
Fターム[3C058DA19]の内容
仕上研磨、刃砥ぎ、特定研削機構による研削 (42,632) | 仕上研磨、特定研削機構による研削に特有の技術 (8,852) | 課題(ワーク種別) (3,710) | カム、クランクシャフト (52)
Fターム[3C058DA19]に分類される特許
1 - 20 / 52
フィレットローラの欠損判定装置およびその方法
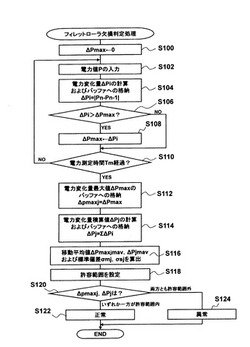
【課題】簡易な制御でありながら、精度よくフィレットローラの欠損を判定する。
【解決手段】逐次算出した所定時間あたりの電力変化量ΔPiを用いて電力変化量積算値ΔPjおよび電力変化量最大値ΔPmaxjを算出し(ステップS102〜S108,S114)、電力変化量積算値ΔPjと電力変化量最大値ΔPmaxjとを含む直近20ケの電力変化量積算値ΔPj−19〜ΔPjおよび電力変化量最大値ΔPmaxj−19〜ΔPmaxjを用いて許容値範囲ΔPjmav±3σsjおよびΔPmaxjmav±3σmjを設定して(ステップS112〜S118)、電力変化量積算値ΔPjおよび電力変化量最大値ΔPmaxjが許容値範囲ΔPjmav±3σsjおよびΔPmaxjmav±3σmjの範囲内であるか否かによってフィレットローラRが欠損しているか否かを判定する(ステップS120)。この結果、簡易な制御で欠損判定をすることができる。
(もっと読む)
フィレットローリング加工装置及びフィレットローリング装置の異常判定方法

【課題】フィレットローリング加工時に発生するフィレットローラに欠けなどの異常を精度よく判定可能なフィレットローリング加工装置及びフィレットローリング装置の異常判定方法を提供する。
【解決手段】フィレットローリング加工装置(100)は、フィレット溝部Fにフィレットローラ(5)を圧接しながら、クランクシャフトSを回転することによりフィレットローリング加工を行う。フィレットローリング加工後、低圧力値でフィレットローラ(5)をフィレット溝部Fに圧接しながら、低回転速度でクランクシャフトSを回転駆動して検出した振動振幅にフィレットローラ(5)における異常の有無を判定する判定手段(15)を備える。
(もっと読む)
フィレットローリング加工装置及びフィレットローリング加工方法
【課題】フィレットローリング加工時にフィレットローラに欠けなどの破損が発生することを抑制可能なフィレットローリング加工装置及び加工方法を提供する。
【解決手段】フィレットローリング加工装置(100)は、フィレット溝部Fにフィレットローラ(5)を圧接しながら、クランクシャフトSを回転することによりフィレットローリング加工を行う。特に、低圧力値でフィレットローラ(5)をフィレット溝部Fに圧接しながら、低回転速度でクランクシャフトSを回転駆動することにより、フィレット溝部Fの表面上に存在する凹凸を平滑化した後に、フィレットローリング加工を行うように制御する制御手段を備える。
(もっと読む)
クランク軸の疲労強度改善加工方法とその加工装置
【課題】ピン軸貫通孔の端部の強度を、これらの部位に一様に塑性加工を施すことによって向上させることが可能なクランク軸の疲労強度改善加工方法および加工装置を提供することである。
【解決手段】クランクスロー1のピン軸貫通孔5の端部に、一端側がピン軸貫通孔5の内径よりも小さく、他端側がピン軸貫通孔5の内径よりも大きく、一端側から他端側にかけて側面22aが凹曲面に形成され、他端側の端面の中央部に球座20aが形成された加圧工具22を、ピン軸貫通孔5に挿入してその側面22aをピン軸貫通孔5の端部に当接させ、球面座20aに、先端に凸部が形成された押圧用ロッド21aを押し付けて加圧することにより、ピン軸貫通孔5の端部を塑性変形させるようにした。それにより、応力が集中しやすいピン軸貫通孔5の端部周りが強化され、クランク軸の疲労強度が改善される。
(もっと読む)
加工材保持装置及びこれを用いた歪み材加工用テーブル
【課題】歪みや反りのある加工材の加工を研削加工するにあたり、加工後の平面度の精度を上げ且つ能率的な加工を行うことのできる加工材保持装置及びこれを用いた歪み材加工用テーブルを提供する。
【解決手段】蓋付枠体(8)の該蓋に貫通させ、上端に被加工材を載置することが可能なシャフト(5)と、枠体の蓋の内部に配置され、前記シャフトを貫通させて該枠体に設けた支点回りに回転傾斜するロックプレート(10)と、前記ロックプレートに接触および非接触するよう回転するカム(15)と、該カムを固定しかつ前記枠体を貫通させて回転するカムシャフト(17)とを備えた加工材保持装置(1)と、前記シャフトを貫通させる穴を設けて歪み或いは反りのある加工材をそのまま載置して支持し、上面を研削或いは切削工具で加工可能とした歪み材加工用テーブ(2)と、で構成される。
(もっと読む)
研磨方法及びその装置
【課題】被加工物の正方向の所定回数の回転及び研磨テープの行き移送により登り面を圧接研磨し、被加工物の逆方向の所定回数の回転及び研磨テープの戻り移送により下り面を圧接研磨することができる。
【解決手段】被加工物Wを保持して正方向又は逆方向に回転Rさせる保持回転機構Aと、研磨テープTの研磨面T1を被加工物の被研磨面W1に圧接させる圧接機構Bと、研磨テープを一方のテープリール1から他方のテープリールへと行き移送Mさせると共に他方のテープリールから一方のテープリールへと戻り移送Nさせるテープ移送機構Cと、被研磨面の内、登り面W11の研磨においては、研磨テープを被加工物の回転方向に対して反対向きに行き移送させ、被研磨面の内、下り面W2の研磨においては、研磨テープを被加工物の回転方向に対して反対向きに戻り移送させる制御手段Dとを備えてなる。
(もっと読む)
ラッピング装置、および、ラッピング加工方法
【課題】大がかりな機構や装置を用いることなく、円筒形状の加工物を回転させて高精度でラッピングを行えるようにする。
【解決手段】ラッピング装置は、円筒状の軸部外形をラッピングにて仕上げ加工するラッピング用のラッピング治具1を備え、ラッピング治具1は、軸部を二方向から挟むホルダー50、60と、該ホルダー50、60を保持する一対のアーム20、30とを備え、アーム20、30は、一端部が連結され、他端部がバネ35により狭圧され、中間部にホルダー50、60の取り付け部である貫通孔22、32を有し、バネ35の張力によりラッピング圧力を作用させる。
(もっと読む)
テープホルダ一体型カセットシュー組立体
【課題】テープ5をたるみなく保持しまた、凹面2aと被加工物3との間で引っ張られた状態で保持し、容易に被加工物を交換でき、フレキシブルに加工できるテープホルダ一体型カセットシュー組立体を提供。
【解決手段】テープ5を被加工物3表面に接触押圧する凹面2aを有する一対のシュー組立体2と、本体15に支持され、シュー組立体2を支持する一対の開閉アーム1と、アーム開閉装置D、テープ供給ホルダ6、テープ巻取ホルダ7、開閉アームの先端に開閉可能に取り付けられた副アーム17と、副アーム先端に固定された先端案内ロ−ラ8と、開閉アーム基部に配置された基部案内ロ−ラ9と、を有し、開閉アームが開くとき副アームがアームスプリング21に押されて開き、テープ5はたるみなく引っ張られる。開閉アームが閉じるときテープが一対のシュー組立体の凹面と被加工物との間で引っ張られて副アームを閉じるようにする。
(もっと読む)
ラッピング加工装置、およびラッピング加工方法
【課題】クランプアームのうち、少なくとも、ラッピング加工を行うクランプ部以外のアーム幅を狭く設定することが可能なラッピング加工装置、およびラッピング加工方法を提供する。
【解決手段】ラッピング加工装置1は、薄肉基材の一面に砥粒が付設されたラッピングフィルムと、ラッピングフィルムが掛け渡され、ワークWにおける加工部をクランプして、ワークの加工面をラッピングフィルムによって覆うクランプアーム20と、クランプアームに設けられ、少なくとも、ラッピング加工を行うクランプ部23、24以外を通過するラッピングフィルムの通過幅を狭めて案内する案内手段(第1のガイドローラ41)と、を有している。
(もっと読む)
研削方法と研削装置
【課題】バリ除去の精度向上と生産性向上を図る。
【解決手段】グラインダにてワーク200の表面を研削する研削装置1であって、ワーク200を搬送する搬入コンベア2と、基準ワークに対するワーク200の変位量を計測する計測装置4と、グラインダを所定の軌跡になぞって移動してワーク200の表面のバリを除去する研削ロボット6A〜6Dと、研削ロボット6A〜6Dによる研削の際にワーク200を支持する支持装置5と、バリ除去後のワーク200を搬出する搬出コンベア7と、ワーク200を計測装置4や支持装置5や搬出コンベア7に移送する移送ロボット3と、を備え、計測装置4により、個々のワーク200について基準ワークに対する変位量を計測し、グラインダの移動軌跡を個々のワーク200の変位量分だけ補正を行い、補正された軌跡になぞってグラインダを移動させてワーク200のバリを除去する。
(もっと読む)
クランク軸の疲労強度改善加工方法とその加工装置
【課題】ピン軸貫通孔の端部の強度を、これらの部位に一様に塑性加工を施すことによって向上させることが可能なクランク軸の疲労強度改善加工方法および加工装置を提供することである。
【解決手段】クランクスロー1のピン軸貫通孔5の端部に、表面に凹曲面が形成された加工ロール6a、6aをその軸心をピン軸貫通孔5の軸方向に斜交する方向に、ストラット材13を介して連結し、加工ロール6a、6aとピン軸外周に回転可能に当接しジャッキ14に接続されたバックアップロール11aを、ストラット材を介して連結し、ジャッキ14によりストラット材13a、13aに張力を導入して、加工ロール6a、6aをピン軸貫通孔5の軸方向端部に押し付けて加圧した状態で、クランクスロー1に対して相対的に回転させて前記端部を塑性変形させようにした。
(もっと読む)
フィレットロール加工装置及びフィレットロール加工方法
【課題】装置構成を簡略化して装置コストを低減すると共にアーム位置復元の必要がないフィレットロール加工装置を提供する。
【解決手段】アッパーアーム11とロワーアーム13の他端部に取り付けられ、これらアームを開閉自在としてピン部又はジャーナル部をフィレットローラ10と把持ローラ12とで挟み込むクランプ状態又は挟み込みを開放するアンクランプ状態とするアーム開閉機構部14と、アッパーアーム及びロワーアームをフレーム15に支持させるアーム支持機構部16と、アッパーアームとロワーアームをアンクランプ状態に保持させるアンクランプ保持機構部17とを備える。アンクランプ保持機構部はフレームに固定された固定ピン37と、アッパーアーム及びロワーアームにそれぞれ取り付けられた固定ピン受け部38、39とを有し、固定ピン受け部で固定ピンを挟み込むことでアンクランプ状態を保持させる。
(もっと読む)
フィレットロール加工装置及びフィレットロール加工方法
【課題】装置構成を簡略化して装置コストを低減することのできるフィレットロール加工装置を提供する。
【解決手段】アッパーアーム11とロワーアーム13を開閉自在としてピン部又はジャーナル部をフィレットローラ10と把持ローラ12とで挟み込むクランプ状態又は挟み込みを開放するアンクランプ状態とするアーム開閉機構部14と、アッパーアーム及びロワーアームをフレーム15に対して吊り下げて支持させる揺動自在なアーム支持部材31を有したアーム支持機構部16と、アーム支持部材に係合してこのアーム支持部材を揺動不可能にするロック位置とアーム支持部材に非係合してこのアーム支持部材を揺動可能にするアンロック位置とに渡り回動自在とされるロックアーム部材41を有し、このロックアーム部材を前記アーム開閉機構部の動作に連動させてロック位置とアンロック位置とに回動自在とするロック機構部18と、を備える。
(もっと読む)
ペーパーラップ装置のペーパーラップシュー
【課題】ペーパーラップシューの軸心と被加工物の軸心とがワークの軸方向に対して直角な面上で互いにずれても、ペーパーラップシューの断面円弧状の凹面が、ワークの軸方向に対して直角な面上を大きい角度でフローィングすることができ、ペーパーラップシューが被加工物の軸に片当たりすることなく被加工物の軸に均等に密着させて、被加工物の軸表面の均一な仕上がりが得られるペーパーラップ装置のペーパーラップシューを提供。
【解決手段】ペーパーラップシュー 3、3はシューホルダー 2、2に一対の支点ピン 4、4により軸方向に揺動可能に支持され、開閉アーム 1、1、シューホルダー 2、2及びペーパーラップシュー 3、3のそれぞれ中央に設けた穴 16、21、22、31に嵌合する中央ピン10及びワシャー13を介して、シューホルダー 2、2及びペーパーラップシュー 3、3を開閉アーム 1、1に対し中央ピン10の回りにフローィングするよう揺動可能に支持した。
(もっと読む)
テープラップ装置
【課題】新しいラッピングテープを巻いたラッピングテープ繰り出しリール及び使用済みのラッピングテープを巻取る使用済みのラッピングテープ巻取リールの段取り替え、及び使用済みのラッピングテープ回収容器からの使用済みの取出・回収廃却を、テープラップ装置の機械本体前面の通路で行うことができるテープラップ装置を提供。
【解決手段】新しいラッピングテープ3Aを巻いたラッピングテープ繰り出しリール10をテープラップ装置の機械本体11前面上部12に配置し、機械本体11前面下部15に使用済みのラッピングテープ3Bを巻取る使用済みのラッピングテープ巻取リール20を配置し、さらに使用済みのラッピングテープ巻取リール20の下方に使用済みのラッピングテープ回収容器21を配置した。
(もっと読む)
テープラップ装置
【課題】一対の開閉アームのシュー組立体支持部材による支点ピンの支持構造が着脱に時間がかからない差し込み式であってかつ支点ピン又はシュー組立体支持部材の断面U字形の各端部の穴が摩耗してもシュー組立体が落下することがないテープラップ装置を提供。
【解決手段】開閉アーム 1、1のシュー組立体支持部材の断面U字形の各端部 7、7には、一対の支点ピン 4、4の円筒部 40、40を挿入する一対の穴 45、45と、各穴 45、45に隣接してねじばめされた支持軸 8、8を有し、支持軸頭部 11、11は支持軸軸心に対し長さSの短辺部12と軸心に対し長さLの長辺部13とを持つクランプ金 9をスプリング10を挟み回転可能にかつ軸方向に移動可能に支持し、クランプ金 9の短辺部12の位置からクランプ金 9を回転して、クランプ金14の長辺部13の位置で一対の支点ピン 4、4の円筒部 40、40の下側全体がクランプ金 9、9の長辺部13により一対の穴 45、45内に落下止め固定されるようにした。
(もっと読む)
ラッピング加工方法およびラッピング加工装置
【課題】ワークの加工面の軸方向の形状の創生と加工面の軸方向全体の面粗度の低減とを、バランス良く実行することが可能なラッピング加工方法およびラッピング加工装置を提供する。
【解決手段】断面非真円の円弧状の加工面を有する回転するワークWにラッピングフィルム11の砥粒面を押付けてラッピング加工を施すラッピング加工方法であって、先端部がワークの軸方向で湾曲面に形成され、その湾曲面の湾曲率が互いに異なる対向配置されたシュー71、72で、ラッピングフィルムをその背面側から加工面に向けて押圧し、その状態下でワークを回転駆動する。
(もっと読む)
テープラップ装置
【課題】軸物の被加工物の回転中心軸がハードシュー組立体の比較的剛性の凹面の中心軸に対して振れがあるとき、ハードシュー組立体の比較的剛性の凹面の中心軸が該軸物の被加工物の振れた回転中心軸に倣うことができるテープラップ装置を提供。
【解決手段】一対のピンの球面を有する先端 7の一方は、シューフレーム 5にピン 6の軸方向(X軸方向)にのみ隙間を持って移動可能に支持され、該一対のピンの球面を有する先端の他方は、該シューフレームに該ピンの軸方向(X軸方向)、ピンの軸方向(X軸方向)と直交するY軸方向及びY軸方向と直交するZ軸方向にそれぞれ隙間を持って3軸方向に移動可能に支持され、軸物の被加工物 3の回転中心 8がシュー組立体 2の比較的剛性の凹面2aの中心軸 9に対して振れがあるとき(図2(c))、シュー組立体 2の比較的剛性の凹面2aの中心軸 9が軸物の被加工物 3の振れた回転中心 8' に倣うようにした。
(もっと読む)
クランクシャフト用ディープローリング機械
【解決手段】本発明は、クランクシャフト(5)の回転軸(4)方向にそれぞれ、横方向に間隔をあけて隣接し、ディープローリング機械(2)に旋回可能に取り付けられている、シザーズ構造の複数のディープローリング装置(3)を有し、いくつかのディープローリング装置(3)がメインベアリングジャーナル(14)のディープロール用に、そして他のいくつかがクランクシャフト(5)のクランクピンジャーナルのディープローリング用に設けられており、ディープローリング装置(3)がその両方のシザーアームの外側の端でそれぞれ、ディープローリングツール(10)を構成するディープローリングローラヘッド(11)と支持ローラヘッド(9)を支持し、ディープローリングツール(10)がシザーアームに沿って、ディープローリング装置(3)の付属の固定具からディープローリング機械(2)まで、シザーアームの長さに対する幅の大きさよりも大きい間隔を有す、クランクシャフト用ディープローリング機械に関する。メインベアリングジャーナル(14)またはクランクピンジャーナルのディープロール用に設けられたディープローリング装置(3)の少なくとも1つに、ディープローリング装置(3)の作業位置でクランクシャフト(5)に係合し、ディープローリング装置(3)をクランクシャフト(5)の回転軸(4)方向に安定させる装置(8)が設けられている。 (もっと読む)
テープラップ装置
【課題】クランクシャフトを含む自動車部品などの被加工物を加工するテープラップ装置において、被加工物の回転軸表面の材質、被加工物の回転軸の回転数又はテープ研磨材被覆面粒度のいずれかが異なっても、すべりが発生しない、被加工物の回転軸表面精度を満足させる凹面剛性表面をもつバックアップシュー組立体を有するテープラップ装置を提供。
【解決手段】バックアップシュー組立体 5の凹面剛性表面 4に微細な穴加工を含む微細な凹凸24を形成し、さらにバックアップシュー組立体 5の凹面剛性表面 4の各微細な穴加工を含む微細な凹凸24上にダイヤモンドを含む超硬砥粒14を電着した超硬砥粒電着層16を設け、微細な穴加工を含む微細な凹凸24の鋭利な角部25と各ダイヤモンドを含む超硬砥粒14の鋭利な角部を有する凹凸15とによりすべりを防止するようにした。
(もっと読む)
1 - 20 / 52
[ Back to top ]