
Fターム[3C047DD20]の内容
研削機械のドレッシング及び付属装置 (4,541) | 情報保持手段による制御 (77) | 検知手段、センサー (23)
Fターム[3C047DD20]に分類される特許
1 - 20 / 23
コンディショナの評価方法およびコンディショニング方法
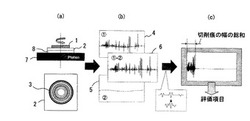
【課題】コンディショニングされる研磨パッドの表面状態や性能を予測できるコンディショナの評価方法を確立し、コンディショナの評価データを蓄積したデータベースと組合せることにより、コンディショナの性能評価と、コンディショニング条件を導き出し、適切なコンディショニングを可能とする。
【解決手段】評価対象のコンディショナ1の砥粒面を、樹脂板2の表面に押圧接触させた状態で1回転させて前記表面に切削痕3を形成し、切削痕3が形成された表面の断面プロファイルを測定し、得られた断面プロファイルに基づいて、当該コンディショナの評価項目として、切削痕の粗さ、切削痕の高さ頻度分布および切削痕の幅の総和の少なくともいずれか一つを求めるようにしている。
(もっと読む)
砥石成形方法および研削盤

【課題】砥石成形工程中においても使用可能な砥粒突出し量測定方法を備えた砥石成形方法および研削盤を提供する。
【解決手段】メタルボンド砥石車のツルーイング後に、成形面fから鉛直方向にd1離離れた静電容量センサと所定成形面間の静電容量である第1静電容量Ct1と、成形面fから鉛直方向にd2離れた静電容量測定装置と所定成形面f間の静電容量である第2静電容量Ct2を測定する。ドレッシング後に、所定成形面fの位置から鉛直方向にd1離れた静電容量測定装置と所定成形面f間の静電容量である第3静電容量Cd1と、所定成形面fから鉛直方向にd2離れた静電容量測定装置と所定成形面f間の静電容量である第4静電容量Cd2を測定する。ドレッシング後の砥粒突出し量hを、式h=((Ct1−Cd1)・d12−(Ct2−Cd2)・d22)/((Ct2−Cd2)・d2−(Ct1−Cd1)・d1)で算出する。
(もっと読む)
研削盤のツルーイング装置
【課題】より高精度なツルーイングを可能とする研削盤のツルーイング装置を提供することを目的とする。
【解決手段】研削盤1のツルーイング装置3は、砥石車11の形状を成形するツルア43と、旋回軸Acの回りに旋回可能にツルア43を支持する旋回テーブル30と、砥石車11の形状を成形する際に砥石車11と接触するツルア43の先端位置から旋回テーブル30の旋回中心Oまでの距離を直接的に検知する検知手段50と、検知手段50による検知距離Lに基づいて砥石車11に対するツルア43の先端位置を制御して砥石車11のツルーイングを行う制御手段60を備える。
(もっと読む)
研磨装置に使用される研磨パッドの研磨面を監視する方法および装置
【課題】研磨パッドのコンディショニングのレシピチューニングに費やされるコストおよび時間を大幅に低減し、研磨パッドを研磨テーブルから剥がすことなく研磨パッドの研磨面を監視することができる方法を提供する。
【解決手段】本方法は、回転するドレッサー50を研磨パッド22の研磨面22a上を揺動させて該研磨面22aをコンディショニングし、研磨面22aのコンディショニング中に研磨面22aの高さを測定し、研磨面22a上に定義された二次元平面上における、研磨面22aの高さの測定点の位置を算出し、研磨面22aの高さの測定と測定点の位置の算出を繰り返して、研磨面22a内における高さ分布を生成する。
(もっと読む)
ブラシ研磨装置及びブラシ研磨方法
【課題】研磨ブラシの磨耗状態を正確に把握してドレッシング実施時期を設定することができ、研磨ブラシの磨耗による加工精度の低下を防止して、金属リングに対する高精度な研磨を施すことが可能となるブラシ研磨装置及びブラシ研磨方法を提供する。
【解決手段】リング回転手段により金属リングWを回転させ、研磨機構3により研磨ブラシ2を金属リングWの回転軌道を横切るように移動させる。研磨ブラシ2を構成している素線2aの先端部の磨耗形状を撮像手段20で撮像し、撮像された素線2aの先端部の磨耗形状に基づいて、判定手段23が研磨ブラシ2のドレッシング実施時期を判定する。
(もっと読む)
加工液供給装置
【課題】フローティングノズルの磨耗を簡単な位置検出器で検出できる加工液供給装置1を提供。
【解決手段】研削砥石3の外周面4をツルーイングやドレッシングするドレッサ5と、外周面に向かって加工液を供給するノズル25を設ける。ノズルは外周面に開口する開口部26と、開口部の両側に研削砥石両側面側に延出する鍔部27a、27bを設け、ノズルを研削砥石外周面に付勢する付勢部材14と、ノズルを付勢方向自在に支持するノズル支持部材11と、ノズル支持部材とノズルとの相対位置を検出する位置検出器32と、を設け、ノズル支持部材をドレッサを軸支するドレッサ支持台6に固定する。ドレッサはロータリードレッサとする。さらに、単結晶ダイヤモンドドレッサを砥石軸方向に移動可能にし、ノズル支持部材を研削砥石に対して鍔部により位置保持できるように、砥石軸方向に移動可能にドレッサ支持台に取付ける。
(もっと読む)
研削装置
【課題】砥石のドレスを適切なタイミングで、かつ適切なドレス量で行う。
【解決手段】ある実施の形態における研削装置は、保持テーブル3に保持されたワークWを研削加工する砥石72を含む工具7とこの工具7を回転可能に支持する回転スピンドル622とを有する加工手段と、砥石72を目立てするドレス手段9とを備える。ドレス手段9は、ドレス面911を有するドレス部91と、このドレス部91を、研削加工中の砥石72にドレス面911が接触する作用位置と研削加工中の砥石72にドレス面911が接触しない非作用位置とに選択的に位置付ける移動部92と、回転スピンドル622の回転に供される電流値を検出する電流検出部93と、電流検出部93によって検出された電流値が予め設定された閾値を超えたときにドレス部91を作用位置に位置付けるように移動部92を制御する制御部94とを有する。
(もっと読む)
研削装置および両面研磨装置
【課題】ウェーハ等のワークの両面の表面形状プロファイルを個々に緻密に制御できる研削装置および該研削装置を備える研磨装置を提供する。
【解決手段】本発明の研削装置は、研磨布を貼り付けた上定盤および下定盤の回転によりワークの表裏面を研磨する両面研磨装置における、研磨布をドレッシングするための研削装置であって、離間させた上下定盤間に挿通され、研磨布の研磨面に対して水平方向に走査かつ垂直方向に昇降可能な移動アームと、移動アームの先端部に研磨布面に対して水平方向に回動可能に取り付けられ、研磨布の表面をドレッシングする研磨布より小径の研削プレートと、移動アームの先端部に取り付けられ、移動アームの走査方向に前記研磨布の表面形状プロファイルを測定する測定部と、測定部の測定結果に基づきドレッシング量を制御する研削制御部とを備えることを特徴とする。
(もっと読む)
ドレッシング装置
【課題】旋回軸の中心に対するダイヤモンドドレッサの位置を変更するための作業時間が短く、また、ダイヤモンドドレッサの位置決め誤差が生じにくいドレッシング装置を提供する。
【解決手段】回転可能に支持された旋回軸5と、その旋回軸5を回転駆動する旋回軸用モータ8と、旋回軸5の内部で旋回軸5の中心に対して偏心した位置を中心に回転可能に支持された旋回半径変更軸12と、その旋回半径変更軸12を回転駆動する旋回半径変更軸用モータ14とを有し、旋回半径変更軸12にダイヤモンドドレッサ15が着脱可能に取り付けられるドレッサホルダ16を設けた構成をドレッシング装置1に採用する。
(もっと読む)
ドレス方法、研磨方法および研磨装置
【課題】パッドの表面を正確に平坦化するドレス方法を提供すること。
【解決手段】ドレス方法が、ドレスステップを含んでいる。ドレスステップでは、基板の被研磨面が押し当てられて前記基板の化学的機械的研磨を行うパッドをドレッシングするドレッサに対し、前記パッド面内での位置と、当該位置毎の前記パッドの表面状態に関するパッド表面状態情報と、に基づいて、前記パッド面の位置毎に、ドレス制御を行う。そして、前記パッド表面状態情報は、前記パッドに所定の部材を押し付けた際の、前記部材にかかる圧力に基づいて測定される。
(もっと読む)
半導体装置及びその製造方法
【課題】従来の半導体装置では、シリコン基板の研磨屑が半導体装置の電極近傍に硬化し電気的にリークするという問題があった。
【解決手段】本発明の半導体装置では、シリコン基板2の表面側に配線層4やCu配線層13が配置され、樹脂膜10、15により被覆される。半導体装置1の側面18、19は、半導体装置1の表面20と垂直面となり、その側面からは、樹脂膜10、15や位置精度確認マーク14が露出する。この構造により、シリコン基板2の研磨屑22は、若干、半導体装置1の側面18、19に付着するが、その表面20に付着することはなく、研磨屑22を介して電気的にリークすることはない。
(もっと読む)
切削装置における切削ブレードの位置検出方法
【課題】ダミーウエーハを用いることなく、切削ブレードの位置検出と切削ブレードのドレッシングを同時に実施することができる切削装置における切削ブレードの位置検出方法を提供する。
【解決手段】被加工物を保持し、移動可能に配設されたチャックテーブルと、被加工物を切削するための切削ブレードを備えた切削手段と、被加工物の切削領域を撮像するとともに切削位置を特定する基準線が形成された光学系を備え撮像手段57と、チャックテーブルに隣接してチャックテーブルとともに切削送り方向に移動可能に配設されたドレッシングボード支持テーブルとを具備する切削装置における切削ブレードの位置検出方法であって、ドレッシングボード37を切削することで切削ブレードをドレッシングするドレッシング工程と、切削溝が形成されたドレッシングボードを撮像手段によって撮像し、撮像した切削溝と基準線571とのズレ量を検出するズレ量検出工程とを含む。
(もっと読む)
加工装置
【課題】砥石を用いる加工装置において、砥石の経時的な形状変化等に起因する製品不良の発生を予防する。
【解決手段】固定側ワークスピンドル120と可動側ワークスピンドル130の固定ホルダ102と可動側ホルダ103の間に保持されて回転する光学素子101を、砥石106で心取り加工する加工装置M1において、固定側ワークスピンドル120に修正用砥石104を設けるとともに、砥石106の外観形状を認識するカメラ105を備え、加工装置M1の制御部140は、カメラ105を介して認識された砥石106の外観形状を随時、修正用砥石104によって修正しつつ、光学素子101の外周部101aを研削加工することで、砥石106の形状の経時的な変化等に起因する光学素子101の製品不良を未然に防止する。
(もっと読む)
研磨パッドのドレッシング方法、研磨パッドのドレッシング装置、基板研磨装置、及び基板研磨方法
【課題】ドレッサーの交換時の研磨パッドのパッドカットレートを一定に保ちドレッサーの固体差による研磨レート及び研磨プロファイルのバラツキを防止することができ、研磨パッドに影響を及ぼすことなくドレッサーの慣らしを行うことができる研磨パッドのドレッシング方法、研磨パッドのドレッシング装置、基板研磨装置、及び基板研磨方法を提供すること。
【解決手段】研磨テーブル1上の研磨パッド4にドレッサー3を当接させ所定のドレッシング条件で研磨パッド4をドレッシングする研磨パッドのドレッシング方法であって、ドレッサー3による研磨パッド4のカットレートを測定して、ドレッシング条件にフィードバックすることを特徴とする。
【選択図】図2  (もっと読む)
(もっと読む)
閉ループトルク監視によるパッド調節ディスクのインシトゥ性能予測
CMP機で使用される研磨パッドは、消耗されうる構成要素であり、通常、特定数のウェーハを処理した後に交換される。研磨パッドの耐用期間は、調節ディスクによる研磨パッドからの材料除去率を制御することによって最適化される。調節ディスクは、研磨表面がウェーハを適切に処理できるのに十分な材料を除去するが、過度に材料を除去することはない。過度の材料除去を防止することにより、研磨パッドの耐用期間が延びる。CMP処理中、制御装置は、調節ディスクに印加されるトルク、および研磨パッド全体にわたって調節ディスクを掃引するアームに印加されるトルクに関するデータを受け取る。検出された動作条件に基づいて、システムは材料除去率を予測し、研磨パッドの耐用期間を最適化するように調節ディスクに印加される力を調整することができる。  (もっと読む)
(もっと読む)
有効なパッドコンディショニングのための閉ループ制御
ポリシングパッドをコンディショニングする方法および装置が提供される。コンディショニング要素は、ベースに対し枢動点で回転可能に装着されたコンディショニングアームにより保持される。アクチュエータは、アームを枢動点の周りに枢動させる。コンディショニング要素は、ポリシングパッドの表面に押し付けられて、ポリシングパッドに対して並進させられ、これにより、ポリシングパッドから材料が除去され、その表面が粗面化される。研磨コンディショニング面のポリシングパッド面との相互作用により、摩擦力が発生する。この摩擦力は、枢動点に付加されるトルク、およびそれにより制御される材料の除去をモニタすることにより、モニタすることができる。コンディショニング時間、ダウンフォース、並進レート、またはコンディショニングパッドの回転は、測定されたトルクに基づいて調整することができる。 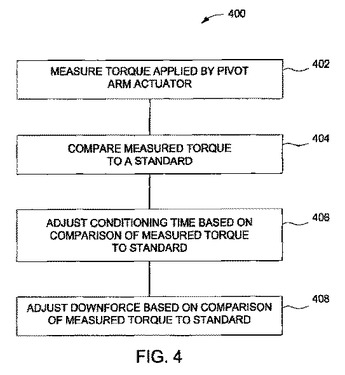 (もっと読む)
(もっと読む)
CMPパッド厚みおよびプロファイル監視システム
一実施形態では、基板処理表面を維持するための方法が提供される。本方法は、一般に、基板処理表面に対して測定の第1のセットを実行する工程と、ここでは、測定のセットが処理表面コンディショニングアームに結合された変位センサを使用して行われ、測定のセットに基づいて処理表面プロファイルを決定する工程と、処理表面プロファイルを最小プロファイルしきい値と比較する工程と、プロファイル比較の結果を伝達する工程とを含む。  (もっと読む)
(もっと読む)
ウエーハ切削装置
【課題】切削ブレードの摩耗状態の検査ならびに交換の要否の判断を、迅速かつ容易に行って、作業者にかかる負担を軽減し、かつ生産性の向上を図る。
【解決手段】ウエーハ1を保持するチャックテーブル22と、ウエーハ1を切削ブレード32によって切削する切削ユニット30と、チャックテーブル22を切削ブレード32の切削方向に移動させるテーブルベース21と、切削ブレード32の移動範囲内の所定位置に配され、切削ブレード32で切削される検査ブロック60と、切削ブレード32による検査ブロック60の切削溝の形状を撮影するカメラ40と、切削ブレード32の標準的な切削溝の形状(標準データ)と、検査ブロック60の切削溝の形状(検査データ)とを比較して交換の要否を判断するコントローラ50とを具備する。
(もっと読む)
検出信号伝送装置
【課題】高い加工精度を必要とする部品や、その取り付け精密を必要とすることがなく、高いS/N比で超音波信号の検出、伝送を可能とする。
【解決手段】ドレッサヘッド41には、超音波を検出する超音波センサ21を設けると共に、超音波センサ21の検出信号をディジタル信号に変換し、無線変調するよう構成された信号変換送信回路23と、この信号変換送信回路23により無線変調された信号が印加される信号送信用アンテナ26を設ける一方、ドレッサヘッド41の近傍には、信号送信用アンテナ26により放射された信号を受信する信号受信用アンテナ34と、この信号受信用アンテナ26により得られた受信信号の復調を行う信号受信ヘッド35が設けられており、復調された信号は、制御部31を介して所定の信号形式のディジタル信号又はアナログ信号として出力されるようになっている。
(もっと読む)
光学素子の加工方法及びその加工装置
【課題】光学素子を研磨加工する場合に、加工工具の加工面に付着する付着物等による変質部分を除去し、被加工面に傷や付着等のない光学素子を得る。
【解決手段】光学素子2の被加工面2aに加工工具1を接触させ、該接触面に加工液5を供給しながら相対運動させて研磨加工を行う際、研磨加工に伴い加工工具1の加工面1aに形成された変化部分の凸部15を除去しながら、該凸部15を除去した後の加工面1aにて研磨加工を続行する。
(もっと読む)
1 - 20 / 23
[ Back to top ]