
Fターム[3C047BB08]の内容
研削機械のドレッシング及び付属装置 (4,541) | 一般砥石車のドレッシング (456) | 送り、駆動機構 (23)
Fターム[3C047BB08]に分類される特許
1 - 20 / 23
両面研磨方法、及び両面研磨装置
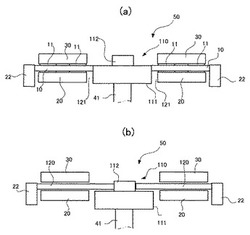
【課題】上下両定盤の修正状態をできるかぎり同一として、マッチングのとれた定盤面を形成してワークを高精度で両面研磨する。
【解決手段】回転可能に配置された研磨用サンギア111と、研磨用サンギア111との間に環状領域121を形成するインターナルギア22と、環状領域内に回転可能に配置された環状の下定盤20と、下定盤20の上側に回転可能に配置された環状の上定盤30と、を備え、下定盤20、上定盤30、サンギア部材110、及びインターナルギア22を夫々予め定めた回転方向、及び速度で回転させ、研磨キャリア10で保持したワーク11の両面研磨後、研磨用サンギア111に代えて、研磨用サンギア111のピッチ円径Raより小さいピッチ円径Rbを備えた修正用サンギア112を配置し、環状領域に研磨キャリア10のピッチ円径raより大きいピッチ円径rbの修正キャリア230を配置し、下定盤20、及び上定盤30の修正を行う。
(もっと読む)
両面研磨装置の研磨布ドレッシング方法

【課題】上研磨布の研磨作用面と下研磨布の研磨作用面との平行度を高めて、両面研磨後のウェーハの高平坦度化が可能な両面研磨装置の研磨布ドレッシング方法を提供する。
【解決手段】ドレッシング時、例えば第1のドレスプレートのリング形状の第1のドレス工具により、上研磨布の研磨作用面のうち、その中央部より隆起した外周部を主にドレッシングする。これと同時に、例えば、第2のドレスプレートの矩形状の第2のドレス工具によって、下研磨布の研磨作用面のうち、その外周部より隆起した中央部を主にドレッシングする。これにより、従来法の等量ドレッシングを施した場合に比べて、上研磨布の研磨作用面と下研磨布の研磨作用面との平行度が高まり、両面研磨後のウェーハの平坦度を高めることができる。
(もっと読む)
歯面加工装置及び歯車製造方法
【課題】高硬歯車の面粗さの改善などを目的として加工圧を調節することができる歯面加工装置及び歯車製造方法を提供する。
【解決手段】歯面処置装置10は、はす歯状砥石2と、はす歯状砥石2の回転軸Cと被加工歯車Wの回転軸Xとの相対位置を移動できる位置調節手段3と、はす歯状砥石2の回転軸Cと被加工歯車Wの回転軸Xとの相対位置を調節して、被加工歯車Wの1つの歯を形成する歯面のうち一方の被加工歯面11のみ、はす歯状砥石2の砥石歯面21に当接させてはす歯状砥石2及び被加工歯車Wを噛み合わせるように位置調節手段3を作動させる相対位置制御部71と、砥石回転手段4を作動させる砥石回転手段制御部72と、回転トルクを所定範囲に調節するように回転トルク制御手段5を作動させるトルク制御手段制御部73と、をもつ制御手段7とを有する。
(もっと読む)
ツルーイング方法および研削盤
【課題】ツルーイングロール8を砥石車7の外周面に接触させながら、移動させるツルーイング方法において、砥石車7に対するツルーイングロール8の法線方向の切込み量が変動しても、所望の砥石車7の表面粗さが得られるツルーイング方法及び研削盤を提供する。
【解決手段】
砥石車7の研削作用面の法線方向へのツルーイングロール8の切込み量に反比例させて接線方向の移動の速度を大きくする。さらに、砥石車7の周速度Vwとツルーイングロール8の周速度Vtの比Vt/Vwを、法線方向の切込み量が小さいほど大きくする。
(もっと読む)
研削盤
【課題】外周面研削と内周面研削を行う複合研削盤1において、異なる外周面研削用砥石整形装置と内周面研削用砥石整形装置を備えると、内周面研削から外周面研削へ切り替える場合または逆の場合に、砥石整形装置を交換する必要があり段取り変えに時間を要し、砥石整形装置を2式必要とし機械コストが高くなる。
【解決手段】外周面研削用砥石車13の回転方向と内周面研削用砥石車14の回転方向を同じとし、工作物Wの回転方向を、外周面研削時には外周面研削用砥石車13と同じ方向に回転させ、内周面研削時には外周面研削時と逆の方向に回転させることで砥石整形装置15を共用する。
(もっと読む)
円弧凹状研削砥石車砥石車のツルーイング装置
【課題】従来の首振り型電着CBN成形砥石を用いる精密ドレス出来ない欠点を改良するため、トロコイド形状歯車成形用数値制御研削装置の機枠上に取り付けるドレッサとして回転式のロータリードレッサを選択し、加工用の円弧凹状研削砥石車の円弧凹状部を、ロータリードレッサ砥石で寸法精度よくドレス成形する。
【解決手段】トロコイド形状歯車加工用NC研削装置1のワークステージ10機枠上にロータリードレッサ砥石支持アーム32を設け、このロータリードレッサ砥石31を昇降可能に設置する。
(もっと読む)
研削方法および研削盤
【課題】研削抵抗増加により低い研削能率で研削するツルーイング後研削を短縮する研削方法および研削盤。
【解決手段】複数の砥石車71、72を用いて、複数の被研削部を研削する研削方法および研削盤において、
ツルーイング後研削工程を、複数の砥石車の一部を用いて前記複数の被研削個所の一部を研削する工程を前記複数の砥石車の全てが使用されるように複数回組み合せて実行し、その研削能率を複数の被研削部を同時に研削した場合より大きくして研削する。研削能率を大きくすることでボンド除去効率を高くし、より少ない工作物研削本数で所定の砥粒突出し量を達成し、定常研削に移行する。
(もっと読む)
研削加工用ツインドレッサー装置等の駆動方法等に関する発明
【課題】研削加工用ツインドレッサー装置等で特殊な送りネジ等を使用せずにギア等やラック等を組み合わせることで大幅なコストの削減、さらにはナット等の付属品も使用せずにすむため装置の省スペース化、小型化を図る。
【解決手段】装置の中心部分に回転軸を付与させたギア等を配置し、ダイヤモンドツール等の固定台にラック等を対照に取り付ける。そしてそれぞれのラック等がギア等にかみ合うようにセットする。片方の固定台をマイクロメーター等の精密測定機器で押すまたは引くことで固定台を前進させる。その際に前進した固定台に取り付けてあるラック等がギア等を回転させ、対照側に配置したラック等を同時に駆動させるという構造である。固定台を後退させる機構はスプリング等を固定台と固定台との間に配置しておく。
(もっと読む)
研磨装置
【課題】ドレス部の摩耗量や装置ごとの寸法の違いを正確に把握しなくても所望のドレッシングを行うことができる研磨装置を提供する。
【解決手段】研磨工具23を下降させて研磨部232の研磨面233をドレス工具33のドレス部332に接触させてドレッシングする構成において、ドレス部332が研磨面233から受ける下向きの圧力を検出する圧力検出部32と、圧力検出部32で検出される圧力に基づいて研磨工具23の鉛直方向の移動量を制御する制御手段4を付加し、制御手段4によってドレス部332に接触する研磨面233の圧力の程度を調整して所望のドレッシングを可能とする。
(もっと読む)
平面研削砥石の初期摩耗抑制方法
【課題】平面研削砥石の初期摩耗を抑制し、工作物の幅寸法を高精度に保持できるようにした平面研削砥石の初期摩耗抑制方法を提供する。
【解決手段】対向配置された回転可能な一対の平面研削砥石13、14によって、工作物Wの両面を同時に平面研削する両頭平面研削装置における平面研削砥石の初期摩耗抑制方法であって、工作物を平面研削した後に一対の平面研削砥石の間にドレス用砥石31を挿入し、平面研削砥石をドレス用砥石に対して切込んで目立てドレスする場合に、摩滅した砥粒25を残して砥粒の突出量を確保するように、ドレス用砥石に対する平面研削砥石の切込み回数を設定した。
(もっと読む)
研削装置
【課題】簡単な構成で容易に砥石をドレスでき、製造コストも安価なドレス機構を備えた研削装置を提供することである。
【解決手段】主軸1の先端部に、砥石6をドレスするドレス工具8を取り付けるドレスヘッド7を設け、砥石6でワークWを研削するときは、ドレスヘッド7に取り付けられたドレス工具8が砥石6と接触せず、ドレス工具8で砥石6をドレスするときは、ワークWを固定するチャック3がドレス工具8と接触しないように、ドレスヘッド7にドレス工具8を取り付けることにより、主軸1と砥石軸4の相対的な移動を利用して、ドレス工具8を砥石6に押し当てるとともに、主軸1の回転を利用してドレスヘッド7を回転させ、かつ、ドレスする毎にドレス工具8を取り付けることも不要として、簡単な構成で容易に砥石6をドレスできるようにした。
(もっと読む)
ドレッシング装置およびドレッシング方法
【課題】研磨装置の運転を停止することなく、ドレッサディスクの押付力と、この押付力を発生させる気体の圧力との関係を定めることができるドレッシング装置を提供する。
【解決手段】ドレッシング装置は、研磨パッド10に摺接されるドレッサディスク31と、ドレッサディスク31に連結される上下動可能なドレッサ駆動軸32と、気体の供給を受けて、ドレッサディスク31をドレッサ駆動軸32を介して研磨パッド10に押圧する押圧機構36と、押圧機構36に供給される気体の圧力を測定する圧力測定器42と、ドレッサ駆動軸32に作用する荷重を測定する荷重測定器45と、押圧機構36に供給される気体の圧力を制御する圧力制御部47とを備える。圧力制御部47は、圧力測定器42と荷重測定器45の測定値に基づき、気体の圧力とドレッサディスク31の押付力との対応関係を設定する。
(もっと読む)
バフロールのドレッシング装置
【課題】従来はバフロール式研磨装置内でバフロールを取り付けたままドレッシング作業を行っていたので、研磨作業を中断する必要があった。また、バフロールの回転速度は研磨作業用の遅いものにしか設定できず、精度高くドレッシングすることは難しかった。
【解決手段】専用のドレッシング装置1は、外周部に熱により脆化する繊維に砥粒が固定されてなる不織布層が形成されたバフロール(B)を保持するバフロール保持手段(支持軸)5と、バフロール保持手段によって保持されたバフロール(B)に対して圧力を加えながら摺動してドレッシングするドレッシングロール(回転研磨盤)67を備える。ドレッシングロール67の備えられたドレッシングユニット13はX1−X2方向及びY1−Y2方向に移動自在になっている。
(もっと読む)
砥石車をツルーイングする装置
砥石車を輪郭成形するためのツルーイング及びドレッシング装置。ツルーイング及びドレッシング装置は、砥石車スピンドルに取り付けられた砥石車に対してツルーイング砥石を位置決めするためのツルーイング砥石組立体を含む。ツルーイング砥石組立体は、ツルーイング砥石スピンドルハウジングと切込みスライドに装着された往復スライドとの間に位置づけされたツルーイング砥石スイベルを含む。切込みスライドスイベルは、切込みスライドとベースプレートに回転可能に接続される底部支持スイベルプレートとの間に位置づけされる。切込みスライドスイベル及びツルーイング砥石スイベルの両方を用いることによって、砥石車を取り外して、裏返して、装置に再挿入する必要なしに、砥石車の両側及び面のドレッシングを可能にする。 (もっと読む)
研削装置
【課題】ドレス時の砥石とドレッサの軸方向のずれを小さくできる研削装置を提供する。
【解決手段】制御型アキシアル磁気軸受および制御型ラジアル磁気軸受により研削部ケーシング4に対し非接触支持されて電動機により回転させられる砥石軸5に、外周面に中高研削面35aが形成された研削砥石35が取り付けられ、制御型アキシアル磁気軸受および制御型ラジアル磁気軸受によりドレス部ケーシングB4に対し非接触支持されて電動機により回転させられるドレス軸B5に、外周面に中低ドレス面42aが形成されたロータリドレッサ42が取り付けられいる。ドレス時に、研削砥石35がドレッサ42に接触したことを検知するとともに、そのときの研削砥石35とドレッサ42の軸方向のずれの大きさを検出し、砥石軸5を支持する磁気軸受の軸方向の浮上目標位置を変更することにより、上記ずれを補正して、ドレスを行う。
(もっと読む)
研磨装置
【課題】研磨部材表面の平面度を向上させることが可能な研磨装置を提供する。
【解決手段】研磨装置は、保持機構に保持された研磨部材の表面を研削して当該表面の平面度を修正する研削ユニット50を備え、この研削ユニット50は、研磨部材の表面を部分的に研削可能なドレスヘッド部110と、研磨部材の表面形状を測定する測定部90と、ドレスヘッド部110を研磨部材の表面と略平行な水平方向に移動させる水平移動機構60と、測定部90により測定された表面形状に応じてドレスヘッド部110を移動させるように水平移動機構60の作動を制御する制御部とを有して構成される。
(もっと読む)
研磨装置及び研磨補助装置、ならびに、研磨方法
【課題】回転砥石の目詰まりを抑制でき、ワークにダメージを与えることなく効率良く研磨加工することができる研磨装置及び研磨方法、研磨補助装置を提供する。
【解決手段】本発明の研磨装置1は、回転軸部5と、回転軸部5上に設けられ、その上面にワーク30を保持する回転テーブル6と、回転テーブル6の回転方向と逆方向に回転自在にかつ昇降自在に支持された回転砥石3と、回転軸部5の周囲に配設されたドレス砥石設置部10と、ドレス砥石設置部10に固定され、その研磨面が、回転砥石3の研磨面と対向するように配設されたドレス砥石11とを有し、回転テーブル6及び回転砥石3を互いに逆方向に回転させつつ、回転砥石3の表面をワーク30の表面に接触させることによって、ワークを研磨するとともに、これと並行して、回転している回転砥石3の研磨面をドレス砥石11の研磨面に接触させることによって、回転砥石3をドレス処理する。
(もっと読む)
ウェハの製造方法
【課題】ELID研削法を用いてウェハを研削するに際し、ウェハを高精度に研削することを第1の目的とし、ウェハの一面に傷をつけずに研削することを第2の目的とする。
【解決手段】T2時間中に砥石の研削面をウェハの一面に押し付けて当該一面を研削する。T2時間中において、砥石がウェハに印加する加工負荷の大きさに応じた主軸電流を装置側軸電流測定部にて測定し、主軸電流が上限電流値を超える場合、砥石の位置を固定すると共に、T3時間中にELID法にて砥石の砥石面を電解ドレッシングする。そして、T2時間中において、上限電流値を超えていた主軸電流が、上限電流値よりも小さい値である下限電流値を下回る場合、再び砥石にてウェハの研削を行う。これらT2時間〜T4時間の間の工程を複数回、繰り返すことで、ウェハの一面を研削する。
(もっと読む)
半導体集積回路装置の製造方法
【課題】半導体集積回路装置の製造工程において、詳しくはウエハの裏面を研削して所望の厚さにするバックグラインディング工程およびそれと一体のストレスリリーフ工程において、仕上げ研削用回転砥石の寿命および研削特性を実用的な範囲に維持しつつ、ウエハのチッピング等に起因するウエハ裏面のスクラッチ等の発生を有効に回避する。
【解決手段】このため、ストレスリリーフ工程を兼ねるバック・グラインディング工程の仕上げ研削において、基本的に仕上げ研削から回り状態でウエハ裏面を磨くスパークアウト期間のみ、目立て用砥石105を研削用砥石107に押し当てながら仕上げ研削をする。
(もっと読む)
ドレッシング装置
【課題】研磨面に凹凸があっても、これを容易且つ確実に平坦化させて、効率的に研磨面の再生を行うことができるドレッシング装置を提供する。
【解決手段】被研磨材の被研磨面に相対摺動して該被研磨面を研磨する研磨テーブル200の研磨面をドレッシングするドレッサ202と、ドレッサ202を水平に平行移動させる水平移動機構と、水平移動機構を取付けた昇降ベース224と、ステッピングモータ246の駆動に伴って回転するねじ248と該ねじ248に螺合し昇降ベース224に固着されたナット250を備え、ステッピングモータ246を駆動することにより昇降ベース224を昇降させてドレッサ202の研磨テーブル200の研磨面に対する押圧をドレッサ202の押付け量で調整する昇降機構252を有する。
(もっと読む)
1 - 20 / 23
[ Back to top ]