
Fターム[3C058CA08]の内容
仕上研磨、刃砥ぎ、特定研削機構による研削 (42,632) | 課題(ワーク種別) (3,461) | 材質 (2,114) | 木材 (12)
Fターム[3C058CA08]に分類される特許
1 - 12 / 12
研削ベルト受け多数突部付きベルトを備えたベルト研削機
【課題】ベルト研削機を大型化又は小型化に適したものにすると共に、被研削物の外周面にあるバリや凹凸等の被研削箇所に対し、大きな研削力を連続的に発揮させて研削時間を短縮し、研削効率を向上させて、被研削物の平滑化に必要な作業時間を短くする。
【解決手段】固定定盤17と研削ベルト18との間に多数突部付きベルト23を介在して、それ等を3層状に重ね、その多数突部付きベルト23として、多数突部付きにする際に、そのベルト本体24の研削ベルト受け面形成側に、多数本の直線状突部22をベルト本体24の走行方向に対し傾斜する方向に延ばして設け、それ等の突部22を研削ベルト受け面形成側に分散して配置し、それ等の突部22の頂面により研削ベルト受け面を形成して用い、その両ベルト18、23の走行方向を同一にし、走行速度をほぼ同一にする。
(もっと読む)
手持ち式ベルトサンダ

【課題】操作性のよい手持ち式ベルトサンダを提供する。
【解決手段】把持部11を有する本体4と、本体4内に設けられるモータ5と、モータ5の出力軸5Aに対して直交する方向へ延びる回転軸21と、回転軸21に設けられる傘歯車22と、回転軸21に一体回転自在に設けられる駆動プーリ18と、本体4の前部に設けられた支持部13dに取り付けられ、前方側へ延びるように設けられるアーム20と、アーム20の先端側に取り付けられることで、駆動プーリ18よりも前方に位置する従動プーリ19とを備え、駆動プーリ18及び従動プーリ19に亘ってサンダベルト6が巻回され、回転軸21は、出力軸5Aに対して交差するように軸方向の一方側と他方側の両方が延びており、駆動プーリ18は、回転軸21の一方側に配置され、支持部13dは、回転軸21の他方側における本体4の前部に配置されている。
(もっと読む)
手持ち式ベルトサンダ
【課題】回転砥石等の回転刃物も使用できる新たな手持ち式ベルトサンダを提供する。
【解決手段】駆動源であるモータ12と、モータ12のモータ軸12aに固定される駆動側傘歯車13と、駆動側傘歯車13により回転駆動され駆動プーリ21を備える従動回転部と、従動回転部の前側に突出して設置されるアーム部30と、アーム部30の前側先端部に駆動プーリ21と離間して回動自在に設置される従動プーリ22と、駆動プーリ21と従動プーリ22との間に張架される無端のサンダベルト41とを備える手持ち式ベルトサンダにおいて、駆動プーリ21は回転刃物を取付け可能とする回転刃物接続部を備える。
(もっと読む)
手持ち式ベルトサンダ
【課題】内周面として形成される被加工面を、正確かつ作業性良く加工することができる新たな手持ち式ベルトサンダを提供する。
【解決手段】駆動源により回転駆動される駆動プーリ21と、駆動プーリ21と離間して回動自在に設置された従動プーリ22と、駆動プーリ21と従動プーリ22との間に張架された無端のサンダベルト41と、サンダベルト41の内面側に装備されサンダベルト41を支持するガイド面36を有するベルトガイドと、を備える手持ち式ベルトサンダにおいて、ガイド面36は、サンダベルト41の進行方向に垂直な断面視においてサンダベルト41へ向かってR形状に形成されるR形状部36aを備える。
(もっと読む)
研削盤及び防塵カバー
【課題】グラインダー、サンダーなどの回転軸に固定し、金属、コンクリート、樹脂、石、木材などの部材(研削対象)を、効率的かつ平坦に削り、研磨し、また切断し、さらに研削対象を深く削ることもできる研削盤を提供する。
【解決手段】回転軸に固定される連結部2と前記連結部に固定される回転盤3とからなり、前記回転盤の底面には前記回転盤の回転中心角を偶数個に略等分した区画1を設け、1の区画には前記回転中心を中心とする同心円上に略同高さの複数の凸部3aと前記凸部と凸部の間には複数の凹部3bを形成し、かつ、前記1の区画と隣り合う他の区画には1の区画の凸部の同心円に相当する位置には凹部を、前記1の区画の凹部の同心円に相当する位置には凸部を形成したことを特徴とする研削盤の構成とした。
(もっと読む)
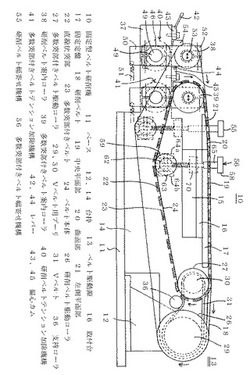
多数突部付き定盤揺動型ベルト研削機
【課題】被研削物の外周面にあるバリや凹凸等の被研削箇所に対し、大きな研削力を連続的に発揮させて研削時間を短縮し、研削効率を向上させて、被研削物の平滑化に必要な作業時間を短くする。
【解決手段】定盤27の研削ベルト受け面形成側に、多数本の直線状突部列を研削ベルト11の走行方向に対し傾斜する方向に延ばして設け、それ等の突部33を研削ベルト受け面形成側に分散して配置し、それ等の突部33の頂面32により研削ベルト受け面28を形成すると共に、定盤27を揺動し、研削ベルト受け面28を研削ベルト11の走行方向と直角方向に連続的に往復動させる定盤揺動機構37を備える。そして、研削ベルト11を走行方向と直角方向に連続的に往復動させるベルト揺動機構47を備える。
(もっと読む)
電気式研磨ガン
【課題】使用が便宜的かつ容易な電気式研磨ガンを提供すること。
【解決手段】本体、ギア減速装置、保持キャップ、作動装置を備え、本体は筐体、再充電可能電池、保護回路基板、スイッチ、トリガー、モータ、冷却フィン、取り付けバレルを設けていて、ギア減速装置は、取り付けバレル内に回転可能に取り付けられており、台座、2つの遊星ギア、リングギアを設けていて、台座は、取り付けバレル内に回転可能に取り付けられ、軸穴、2つのギア凹部、接続軸を設けていて、保持キャップは、ギア減速装置を取り付けバレル内に保持するために、取り付けバレルの周囲に取り付けられており、さらに内部ねじ切り部と貫通穴を設けていて、作動装置はギア減速装置の台座に取り外し可能に接続しており、パネルと接着層を設けている。
(もっと読む)
研磨装置
【課題】従来に無い画期的な研磨装置を提供することを課題とする。
【解決手段】一方側を砥粒面5,他方側を非砥粒面5aに形成した研磨布紙4を一対重合配設して成る研磨体7を、自転回転軸aに対して放射状態に、且つ自転回転軸aの軸方向に所定間隔を介して多数並設状態に設けると共に、各研磨体7の表面を自転回転軸aの軸方向と対向状態に設け、この自転回転軸aを軸に回転してこの自転回転軸aに設けた多数の研磨体7を回転させ金属材や木材などの加工材6を研磨するように構成した回転研磨体1と、この回転研磨体1を前記自転回転軸aの軸方向の速度成分が生ずる方向に移動させつつこの回転研磨体1を前記加工材6に当接させる移動装置部Mとを設けた研磨装置。
(もっと読む)
サンディングマシン
【課題】反りが生じたワークの湾曲した研磨面に対して研磨処理を施すことができるサンディングマシンを提供する。
【解決手段】サンディング機構20をワークWに接近する方向へ付勢した状態でワークWを搬送すると、クッション用エアシリンダ(付勢手段)の付勢力によって倣いロール55(倣い部材)がワークWの研磨面Waに押し付けられることにより、サンディングベルト33がワークWに対して位置決めされる。ワークWの研磨面Waが湾曲している場合は、ワークWの搬送が進むのに伴い、倣いロール55が研磨面Waの湾曲形態に追従することによってサンディング機構20が移動するので、サンディングベルト33はワークWに対して適正な位置関係に保たれる。これにより、湾曲した研磨面Waを適正に研磨することができる。
(もっと読む)
手持ち式ベルトサンダ
【課題】 加工作業を楽に行い得、高精度の加工も容易な手持ち式ベルトサンダの提供。
【解決手段】 把持部7を有する本体10の前部に、本体10に装着したモータ2から駆動力を得て本体10の幅方向に沿う軸線回りに回転する主プーリ65と従プーリ66を有し、これら主プーリ65と従プーリ66に懸架して本体10の前方に向けて延びる無端のサンダベルト5を備えた手持ち式ベルトサンダ1であって、サンダベルト5の幅方向中心線5aが、平面視において把持部7の幅B2よりも内側に位置されている構成。
(もっと読む)
前加工表面の研磨方法及び研磨組成物
本発明は、研磨組成物及び工場前加工表面カバーの研磨方法であり、この研磨組成物は、効果量の耐摩耗性粒子、レオロジー変性剤、及び溶媒を含む。本発明は、木質床表面及び工場の前加工木質床表面の研磨方法、及び研磨組成物を使用する工場前加工木質床の再仕上げ方法にさらに関する。 (もっと読む)
目詰まり防止被膜を有する研磨材
【課題】目詰まり防止剤が塗布された表面の微細構造をどのようにすれば、目詰まり防止剤の機能が充分に発揮されるかをつきとめること。
【解決手段】最外側面に目詰まり防止被膜を有する研磨材において、該目詰まり防止被膜は、目詰まり防止剤および結合樹脂を含有し、該結合樹脂はひび割れを伴って膜化されており、該ひび割れによって該目詰まり防止被膜の表面全体に網目状の微細構造が形成されている、研磨材。
(もっと読む)
1 - 12 / 12
[ Back to top ]