
Fターム[3C049BA04]の内容
3次曲面及び複雑な形状面の研削、研磨等 (13,165) | 制御(検知及び設定) (830) | 速度について検知、設定するもの (19)
Fターム[3C049BA04]に分類される特許
1 - 19 / 19
光学ガラスの加工方法及び光学ガラスレンズの製造方法
【課題】難硝材により形成されるガラス成形体に対して球面創成加工を行う場合に、加工面の品質確保と加工コスト抑制とを両立させる。
【解決手段】光学ガラスである硝材である難硝材により形成されるガラス成形体に対し、回転駆動されるカップ砥石を当接させて、当該ガラス成形体の被加工面を球面形状に研削するカーブジェネレーティング工程と、前記カーブジェネレーティング工程の実行中に、前記カップ砥石と当該カップ砥石の対向電極との間に導電性研削液を供給しつつ電圧を印加して、前記カップ砥石に対する電解ドレッシングを行う電解インプロセスドレッシング工程と、を備えた硝材加工方法において、前記カーブジェネレーティング工程は、前記カップ砥石の回転数、または、前記カップ砥石の回転数および前記ガラス成形体と前記カップ砥石の当接圧可変方向における相対位置移動の送り速度とが、前記難硝材以外の硝材により形成されるガラス成形体に対して研削を行う場合よりも高く設定されている。
(もっと読む)
光学ガラスの研削加工方法及び光学ガラスレンズの製造方法

【課題】光学ガラスである難硝材からなるガラス成形体に対して、品質を低減させることなく低コストで研削加工を実行する。
【解決手段】光学ガラスである難硝材からなるガラス成形体の粗研削加工前の被研削面に対して精研削加工用の研削面を有する導電性のカップ砥石を当接させて回転駆動させることで精研削を行い(S6b)、この研削工程時に、カップ砥石の研削面と対向する位置に配設された電極とカップ砥石との間に導電性研削液を供給しながら、電極とカップ砥石間に所定の電圧を印加することで、研削面のドレッシングを実行することで実現する。
(もっと読む)
ガラス板加工装置及びその加工方法
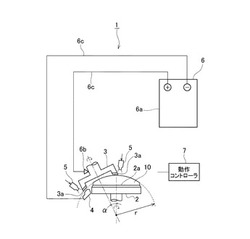
【課題】搬送ベルトによって搬送されるガラス板の速度と、製造関連処理を実行するための加工具が搭載された移動体の速度との間に正確な同期を取ることで、ガラス板に製造関連処理を正確に施す。
【解決手段】搬送ベルト2でガラス基板Gを搬送しながら、その搬送方向にガラス基板Gとともに砥石3を並走させてガラス基板Gに角取り加工を施す。この際、速度検出手段10によって搬送ベルト2のガラス板支持領域の速度を検出するとともに、砥石3が搭載された移動台車4の駆動モータ5による送り駆動速度を、速度検出手段10の検出結果に基づいて調整し、移動台車4および搬送ベルト2のガラス板支持領域を同期走行させる。
(もっと読む)
板材の面取り方法及び面取り装置
【課題】一枚の板材の研削開始から、次の板材の研削が可能になるまでのサイクルタイムを、加工品質を低下させることなく短縮する。
【解決手段】板ガラスGの受取位置から受渡位置まで、板ガラスGを固定した移動台車2と研削ホイールWとを同時に移動させ、研削ホイールWを、移動台車2の移動方向と平行な辺の板材端面(左右辺端面G5,G6)に当接させて研削を行いながら、移動台車2よりも遅く、かつ移動台車2に対する相対移動速度が研削速度vで移動させる。受渡位置において、移動台車2の板ガラスGを固定装置に渡しながら、研削ホイールWを反転させて、前記速度vで受取位置に後退させつつ板ガラスGの端面について残りの部分を研削し、その後、受渡位置まで後退させる。一方、移動台車2を、研削ホイールWが受渡位置に後退するまでに、受取位置に復帰させ、次の板ガラスGの受け取りを行なわせる。
(もっと読む)
研磨加工方法
【課題】被加工物の回転中心部におけるヘソの発生を防ぐ。
【解決手段】非球面形状をもつ被加工物を回転させながら研磨工具を圧接させ、被加工物の回転中心を通る走査線に沿って走査させることで被加工物を研磨加工する研磨加工方法において、まず、ダミーワークを用いて工具の単位時間当りの除去形状を取得する。目標除去形状と、工具の単位除去形状とに基づいて工具の滞留時間分布を計算し、工具の走査速度を制御する。ダミーワークは、被加工物の回転中心部の曲率半径と同じ曲率半径をもつ球状面を有し、この球状面を研磨加工することによって工具の単位時間当たりの除去形状を取得する。
(もっと読む)
適応研磨により鍛造部品を製造するための方法
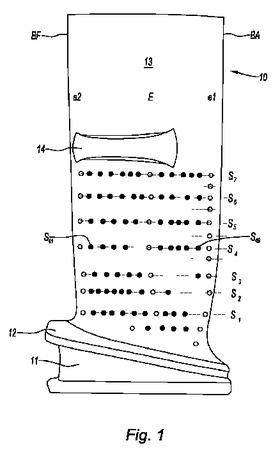
本発明は、半仕上げ部品(10)を精密鍛造によって生産し、この部品(10)を研磨ストリップによって研磨することを含む、鍛造によって部品(10)を製造するための方法であって、得られる部品(10)の適合させるべき形状的特性が、理論モデルにおいて予め決定される、方法に関する。方法は、以下のステップを含むことを特徴とする:鍛造作業後に半仕上げ部品(10)の形状的特性を測定し、前記特性を理論モデルと比較するステップ、部品(10)の表面上で非適合領域を決定するステップ、前記領域を適合させるために各々の非適合領域から除去されるべき材料の量を決定するステップ、および研磨ストリップを用い、各々の非適合領域から材料の前記量を除去するように前記ストリップを制御して部品(10)を研磨するステップ。方法は、特にタービンエンジンのファンブレードを研磨するために使用され得る。
 (もっと読む)
(もっと読む)
眼鏡レンズの鏡面加工条件設定方法及び眼鏡レンズ加工装置
【課題】 鏡面加工後に現れるレンズコバ面の縦縞模様を目立たなくし、見栄えの良い鏡面仕上がり面を得ることができる眼鏡レンズの鏡面加工条件設定方法及び眼鏡レンズ加工装置を提供する。
【解決手段】 仕上げ加工された眼鏡レンズの周縁を鏡面砥石により鏡面加工する際のレンズの回転速度及び鏡面砥石の回転速度の条件を設定する眼鏡レンズの鏡面加工条件設定方法において、レンズの1回転での回転速度をVl(秒/1回転)とし、鏡面砥石の回転速度をVw(回転数/秒)とし、
N=Vl×Vw
の関係式で求められる数Nで、所期する玉型のレンズ全周の周長を分割したときの間隔が、眼の分解能より小さくなるか、又は2mmより大きくなるか、どちらかを満たすようにレンズの回転速度及び鏡面砥石の回転速度の条件を設定することを特徴とする。
(もっと読む)
研削盤および研削方法
【課題】ねじのリード角や深さが大きい場合であっても、特に雌ねじの形成に際しては雌ねじの内径が小さい場合にも、工作物の内周面または外周面にねじを形成する研削加工が可能な研削盤および研削方法を提供する。
【解決手段】砥石車33は、基部33aと、基部33aの外周面に砥石軸方向に螺旋状に形成され、ねじのリード角γと異なるリード角に設定された凸条33bとを備える。
(もっと読む)
研削加工方法及び同装置
【課題】砥石の振動等の発生を抑制しつつ回転角度により研削代が異なるワークをより効率良く加工する。
【解決手段】内面研削盤は、砥石24と、ワーク1を回転駆動するホイールヘッド20と、砥石24とワーク周面とを切込み方向に相対送りする第1テーブル26等を含む移動機構と、ホイールヘッド20等の駆動を制御するNC装置30とを備える。このNC装置30は、電力検出回路21から出力される砥石駆動モータのモータ電力の値に基づいて砥石24とワーク内主面との接触検知を行う接触検知部32と、その接触検知に基づき、砥石24とワーク内周面とが接触状態にあるときのワーク1(主軸12)の回転速度が、それ以外のときの回転速度よりも低速となるようにワーク1の一回転中の回転速度を制御すべくワーク駆動モータ14に制御信号を出力する速度制御部36とを含む。
(もっと読む)
研磨加工方法
【課題】被加工物における研削加工後の面粗さの向上や挽き目の除去を効率良く行えると同時に、被加工物の形状修正も行うことができ、うねりのない平滑な研磨面を得る研磨加工技術を提供する。
【解決手段】加工作用面4の外径が被加工物5の加工主面5aの外径よりも大きな研磨工具10を用い、研磨工具10の加工作用面4の回転中心4aと加工主面5aが当接する点Pが被加工物5の加工主面5aの外周から中心部までの子午線上を走査するように被加工物5および研磨工具10を相対的に移動させることで研磨加工を行う。研磨工具10の走査速度又は研磨荷重を加工中に制御することにより、研磨工具10の外周部による加工主面5aの加工量の制御が可能になるため、研磨工具10による被加工物5のスムージング加工の途中で同時に、被加工物5の加工主面5aの形状を修正することができる。
(もっと読む)
バリ取り装置
【課題】金属を切断、変形加工するときにワークに発生するバリに対して、上方及び下方のそれぞれ最適な角度から、回転研削砥石を当接させてバリを研削し、そのバリ研削時に生じた2次バリを回転研磨砥石により除去する。
【解決手段】ベルトコンベア20の側方に、ベルトコンベアと平行にワーク走行ガイド70を設け、ベルトコンベアの走行方向のほぼ中間位置付近で、ワーク走行ガイド70を3カ所切り欠き、その切り欠いた位置に順次第1回転研削砥石40、第2回転研削砥石50、回転研磨砥石60を設置する。ベルトコンベア20にワーク30を載置し、ワークの端部31をワーク走行ガイド70に押し当てた状態で、ベルトコンベア20の走行を開始すると、ワークの端部31のバリ32の部分が、第1回転研削砥石40、第2回転研削砥石50、回転研磨砥石60に順次接触して、バリを研削し、研磨して除去する。
(もっと読む)
工作物の研削方法及び加工装置
【課題】加工効率や加工精度に影響を与えることなく、比較的容易にびびり振動の発生を抑制することができる工作物の研削方法及び加工装置を提供する。
【解決手段】工作物Wを工作物回転軸回りに回転させ、工作物回転軸に平行な砥石回転軸回りに略円筒状の砥石30を回転させ、工作物回転軸に直交する方向に沿って工作物Wに対して砥石30を相対的に進退移動させて、あるいは工作物回転軸に平行な方向に沿って工作物Wに対して砥石30を相対的に移動させて、砥石30の円筒面または端面にて工作物Wを研削する工作物の研削方法において、工作物を回転させる工作物回転手段21への駆動信号に、複数の周波数成分を含む振動信号G20を重畳させて、工作物Wの回転速度を小刻みに変更しながら研削する。
(もっと読む)
スパイラルタップ
【課題】食付き部によって形成されたねじ穴に完全山部がねじ込まれる際に、切り屑を噛み込んで刃欠けや折損が生じることを一層効果的に防止する。
【解決手段】完全山部24のシャンク側山部24bの切れ刃28に面取り30が設けられているため、切り屑が外周側へ押し出され易くなり、完全山部24に対する切り屑の絡み付きが抑制されるとともに、面取り30によって切れ刃強度が高くなる。ねじれ溝20は、タップ先端部から溝終端部に向かうに従ってリードが徐々に増大させられているため、食付き部22の切れ刃28のすくい角を大きくできて優れた切れ味が得られるとともに切り屑が小さくカールさせられる一方、その切り屑はねじれ溝20に案内されつつ速やかにシャンク側へ排出されるようになり、完全山部24に対する切り屑の絡み付きが抑制されて、上記面取り30の存在と相まって切り屑の噛み込みによる刃欠けや折損が一層効果的に防止される。
(もっと読む)
研磨方法と研磨装置
【課題】熟練した技能を要することなく、レンズを高い形状精度と研磨面精度で加工する。
【解決手段】レンズ3を回転傾斜自在に保持し、レンズ3の回転軸に対し研磨皿5の回転軸を傾斜した状態で、研磨皿5の傾斜自在な支持を固定して研磨皿5にレンズ3を当接配置し、レンズ3と研磨皿5の回転運動と揺動運動により研磨加工を行う第1の研磨工程と、レンズ3の傾斜自在な支持を固定すると共に、研磨皿5を回転傾斜自在に保持して引き続きレンズ3と研磨皿5の回転運動と揺動運動による研磨加工を行う第2の研磨工程とを備えている。
(もっと読む)
研磨方法及び研磨装置
【課題】 研磨工具をラスター走査する研磨方法において、安定した研磨を効率良く行うことができるようにする。
【解決手段】 NC装置20は、被研磨物1の研磨面に接触させて研磨を行う研磨工具2をラスター走査させる。制御装置30は、被研磨物1の研磨面の研磨除去量がラスター走査の全区間において一定となるように、研磨工具2と当該研磨面との相対速度、及び研磨工具2の滞留時間をプレストンの経験則に基づいて制御する。
(もっと読む)
小径工具による加工物の表面形状加工方法
【課題】半導体ウェーハ等の加工物の表面をそれよりも小さな工具でラッピング加工やポリッシング加工、研削加工等する方法に関し、加工面への工具の押圧力を一定にして、その表面を所望の凹凸分布を有する平坦面に修正加工ないし創成加工する方法及び当該加工の際の制御パラメータの決定方法を提供する。
【解決手段】加工物の表面にその表面寸法より小径の回転摺擦面を備えた小径工具を押接して当該表面を第1の方向と第2の方向に相対移動させる加工物の表面形状加工方法において、上記第1の方向の小径工具の移動速度を加工物原点から小径工具までの第1の方向の距離に対応して変化させることにより、加工物表面を所望形状に加工する。加工面上の複数の工具位置で工具を停止させたときの各位置の単位時間当り加工量を演算ないし計測し、その和が所望の加工量となるように、各工具位置での工具停止時間ないし速度を決める。
(もっと読む)
ガラス板の加工装置
【課題】 ガラス板の加工の程度に応じて当該ガラス板の移動速度を夫々互いに調整することができ、しかも、ガラス板の加工精度の向上をも図り得るガラス板の加工装置を提供すること。
【解決手段】 ガラス板の加工装置1は、ガラス板2を夫々吸引保持する一対の吸引保持部3及び4と、吸引保持部3及び4を互いに行き違いさせながら往復動させ、吸引保持部3及び4の夫々の往動行程では、吸引保持部3及び4を共用の移動路5で往動させ、吸引保持部3及び4の夫々の復動行程では、吸引保持部3及び4を他の移動路7で復動させる移動手段9と、吸引保持部3及び4を夫々昇降させる昇降手段10と、ガラス板2において吸引保持部3及び4に吸引保持されている部位11近傍の自由端部12を加工する加工手段13とを具備している。
(もっと読む)
リング状部材の製造方法
【課題】本発明は、研磨とともにバリ取りもでき、均一な研磨を実現でき、研磨およびバリ取り作業が短時間で完了できる研削工程を備えたリング状部材の製造方法を提供することを目的とする。
【解決手段】円筒状のブラシ軸11の外周にブラシ12を取り付けた研削ブラシ2による研削を行なう工程を有するリング状部材1の製造方法において、リング状部材1の内周面1a側または外周面1b側と研削ブラシ2とが互いに押し当たる工程と、研削ブラシ2とリング状部材1とを相対回転させるとともに、リング状部材1の中心軸方向にリング状部材1の幅と研削ブラシ2の幅とを合計した長さ以上のストローク量で研削ブラシ2がリング状部材1に対して相対的に往復移動することとなる工程とを有することを特徴とする。
(もっと読む)
眼鏡レンズの製造方法、制御プログラム及び眼鏡レンズの製造装置
【課題】軸ずれを確実に防止することができ、眼鏡レンズの加工に手間を要さずに、玉型加工を行なうことができる眼鏡レンズの製造方法及び製造装置を提供すること。
【解決手段】玉型加工前の眼鏡レンズLの垂直基準線に沿った方向及び垂直基準線に直交する水平基準線に沿った方向の各方向から、眼鏡レンズLの外周端面に、回転する一対の砥石を当接させ、この一対の砥石を眼鏡レンズの中心に向かって移動させる(粗加工工程)。このとき、眼鏡レンズLは回転駆動させない状態とする。次に、軸部材を回転駆動して、粗加工された眼鏡レンズLを回転させながら、眼鏡レンズLの外周端面に、回転する一対の砥石を当接させて粗加工する(回転粗加工工程)。さらに、軸部材を回転駆動して、眼鏡レンズLを回転させながら、眼鏡レンズLの外周端面に、回転する一対の砥石を当接させて、眼鏡レンズLの外周端面を仕上げ加工する。
(もっと読む)
1 - 19 / 19
[ Back to top ]