c,51a´〜51c´及び複数のロード/アンロードステーション40a〜40d,40a´〜40d´を備え、研磨ヘッドそれぞれが研磨テーブルの一つとロード/アンロードステーションのうち少なくとも一つとの間で動けるように、研磨ヘッドが主フレーム構造物3に動作できるように結合される主研磨構造物1と、付加フレーム構造物7に結合されて動作する付加研磨テーブル30c及び付加研磨ヘッド51cを備える付加研磨構造物5と、を備え、付加研磨構造物5が付加研磨テーブル30cと付加研磨ヘッド51cとを備えるさらに大きい研磨構造物を形成するために、付加研磨構造物5が主研磨構造物1に付着されるように構成される半導体ウェーハ研磨装置。
(もっと読む)
ウエーハ切削装置
【課題】切削ブレードの摩耗状態の検査ならびに交換の要否の判断を、迅速かつ容易に行って、作業者にかかる負担を軽減し、かつ生産性の向上を図る。
【解決手段】ウエーハ1を保持するチャックテーブル22と、ウエーハ1を切削ブレード32によって切削する切削ユニット30と、チャックテーブル22を切削ブレード32の切削方向に移動させるテーブルベース21と、切削ブレード32の移動範囲内の所定位置に配され、切削ブレード32で切削される検査ブロック60と、切削ブレード32による検査ブロック60の切削溝の形状を撮影するカメラ40と、切削ブレード32の標準的な切削溝の形状(標準データ)と、検査ブロック60の切削溝の形状(検査データ)とを比較して交換の要否を判断するコントローラ50とを具備する。
(もっと読む)
1 - 19 / 19
[ Back to top ]