
Fターム[3C047CC11]の内容
研削機械のドレッシング及び付属装置 (4,541) | 総形砥石のドレッシング (185) | 溝状輪郭を有する工作物のためのもの (64)
Fターム[3C047CC11]の下位に属するFターム
Fターム[3C047CC11]に分類される特許
1 - 15 / 15
超砥粒工具およびその製造方法
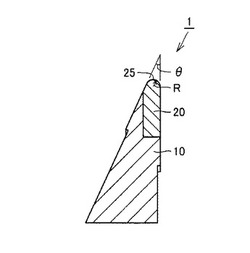
【課題】工具寿命を長くすることが可能な超砥粒工具を提供することを目的とする。
【解決手段】ダイヤモンドロータリードレッサー1は、台金10と、台金10に配置された柱状ダイヤモンド20とを備える。柱状ダイヤモンド20の表面が露出している先端部25にはR0.05mm〜R1mmの丸みが設けられている。
(もっと読む)
工作物に複雑な形状を仕上げる研磨工具および方法
旋回軸受およびその軌道溝加工方法

【課題】 複列の軌道溝を有する旋回軸受において、生産性を損なわずコスト的に可能な範囲内で、軸受寿命の長期化が図れる軌道溝間距離の相互差を提示する。
【解決手段】 旋回軸受は、内輪1および外輪2の複列の軌道溝1a,1b,2a,2b間に複数のボール3が介在する。内輪1における複列の軌道溝1a,1b間の距離eiまたは外輪2における複列の軌道溝2a,2b間の距離eoがボール3の直径Dwの1ないし1.7倍であり、かつボールの直径Dwが30mmから80mmであって、前記軌道溝間距離eoと軌道溝間距離eoとの差Δeを5μmないし50μmとする。複列の軌道溝1a,1b,(2a,2b)を、アランダム系の砥石を用いて同時に加工する。
(もっと読む)
歯切り研削盤及び研削工具をドレッシングするための方法
工作物スピンドル18が、第1の線形移動ユニット15の上に設置された第1の枢動移動ユニット17上に支持される、歯切り研削盤において、回転自在に駆動され得るドレッシング・スピンドル21が上に設置される第2の線形移動ユニット19が、第1の線形移動ユニット15の上に配設される。 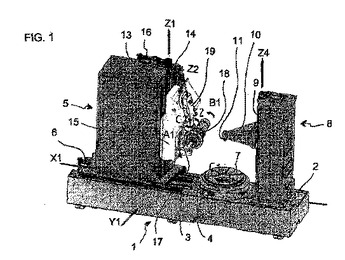 (もっと読む)
(もっと読む)
導波路成形用型の研磨治具
【課題】導波路を成形する型の凸部の面の高精度な研磨を容易に行うことができる研磨治具を提供する。
【解決手段】凹部32の各面が別々の部材に具備されるように研磨治具30を分割可能にすることにより、凹部の各面を高精度に仕上げることができる。研磨治具30が第1、第2及び第3の治具部材34、36及び38に分割可能であり、第1治具部材34が凹部32の側面32a、第2治具部材36が凹部32の底面32b、第3治具部材38が凹部32の側面32cをそれぞれ備える。
(もっと読む)
研削盤
【課題】砥石車43の外径に応じて砥石車43の外周面形状が変化する研削を行う研削盤において、高精度な研削が可能となる砥石車43のドレッシングを行う研削盤を提供する。
【解決手段】砥石車43の外径を検出する砥石外径検出手段61と、砥石外径検出手段61により検出された砥石車43の外径に応じた砥石車43の外周面形状を取得する面形状取得手段62と、面形状取得手段62により取得された砥石車43の外周面形状に基づいて砥石車43を成形する砥石成形手段63とを備える。
(もっと読む)
磁気ディスク用ガラス基板の製造方法、及び磁気ディスクの製造方法
【課題】磁気ディスク用ガラス基板の端面の面取り加工に用いる砥石の再調整を適切に行い、ガラス基板の端面研削の精度を適切に向上させる。
【解決手段】磁気ディスク用ガラス基板の製造方法であって、砥粒を埋設した回転砥石20によりガラス基板の端面の面取り加工を行う形状加工工程と、回転砥石20に押し当てられるドレス材30と、回転砥石20とが取り付けられるドレッシング装置200を用いて、回転砥石20にドレッシング処理を行うドレッシング工程とを備え、ドレッシング装置200は、ドレス材30と回転砥石20との位置関係を合わせ、位置関係を管理しつつドレス材30と回転砥石20とを圧接触させることにより、回転砥石20にドレッシング処理を行う。
(もっと読む)
研削ホイールのツルーイング工具及びその製作方法、これを用いたツルーイング装置、研削ホイールの製作方法、並びにウェハーエッジ研削装置
【課題】研削ホイールの寿命を向上させ、ウェハーエッジを品質規格に適合するように加工できる研削ホイールのツルーイング工具及びその製作方法、これを用いたツルーイング装置、研削ホイールの製作方法、並びにウェハーエッジ研削装置を提供する。
【解決手段】本発明によるツルーイング工具(truing tool)は、ウェハーエッジを精削するための精削ホイールのグルーブを補正するためのツルーイング工具であって、前記精削ホイールのグルーブの傾斜面と同じ傾斜を持ち、前記グルーブの断面形状と対応する形状で形成されたツルーア(truer)からなる。前記ツルーイング工具を用いることでウェハーエッジを精削する研削ホイールのグルーブを容易に加工することができる。
(もっと読む)
ドレッシング方法
【課題】総型ドレッサの形状と同等の形状に砥石を成形する。
【解決手段】ワークWに溝Gを形成するための突条17を有している砥石16外周面をドレッシングするドレッシング方法は、突条17の先端面のみをドレッシングする部分的ドレッシング工程と、溝Gを形成するために使用していた突条17を除去するように砥石16の外周面全体を円筒状にドレッシングし、その後に、新たな突条17を形成するように外周面をドレッシングする全体的ドレッシング工程とよりなる。全体的ドレッシング工程によって形成された突条17の高さが、ワークWに形成すべき溝Gの深さよりも大である。部分的ドレッシング工程および全体的ドレッシング工程を組み合わせて行う。
(もっと読む)
ウェーハ面取り砥石のツルーイング方法及びウェーハ面取り装置
【課題】
ツルアーの劣化を防ぎ、面取り加工用砥石への形状転写効率を向上させるウェーハ面取り砥石のツルーイング方法及びウェーハ面取り装置を提供すること。
【解決手段】
低速で回転するツルアー41を、低速で回転する外周精研削砥石55に対して所定の切り込み深さに切り込める位置で外周精研削砥石55の接線方向に移動させ、外周精研削砥石55に対して面取り加工用溝55aを形成することにより、ツルアー41の回転速度を抑え、外周精研削砥石55への形状転写効率を向上させる
(もっと読む)
溝加工装置および溝加工法
【課題】ツルーイング後の研削砥石の断面形状を正確に把握することができる溝加工装置および溝加工法を提供することを課題としている。
【解決手段】円筒状の加工対象物Rの外周面に対し、周方向に連続して溝加工を行う溝加工装置1において、加工対象物Rに溝加工を行う円盤状の研削砥石31と、研削砥石31を回転させる研削砥石回転手段32と、加工対象物Rが着脱自在に装着され、溝加工に際し加工対象物Rを研削砥石31と異なる周速で回転させる対象物回転手段8と、研削砥石31にツルーイングを行うツルーイング手段9と、略直角の交わる2つの面から成る加工部を有し、ツルーイング結果を検証するために、ツルーイング後の研削砥石31により加工部に一方の面側から他方の面に平行に切り込むように溝加工されるダミーワーク10と、加工面に形成された検証用の溝の断面形状を画像認識する画像認識手段11と、を備えるように構成する。
(もっと読む)
ツルーイング装置、ツルーイング方法、これらに用いるツルーイング砥石および溝加工装置
【課題】研削砥石とツルーイング砥石との周速の相対速度を簡単に制御することができると共に、研削部が断面山形に形成された研削砥石を効率よくツルーイングすることができるツルーイング装置、ツルーイング方法、これらに用いるツルーイング砥石および溝加工装置を提供する。
【解決手段】切刃となる研削部が断面山形に形成された円盤状の研削砥石31に対し、回転接触してツルーイングを行うツルーイング装置9において、切刃となるツルーイング部が研削部の斜面に対応する傾斜周面に形成された円盤状のツルーイング砥石51と、ツルーイング砥石51を研削砥石31の回転軸を平行な回転廻りに回転させる回転機構52と、研削砥石31に対しツルーイング砥石51を、研削部の斜面方向に相対的に往復移動させる往復動機構56と、を備える。
(もっと読む)
ウェーハ面取り砥石のツルーイング方法及びウェーハ面取り装置
【課題】
効率的なウェーハ面取り砥石のツルーイング方法及びウェーハ面取り装置を提供する。
【解決手段】
回転するウェーハテーブル34に載置されたウェーハWの外周部を、回転する砥石により所定の形状に加工する面取り装置10において、外周精研削砥石55へのツルーイングの際、ツルアー41の端部を、Yテーブル28とZテーブル31とによりウェーハW外周部の面取り形状に相当する軌道上を移動させてツルーイングを行なうことにより、ツルアー41の交換を行うことなく、あらゆる形状の面取り用溝を外周精研削砥石55に形成する効率的な面取り砥石のツルーイングが可能となる。
(もっと読む)
面取り用砥石のツルーイング方法
【課題】
同じツルーイング砥石によるウェーハ外周部、オリフラ部、又はノッチ部の面取り加工用溝形状のツルーイングが可能であり、ウェーハの径が異なってもツルーイング砥石の変更が必要ない効率的な面取り用砥石のツルーイング方法を提供する。
【解決手段】
ウェーハWの回転軸に対して平行な回転軸で回転するツルアー41を、ウェーハWと平行な面内において、ウェーハW外周の接線方向に回転軸が傾斜した外周精研砥石55に向けて接近させるとともに、ウェーハWと平行な面内において、ツルアー41の外周精研砥石55に対する接近方向と直行する方向に外周精研砥石55を所定量往復移動させ、外周精研砥石55にウェーハWのオリエンテーションフラット部の面取り形状に対応した形状の溝を形成することにより、外周精研砥石55へオリエンテーションフラット部の面取りに適した形状の溝を形成することが可能となる。
(もっと読む)
インプロセスドレッシング方法、および同装置
【課題】 砥石車を用いる研削技術を改良して、ワーク1の微細なプロファイル(例えば超精密溝1a,1b,1c)を、サブマイクロメートルの超高精度で研削仕上げする。
【解決手段】 研削砥石4の精密リング突条4a,4b,4cでワークの超精密溝1a,1b,1cを超高精度で研削しつつ、これと同時にドレッサ5の成形溝5a,5b,5cで上記の精密リング突条4a,4b,4cをドレッシングする。これによって研削砥石4は、常にドレッシングされた直後の状態(正確な形状寸法・良い切れ味)でワーク1を研削する。
(もっと読む)
1 - 15 / 15
[ Back to top ]