
Fターム[3C050AC02]の内容
平削り、ブローチ、やすり、リーマ、その他 (639) | 駆動、運動制御 (45) | 刃物台に関して (19)
Fターム[3C050AC02]に分類される特許
1 - 19 / 19
ブレーキ板の表面をテクスチャ加工するテクスチャ加工装置
バイト切削装置
【課題】 被加工物毎に厚みばらつきが大きくても切削の都度切削プログラムを作成する必要がないバイト切削装置を提供することである。
【解決手段】 チャックテーブルの保持面の高さ位置とチャックテーブルで保持された被加工物の上面の高さ位置とを測定する高さ位置測定手段と、切削送り手段と切り込み手段とを制御する制御手段とを備えたバイト切削装置であって、制御手段は、高さ位置測定手段で測定した被加工物の上面の高さ位置とチャックテーブルの保持面の高さ位置とから被加工物の最大厚みを算出する被加工物最大厚み算出部と、被加工物の最大厚みと仕上げ厚みとから被加工物の除去厚みを算出する除去厚み算出部と、最大切り込み量と被加工物の除去厚みとから切削回数を算出する切削回数算出部と、切削回数算出部で算出された切削回数に基づいて、切削送り手段と切り込み手段とを作動させる切削制御手段とを含んでいる。
(もっと読む)
被加工物のバイト切削方法

【課題】被加工物毎にバイト工具が過度に切り込むことを防止して、被加工物の被切削面の品質悪化やバイト工具に生じる欠けや異常磨耗を防止する被加工物のバイト切削方法を提供する。
【解決手段】チャックテーブル32で保持された被加工物11の第1領域17aの上面高さと第2領域19aの上面高さをそれぞれ複数点において検出し、第2領域の上面高さの最高位置から第1領域の上面高さの最低位置を減じた値を余剰厚みとして算出する。そして、バイト切削工具が一回の回転で被加工物に切り込める最大切り込み量と余剰厚みとから余剰厚みを除去するのに必要な切削回数を算出し、この切削回数に基づいてバイト切削工具を動作させ余剰厚みを除去し、更にバイト切削工具を動作させて被加工物を切削し、最低位置から所定厚み減じた厚みに被加工物を切削加工する。
(もっと読む)
能動型スクレイパー及びそれを含む導光板製造装置
【課題】平坦度が一様でなくて屈曲がある導光板の平面に光学的な散乱パターンを均一な深さに成形する能動型スクレイパー及びそれを含む導光板製造装置を提供する。
【解決手段】スクレイパーは、内部に備えられた所定大きさの動力で直線移動の駆動力を発生する動力部、前記動力部の直線移動による駆動力を胴体部の歯部方向に伝達する伝達部、前記伝達部の駆動力を規格化した幅による面単位駆動力に変換する胴体部、及び前記胴体部の下端に備えられ、面単位駆動力を線単位駆動力に変換し、散乱パターンの溝を導光板に所定ピッチの間隔で加工する多数の歯部を前記規格化した幅に整数倍で備える加工部を含んでなる。
(もっと読む)
角錐凹部の加工装置および加工方法
【課題】 ワーク表面に角錐凹部を迅速且つ、正確に形成する加工装置およびその方法の提供。
【解決手段】 加工機本体1または加工機の刃物台12に、基部2を取り付け、基部2にカッタ支持体3を案内させ、そのカッタ支持体3と基部2との間に直線運動機構4を設け、そのカッタ支持体3の先端にカッタ5を取付ける。このカッタ5は、その先端の切削縁がV字状に形成されて、そのV字の先端と両縁で平面切削するものである。
(もっと読む)
金属板端面の切削装置
【課題】高速通板する金属板についても、その端面を良好な仕上がりに切削加工することができる切削装置を提供する。
【解決手段】x方向(金属帯幅方向)に移動可能な保持基台1と、保持基台1にx方向移動可能に設けられる1対のバイト保持台2a,2bと、各バイト保持台2a,2bに保持される切削バイト3と、通板する金属帯の端面に当接可能な縦型ロールであって、各バイト保持台2a,2bに回転自在に保持される倣いロール4と、各バイト保持台2a,2bにx方向での押し込み力を付与する駆動機構5と、保持基台1に対する金属帯入側位置と出側位置にそれぞれ設けられるサポートロール6とを有する。切削手段が金属板の蛇行に追従し、且つ切削に伴う振動も抑えられるので、高速通板する金属板の両端面を良好な仕上がりに切削加工することができる。
(もっと読む)
直線溝加工方法および直線溝加工装置
【課題】長い直線溝を繋ぎ加工するための加工装置を提供することである。
【解決手段】工具3を取り付けたスライダ1とスライダ1をガイドする直線ガイド2で構成された往復運動装置を有し、スライダ1を直線ガイド2に沿って往復運動させ、テーブル4に固定されたワークWに工具3により直線溝を加工する加工装置において、工具3をスライダ1の往復運動方向と直交する方向に切り込み駆動する工具切り込み駆動手段と、テーブル4をX軸方向に移動させる第1の駆動手段と、テーブル4をY軸方向に移動させる第2の駆動手段と、前記往復運動装置をX軸とY軸と直交するZ軸方向に移動させる第3の駆動手段と、を備え、スライダ1の往復運動方向とX軸方向とが同じ方向となるように往復運動装置とテーブル4とを位置決めし、スライダ1の往復運動とテーブル4のX軸方向の移動との組み合わせにより工具3またはテーブル4のストロークより長い直線溝をワークWに加工する直線溝加工装置。
(もっと読む)
微細形状切削加工方法および微細形状切削加工装置。
【課題】被加工物の表面に微細形状を高精度にかつ能率的に加工することができる微細形状切削加工方法および加工装置を提供する。
【解決手段】ワークの表面に加工する目標形状および送り速度を入力する入力ステップST1と、これら目標形状および送り速度によって決まる切削工具の目標軌跡の周波数解析を行う周波数解析ステップST2と、周波数解析結果から加工条件を決定する加工条件決定ステップST2と、決定された加工条件に従って加工プログラムを作成するプログラム作成ステップST3と、加工プログラムに従って加工を実行する加工ステップST4とを備える。
(もっと読む)
シャトルを備えた加工機
【課題】様々な形状の微細溝を加工することが可能な加工機を提供すること。
【解決手段】少なくとも一つの角度可変機構または、少なくとも一つの直線軸2,3、4,5を持ち、角度可変機構または、直線軸に往復運動装置8が取り付けられ、往復運動装置8の可動部に工具の切り込み機構と工具9を備え、加工機の直線軸2,3、4,5の駆動と往復運動装置8の駆動との組み合わせて、工具9が鉛直方向に運動する時にワーク100の加工を行う往復運動装置を備えた加工機である。
(もっと読む)
発光表示装置の表示内容加工方法
【課題】所望する表示内容の加工作業が簡単且つ容易に行え、加工作業の能率アップを図ることができる発光表示装置の表示内容加工方法を提供する。
【解決手段】導光板3の表示面3aに、蝶模様の表示内容Aと対応する大きさ及び形状に形成された1枚のトムソン刃7を食い込ませて、線状の溝部3bで描かれた蝶模様の表示内容Aを加工する。発光表示装置1の基台2に差し込み固定された導光板3の一側端面に対して、基台に内蔵された各LED素子から投光される光を照射する。導光板3の一側端面から該導光板3の内部に入射された各LED素子の光を、導光板3の表示面3aに形成された線状の溝部3bからなる表示内容に照射して拡散させ、導光板3の表示面3aから外部に向けて各LED素子の光を出射するものである。
(もっと読む)
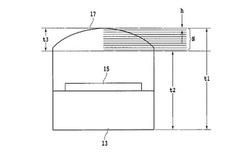
ワークへの凹所形成方法
【課題】 切削加工が可能な素材からなるワークの表面に大きな面積であっても小さなストレスで所定の深さを有する凹所を容易に形成する凹所形成方法を提供する。
【解決手段】 ワーク1には切削加工が可能な素材が用いられる。ワーク1に凹所を形成するための切削工具10は、ワーク1に対して所定角度を有した状態で移動装置に保持される。そして、まずフィン形成工程において、切削工具10をワークに対して所定角度で掘り下げる掘り下げ方向に移動させて肉薄の切削フィン3を起立形成させる。続いて、切削工程において切削工具10を水平方向に移動させて切削フィン3を切削してワーク1から離脱させる。その後、フィン形成工程と切削工程を順次繰り返えすことにより、ワーク1には所定の深さdと面積を有する凹所2が形成される。
(もっと読む)
内壁加工方法及びその装置
【課題】2つのクランク軸を用いることで、従来必要としたクランク軸の偏心量を徐々に可変させる複雑な構成の偏心量可変機構を不要として、コストダウンを図ることができる内壁加工方法と内壁加工装置とを提供するものである。
【解決手段】クランクアーム16の一端にカッタ72を着脱自在に取付け、そのクランクアーム16の他端に、第一クランク軸12によってクランク運動させられる第一クランクピン14を連結する。第二クランク軸20によってクランク運動させられる第二クランクピン22によってクランクアーム16の長さの途中を支持し、しかもそのクランクアーム16は第二クランクピン22に対して往復移動自在とする。加工時に第一クランクピン14の位相と第二クランクピン22の位相とを徐々に変化させることによって、カッタ72の移動軌跡である楕円形状の大きさを変えることができる。
(もっと読む)
端面切削装置および端面切削方法
【課題】導光板の端面を切削するバイトに付着した切り屑を効率的に取り除くことができる端面切削装置および端面切削方法を提供すること。
【解決手段】本発明の端面切削装置は、導光板2の端面に沿って移動するバイト36によって導光板の端面を切削する端面切削装置であって、導光板を所定位置に固定する固定手段14と、固定手段によって固定された導光板の端面に沿って移動しながら導光板の端面を切削するバイトと、バイトの刃先のすくい面にエアを吹き付けるエア供給手段48と、を備えていることを特徴とする。
(もっと読む)
ビームブランク鋳片の切断ノロ除去装置
【課題】 強固に付着した切断ノロを除去するのに十分な強度を有し、しかも、設備が小型で保守メンテナンスが容易であり、且つ、ビームブランク鋳片が切断ノロ除去装置に対してずれて搬送されても、そのビームブランク鋳片の切断ノロの除去が可能である、ビームブランク鋳片の切断ノロ除去装置を提供する。
【解決手段】 上記課題を解決するための切断ノロ除去装置1は、ビームブランク鋳片13の切断面凹部13dに嵌合する形状を有する主バイト2と、該主バイトに取り付けられた、上下方向の摺動が可能な先行バイト3と、該先行バイトを主バイトに対して上方に突出させる押上部材4と、前記主バイトを幅方向摺動可能に取り付ける刃物台座5と、前記主バイトを該刃物台座の中心位置に復元させる復元部材6と、前記刃物台座を上下方向に移動させる昇降装置7と、を備える。
(もっと読む)
プレス型のスライドガイド部加工方法および加工工具
【課題】削加工面を平面に近い状態に加工し、かつ生産性の高いプレス型のスライドガイド部加工方法および加工工具を提供する。
【解決手段】マシニングセンタ等の加工機の主軸頭に凸曲線の刃先のチップを備えた垂直切削工具10を装着し、該垂直切削工具10を回転することなく下降動によりプレス型1の側面に突出している上下方向のスライドガイド部2の立面を大きなピッチ幅で切削加工するようにした。前記垂直切削工具10はシャンク3下端面の円周4方向に刃先が凸曲線をなすチップを固着した。前記チップ刃先の凸曲線Rを80mm〜400mmとした。
(もっと読む)
加工装置
【課題】多数のディンプルをワーク表面に短時間かつ不規則配置に形成することを可能にする加工装置を提供する。
【解決手段】加工装置は、ワークの表面に第1方向の深さを備えた複数のディンプルを加工するための工具と、工具をワークに対して第1方向及び第1方向に略垂直な第2方向に移動させることができる駆動装置と、工具をワークに対して第2方向に移動させている間に、周波数及び振幅が不規則な信号W1を所定の閾値Y1でコンパレートして得られた波形C1の立上り部R1a〜R1fをトリガーとして、工具をワークに対して第1方向に移動させてワークに切り込むように駆動装置を制御する制御装置と、を有する。
(もっと読む)
切削加工方法並びにこれに用いられる切削装置及び工具
【課題】例えば3mm以下の寸法レベルの微細異形穴又は溝を、高精度に形成し得、併せて工具摩耗を軽減し、バリ発生も抑制することのできる切削加工方法を提供する。
【解決手段】切削工具に超音波振動を加え、切削工具の先端を被加工物の所定の位置に当てて切り込み切削を行うことにより、被加工物に所定の形状の穴又は溝を形成する方法において、切削抵抗を軽減するために、(a)超音波振動加振を行わない場合と比較して、切削における初期及び終期の主分力、並びに初期及び終期の背分力がいずれも小さくなる、すくい角を設けた切削工具を用いること、(b)切削工具の切り込み送りの動作を断続的な間欠動作で行うこと、(c)多面の切れ刃を有するようにすくい角を設けた切削工具を用いること、及び(d)被加工物に最終的に形成される所定の穴又は溝の断面よりも細径の先端を有する切削工具を用いること、の少なくともいずれか1つのことを行う。
(もっと読む)
形削り盤
形削り盤上では工作物は第1の送り要素(5)を用いてストッパー(4)に沿って縦加工のために工具へ通過案内される。上記工具は水平及び垂直スピンドル(10、11)に取付けられる。形削り盤には第2の送り要素を設けられている。上記第2の送り要素を用いて、第1の送り要素(5)を用いる場合と同じ送り方向へ移動可能である。第2の送り要素(5)を用いた工作物(3)の加工のため、垂直スピンドル(10、11)が利用される。上記形削り盤を用いて、家具組み立て用工作物、窓枠用又はドア枠用工作物、及びその種の工作物が加工される。  (もっと読む)
(もっと読む)
ツイン工具台とツインクランプを有するV溝加工装置およびV溝加工方法
【課題】生産原価の節減および高価の加工装置の効率的な活用を可能にするツイン工具台とツインクランプを有するV溝加工装置およびV溝加工方法を提供する。
【解決手段】V溝加工装置のベッドの長手方向両側にセッティングブロックをそれぞれ対向して設け、これらセッティングブロックには長手方向に連続して形成されたサイドクランプをそれぞれ設け、前記ベッドの一側には一対のフロントクランプを設け、このフロンとクランプを、両方向に螺子山を有するクランプ移送スクリューに螺合して同時移動可能にし、V溝加工装置の往復台には一対の工具台を離隔して装着し、この工具台を両方向に螺子山を有する工具台移送スクリューに装着して、前記フロントクランプと同一幅で同時に近接または離隔するようにする。
(もっと読む)
1 - 19 / 19
[ Back to top ]