
Fターム[3C060BB05]の内容
穴あけ、型抜、切断刃以外の手段による切断 (5,369) | 工具の形状、構造 (439) | ナイフ状刃の形状 (113) | 閉曲線 (46)
Fターム[3C060BB05]の下位に属するFターム
円形 (6)
Fターム[3C060BB05]に分類される特許
21 - 40 / 40
貼付剤の製造方法
【課題】
本発明は、端部から粘着剤がはみ出したり、流れ出すことを抑制し得る貼付剤の製造方法を提供することを課題とする。
【解決手段】
本発明は、貼付剤の製造方法であって、支持体の少なくとも片面上に粘着剤層を、および該粘着剤層上に剥離ライナーを備える粘着シートを用意し、該粘着シートから、凸状押し切り刃で、支持体の少なくとも片面上に粘着剤層を、および該粘着剤層上に剥離ライナーを備える貼付剤を打ち抜く工程を含み、ここで、該凸状押し切り刃の少なくとも先端部において、凸状押し切り刃の延設方向に直交する断面形状は、角度aは角度bよりも大きいことを特徴とする、製造方法を提供する。ここで、前記断面形状において、角度aおよび角度bは、本明細書中に記載した意味を有する。
(もっと読む)
切断効率が高い切断フレーム
本明細書では、一種以上の比較的小さなサイズを有する長方形単位断片を、長方形ベース材料から、予め決められた傾斜で切断するための複数のカッターを包含し、該カッターが、該長方形単位断片に対応するように、中に取り付けられているか、または形成されている切断フレームであって、該カッターが、該切断フレーム中に、該長方形単位断片の配列構造に基づいて、最上列の長方形単位断片及び最下列の長方形単位断片を除いた残りの大多数の長方形単位断片が、各長方形単位断片の4側部で異なった長方形単位断片に隣接した状態で配置され、少なくとも幾つかの、隣接する4個の長方形単位断片の組合せが、それらの中央に島型残部を形成するように、取り付けられるか、または形成される、切断フレームを開示する。  (もっと読む)
(もっと読む)
並び模様形成方法、及び並び模様形成装置

【課題】シート上に並び模様を形成する際に、模様の間隔が最適になるように位置合わせを行う。
【解決手段】模様表示17と当該模様における基準位置を示すセンター基準突起28とを有するパンチ2と、並び模様表示41と該並び模様の夫々の模様についての基準位置を特定する基準位置特定表示43a,43b・・・とを有する位置決め板4と、シートが載置される載置台50、シートを固定する固定部材60、シートの端合わせを行う端合わせ部材70を有する位置決め器具5とによって並び模様形成装置1を構成し、載置台にシートを載置し固定部材で固定し、その固定部材に位置決め板を取り付ける。位置決め板に表示された基準位置特定表示にパンチ2のセンター基準突起28を合わせることによって位置合わせを行ない、パンチで孔を形成していくことで、模様の間隔が最適な並び模様を形成することができる。
(もっと読む)
枚葉紙打抜き・型押し機
【課題】本発明は、複数の処理ステーションを有し、処理ステーションのストローク運動が枚葉紙の搬送経路に左右されることがない枚葉紙打抜き・型押し機を提供することを目的とする。
【解決手段】本発明は、複数の処理ステーションを備えている、紙、板紙などからなる枚葉紙を処理するための枚葉紙打抜き・型押し機に関する。処理ステーション2、2’、2’’の各々は、フレームに固定された下台9、9’、9’’と送り可能な上台10、10’、10’’とを有している。個々の処理ステーションを通るように枚葉紙6を搬送するために搬送装置8、8’、8’’が設けられている。各々の送り可能な上台は別個の駆動装置16、16’、16’’によって動かされる。別個の駆動装置は、各々の処理ステーションの送り可能な上台のストローク運動を個別に調整可能であるように位置制御ループを介して制御される。
(もっと読む)
鉛蓄電池用格子体の管理用サンプル打ち抜き装置
【課題】連続格子体から管理用サンプルを打ち抜く際に、管理用サンプル内で格子部分が占める面積を毎回一定にすることができる鉛蓄電池用格子体の管理用サンプル打ち抜き装置を提供する。
【解決手段】連続格子体1から管理用サンプルSを打ち抜くトムソン刃として矩形状の刃先を有するものを用い、トムソン刃の刃先の縦方向寸法Vを連続格子体の横骨102の幅寸法t1以上に設定する。またトムソン刃の横方向寸法Lは、連続格子体の縦骨101,101,…の配設ピッチPの整数倍に等しく設定する。
(もっと読む)
弾性被加工物の成形方法及びそれにより成形された弾性成形体
【課題】弾性被加工物のテーパ面を同時に複数面形成できる成形方法、または、環状に切断されてなるテーパ面を有する弾性被加工物の成形方法を提供する。
【解決手段】台座20の主面において、直線状に移動する一対の切断刃30の移動方向と交差する部位の外縁に設けられた一対の隆起部21にまたがる状態で、弾性を有する板状の被加工物100を載架するステップと、前記一対の隆起部21の肩部表面に沿って前記被加工物100が弾性屈曲することを許容しながら、前記一対の隆起部21間における台座20上に前記被加工物100を押し当てるステップと、前記一対の切断刃30を被加工物100上から前記交差する部位へ移動させて、前記被加工物100の前記弾性屈曲部位を切断するステップとを有する成形方法を用いる。
(もっと読む)
光学フィルムシートの打抜き装置および光学フィルムシートの打抜き方法
【課題】 光学フィルムシートの打抜き時に静電気の発生を抑制することによって、光学フィルムに粉塵の付着を防止し得る打抜き装置の提供。
【解決手段】 光学フィルムシートを載置するマットと打抜き刃とを相対的に接触離間自在に設けて、マットに載置した光学フィルムシートを打抜くようにした光学フィルムシートの打抜き装置であって、前記マットにおいて打抜き刃が接触する面とは反対側の面に導電処理が施されている構成。
(もっと読む)
ダイカットロール
【課題】ダイカットロールにおいて、ダイカッターあるいはアンビルロールのたわみによる切断不良を解消すること。
【解決手段】表面に凸状押切刃1を設けたダイカッター2とアンビルロール3とからなり、シート状のワークをダイカッター2とアンビルロール3との間に挿通し、ダイカッター2の凸状押切刃1をアンビルロール3の表面に回転押圧して押圧切断を行うダイカットロールにおいて、調整ネジ13の操作によりダイカッター2側のホルダー11をX軸方向に移動させ、ダイカッター2とアンビルロール3のそれぞれの回転軸を交差状態に配置するようにした。また、ダイカッター2とアンビルロール3のそれぞれの回転軸の交差角度は調整ネジ13の操作により調整可能とした。
(もっと読む)
打ち抜き用型の底面加工方法
【課題】成形物打ち抜き自動位置決め装置に、高能率、正確に使用出来る、ガイド付打ち抜き用型を提供する。
【解決手段】打ち抜き用型が、ガイドに忠実、迅速に対応しうる様に、打ち抜き用ガイド1を床板2に載置し、その床板の底面に、滑り易い様に、磨き金属板、シリコン、フッソ加工板等の滑り板3をネジ、接着剤などで貼付け、打ち抜き用型の移動性を向上した。
(もっと読む)
抜刃保護装置
【課題】熱成形された立体部分を有するシートから製品を打ち抜く抜刃の切断能力を保持、延長する。
【解決手段】抜刃1を打ち抜く対象物の形状に従い作成し、その抜刃を保持する保持台2に設置し、その周辺に防護壁3を設ける。この防護壁と抜刃との間隔は、打ち抜く対象物により変動するが、通常2mm乃至5mm程度とする。この防護壁により、抜刃と打ち抜かれる対象物との接触する部分の圧力が分散され、抜刃の負荷が軽減され、抜き刃の耐用期間を延長する。
(もっと読む)
発泡成形体の孔成形方法および孔成形装置
【課題】変形し易い発泡成形体に対して効率的かつ適切に通孔を成形するようにした孔成形方法と、この孔成形方法を好適に実施するための孔成形装置を提供する。
【解決手段】板状を呈する複数の発泡成形体10を並列的に整列させ、このら発泡成形体10の一方の側から、打抜き具22を所要の速度で順次突入して貫通させる。この際に、各発泡成形体10から破断分離した不要破棄物14を、打抜き具22の先端に設けた先端陥凹部36へ順次収容する。そして、打抜き具22が全ての発泡成形体10を貫通してその先端が他方の側へ抜け出たら、先端陥凹部36へ収容されていた不要破棄物14を、除去機構による吸引空気を利用してこの他方の側から取り除く。なお、打抜き具22の突入に先立ち、整列させた各発泡成形体10を、該打抜き具22の突入方向と同一方向から3〜5%の範囲で圧縮する。
(もっと読む)
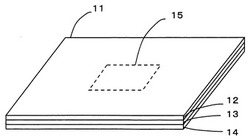
粘着フィルム及び粘着フィルムの製造装置並びに製造方法
【課題】従来の加工方法で得られた粘着フィルムに比較して、基材フィルム及び粘着剤層の周囲に存在する耳部が除去された後における粘着剤層のエッジ幅の寸法変化が小さくなる粘着フィルムを提供する。
【解決手段】粘着フィルム11は、剥離フィルム12上に粘着剤層13及び基材フィルム14が積層された積層体16が複数設けられている。積層体16は、四角錐台状に形成され、粘着剤層13及び基材フィルム14は、平面矩形状に形成されている。粘着フィルム11は、矩形状の積層体16の周囲に存在する耳部15が除去されてから7日経過後における(B−A)/Aの値が0.001以下となるように形成されている。ここで、Aは、積層体16を矩形の一辺と直交する仮想平面と基材フィルム14の表面との交線の長さであり、Bは、前記仮想平面と粘着剤層13の基材フィルム14と反対側の面との交線の長さである。
(もっと読む)
抜き型
【課題】
切断片を回収できる構成の切断刃をボードに装着してもずれが生じることがない抜き型を提供する。
【解決手段】
切断刃1がボード9に装着され鉄板13により切断刃のズレ防止を行う抜き型であって、切断刃は、直方体の側部が抉られた形状を有する、庇部と床部と背部とからなる台座2と、前記台座と一体化した刃先が平面視ループ状の刃1とを有し、刃1の内側には上下に連通する空孔が形成され当該空孔が前記台座の抉られた部分で開口し、前記鉄板13は、幅が台座2の幅よりも広く、かつ枠開口が前記台座の前記正面視輪郭とほぼ同じであり、前記直方体の前記庇部が位置する面とは反対側の面に接して形成された当該枠体に対応するスリットに収納されている。
(もっと読む)
樹脂板の打ち抜き装置
【課題】 直線刃と曲線刃との接続箇所の連続性を確保して、樹脂板を高精度で打ち抜くことができる装置を提供する。
【解決手段】 直線状の刃を固定する直線刃ホルダ121〜128と、曲線状の刃を固定する曲線刃ホルダ131〜138を備える。曲線刃ホルダは直線刃ホルダを嵌合する嵌合部(ほぞ及びほぞ穴)16を有する。嵌合部16により直線刃ホルダと曲線刃ホルダの相対的な位置が正確に定められるため、直線刃及び曲線刃との接続箇所の連続性を確保することができる。
(もっと読む)
打抜装置及びこれに用いる打抜型
【課題】シート製品が型穴から材料シート上に落下するのを防止し、円滑な打抜作業が行えるようにする。
【解決手段】水平方向に搬送される長尺状の材料シート1から、打抜型20で多数のシート製品90を打抜く打抜ステーションAと、打抜型で打ち抜かれたシート製品を取り出す取出しステーションBとを具備し、打抜型は、上下に貫通した型穴28の先端周縁の刃部202aを材料シートに圧接させることにより、材料シートからシート製品を順次打ち抜いて、型穴内に積層状態に収容する構成とし、取出ステーションには、積層状態に収容されたシート製品群を型穴から取出部に押し出す為の押出プッシャ3が設けられている打抜装置に於いて、打抜型を、材料シートの搬送域の下方に配設した。
(もっと読む)
ラミネートフィルム貼付ラベルの作成方法
【課題】ラミネートフィルムを貼付したラベルを容易に作成する。
【解決手段】(a)印刷媒体1がセットされたときに、印刷媒体1の先端を先端検出センサS1で検出し、先端位置を基準にして印刷媒体1にラベルaを印刷する。
(b)ラベルの印刷部の下流側で印刷媒体1を切断して排出させる。
(c)排出された印刷媒体1の印刷シートの表面にラミネートフィルム25を手貼りして再びプリンタ3にセットする。
(d)印刷媒体1の先端を先端検出センサS1で検出し、先端を基準にして決められた出力位置でラベルの周囲を所定の形にハーフカットする。
(e)印刷媒体1を排出させる。
(もっと読む)
抜き型用切断刃及び抜き型
【課題】寸法精度の良い打ち抜きと同時に抜き製品と行きカスと分離が行える抜き型とそれに用いる切断刃の提供。
【解決手段】曲げ加工を用いず削り出し加工で作製された、台座2と一体化してなる切断刃1であって、切断刃と台座に連通する空孔3を有し、前記台座は断面形状の切り欠き部4を有し、前記空孔が前記切り欠き部に開口することにより、抜きカス又は抜き製品が前記空孔及び/又は切り欠き部内に落ちて両者が切断と同時に分離されるようにしたことを特徴とする抜き型用切断刃。
(もっと読む)
抜き型
【課題】 打ち抜き作業時に際し、スクラップが打ち抜き刃に詰まったり、飛散することがなく、また、溝等に溜められたスクラップを掻きだして回収する必要もなく、スクラップの分離、回収が容易な抜き型を提供すること。
【解決手段】 スクラップ逃し孔が上下方向に形成された1つまたは2つ以上の打抜き刃を備えた型抜き刃が型抜き用ボードに形成された抜き型であって、前記型抜き用ボードに、スクラップ逃がし孔から排出されるスクラップを回収するスクラップ回収ケースを着脱可能に収容する、上下に連通したケース収容孔を有していることを特徴とする抜き型。
(もっと読む)
型抜き刃および抜き型
【課題】スクラップの除去が容易な構造を有し、しかも作製が容易な型抜き刃および該型抜き刃を備えた抜き型を提供すること。
【解決手段】スクラップ逃がし孔13が上下方向に形成された1つまたは2つ以上の打ち抜き刃14を上端部11に備え、上端部の下方に位置する当該上端部との一体部12に、スクラップ逃がし孔を横方向に開放する開口15を有する型抜き刃1A、1Bであって、上端部と一体部とは、別々に作製されて接合されていることを特徴とする型抜き刃、および該型抜き刃を備えた抜き型。
(もっと読む)
平坦なシートからブランクを打ち抜くための装置
平坦なシート(10)からブランク、特にボール紙または段ボールからなる梱包用のブランク(12)を打ち抜く装置であって、固い材料からなる溝形部材(40、40a)が、打ち抜き工具(30)の長手方向の側面のそれぞれについて、打ち抜き工具(30)と平行に支持板(22)上に配置され、保護部材(50、50a)の断面の一部分(46)が、前記溝形部材に挿入されている。保護部材(50)の断面は、少なくとも1つの側面(47)に、外側を向いた基部の膨出部(48)を有している。 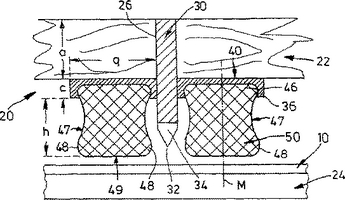 (もっと読む)
(もっと読む)
21 - 40 / 40
[ Back to top ]