
Fターム[3C061BA17]の内容
Fターム[3C061BA17]の下位に属するFターム
切刃部の材質 (16)
本体の材質 (11)
複合材刃の心材又は合わせ材等の材質 (8)
皮膜材(被膜材、被覆材等)の材質 (8)
Fターム[3C061BA17]に分類される特許
1 - 11 / 11
チタン刃物材、チタン刃物及びその製造方法
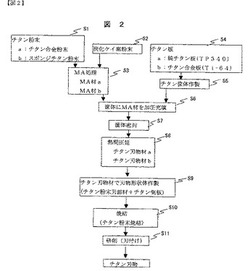
【課題】柔らかい食材は勿論硬い食材を切ることができ、切れ味が良く、切れ味が永く持続し、折れ難く、錆難い安価な刃物を実現する。
【解決手段】チタン粉末と炭化ケイ素粉末とを混合してMA処理したMA材を、チタン板で形成した筐体に充填して密封し、これを熱間圧延してチタン刃物材とし、このチタン刃物材を構成するチタン粉末刃物材(MA材)を焼結した後に研削することにより刃付けしたチタン刃物とするものであり、前記MA材によって構成されるチタン粉末刃物材の両側面には前記チタン板によるチタン側板が配された構成とする。
(もっと読む)
セラミック製刃物

【課題】刃先の破損を防止すること。
【解決手段】柄部と、該柄部に取り付けられたセラミック製の刃部とからなり、該刃部は、切刃稜辺と、該切刃稜辺と互いに背面の関係にある背面稜辺と、先端部に設けられ前記切刃稜辺に連続し所定の曲率半径を有する円弧状先端稜辺とを有するセラミック製刃物であり、前記刃部の少なくとも一側面は、先端視において、前記背面稜辺から切刃稜辺へ向かって側面幅が小さくなるように傾斜した大刃面と、該大刃面から切刃稜辺にわたって前記大刃面よりも大きな角度で傾斜した小刃面とからなり、前記円弧状先端稜辺の円弧は、実質的な直線部に合流し、前記実質的な直線部は、それから前記背面稜辺に向かって丸められていること。
(もっと読む)
ナイフ・ブレード及びその製造方法
【課題】 量産が容易なナイフ・ブレードを提供し、かつ、そのようなナイフ・ブレードの製造に適した方法を提供すること。
【解決手段】 複合ナイフ・ブレードは、第1の合金製の切刃ピースと、第1の合金と異なる第2の合金製のバック・ピースとを含み、切刃ピースおよびバック・ピースは、波状結合部にて共にろう付けされる。切刃ピースは、バック・ピースの硬度と比較すると、高いロックウェル硬度値を有する。ナイフ・ブレードを製造する方法は、第1の合金製の薄板からバック・ピースを精密打抜きするステップと、第2の合金製の薄板から切刃ピースをレーザ切断するステップと、第1のピースを第2のピースにろう付けして複合ブレードを形成するステップとを含む。複合ブレードは、その後、ろう付け温度から切刃ピースのオーステナイト化温度まで冷却して、急冷して切刃ピースを硬化させる。
(もっと読む)
イチゴのヘタ取り器具を内包したイチゴパック。
【課題】安価であって、何時でも何処でも安全・容易にイチゴのヘタを取る器具をイチゴパック(容器)に提供する。
【解決手段】イチゴのヘタ取り器具は、先端が刃物のように鋭利で、かつ先端部の半分は斜めにカットされている。イチゴのへた部分に差し込むにあたっては、刃物なみの鋭角でなければその効果を発揮できないためである。
さらに、ヘタ芯部分を半円に囲むように切れ目を入れることが切除のポイン
トである。このとき、ヘタ取り器具を動かさずイチゴを半回転させると容易にヘタを取り除くことができる。このイチゴのヘタ取り器具を容器(イチゴパック)に内包付着するものである。
(もっと読む)
Ni−Cr系合金製刃物の製造方法
【課題】加工性に優れ製造工程を大幅に簡素化することができ、さらに使用時に加熱された場合においても硬度の低下が少なく、耐食性および耐低温脆性に優れ切断性能を長期にわたって良好に維持することが可能にする。
【解決手段】32〜44質量%のCrと2.3〜6質量%のAlと残部Ni及び不純物及び微量添加元素とを含有する組成を有し、ロックウェルC硬度が52以上であるNi−Cr系合金から成る刃物の製造方法において、このNi−Cr系合金に不純物及び微量添加元素として:Cを0.1質量%以下、Mnを0.05質量%以下、Pを0.005質量%以下、Oを0.005質量%以下、Sを0.003質量%以下、Cuを0.02質量%以下、Siを0.05質量%以下含有させ、且つ、P,OおよびSの合計含有量を0.01質量%以下とし、Mn,CuおよびSiの合計含有量を0.05質量%以下とすることを特徴とする刃物の製造方法である。
(もっと読む)
プラスチック刃物用シート、プラスチック刃物、及び、フィルム状物収納用カートン
【課題】加工性、取り扱い性が良好で、刃物としたときに刃こぼれがなく、良好な切れ味が得られる安価なプラスチック刃物用シートを提供する。
【解決手段】無機質フィラーが配合されてなるフィラー配合層と、前記フィラー配合層の無機質フィラー配合量よりも少ない無機質フィラー配合量であるベース層とが、積層されてなるプラスチック刃物用シート。
(もっと読む)
性能を高めるための携帯ナイフ刃の固体加工
【課題】携帯具刃の機械的特性を高めること。
【解決手段】携帯具の刃の摩擦攪拌加工のシステム及び法であって、摩擦攪拌加工技術を優れた刃保持力及び刃こぼれ抵抗力を得べく携帯具の刃の特性を変えるために使用する。
(もっと読む)
細部切削用鋼
下記の組成(wt%):C :0.40〜0.60、Si:0.1〜1.0、Mn:0.3〜1.0、Cr:12〜15、Mo:2.5〜4.0、Ni:0〜1.0、Co:0〜4.0、N :0.15〜0.20、残部:鉄および通常存在する不純物を有し、硬さ>56HRCがサブゼロ処理なしで得られ、PRE>25、ただしPRE=%Cr+3.3×%Mo+16×%Nであることを特徴とする鋼。更に、炭化物、窒化物および/または炭窒化物を含有し、炭化物、窒化物および/または炭窒化物の最大径が5μm以下であることを特徴とする鋼。本鋼は種々の切削用途の刃先材料に極めて適している。  (もっと読む)
(もっと読む)
切断刃の製造方法及び切断刃
切断具、特にナイフ、ハサミ、のこぎり、家庭用品、又は工業機械の刃の製造方法であって、刃(1)は、鋼鉄又はステンレス鋼の合金製であり、その周囲の少なくとも1部にわたって延びる、少なくとも1つの刃先(3,103)を持ち、以下の段階を有することを特徴とする方法:a)刃の本体(2, 102)が、刃先もしくは各刃先(3, 103)の近傍に少なくとも1つの自由縁(F;4)を有するようにし、b)粉末状(5, 105)の、刃本体の硬度よりも高い硬度の補完材料(M, M')を少なくとも1つの自由縁(F, 4)に投射し、c)自由縁(4, F)の少なくとも一部にビード(6)やストリップ(109)を形成するため、粉末状の補完材料(5, 105)にレーザー光線(8)を照射し、d)刃先(3, 103)を補完材料(M, M7)でできたビード(6)又はストリップ(109)に形成する。この方法で製造された刃を備えた切断具は、刃の刃先の高い耐磨耗性を示す。 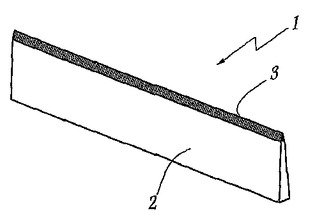 (もっと読む)
(もっと読む)
新規な金属ストリップ
本発明は、片面または両面に緻密で硬質の耐摩耗性被膜を備えた被膜付き鋼ストリップ製品に関する。被膜の厚さは全厚で25μm以下、被膜の硬さは600HV以上、下地の鋼ストリップの引張強さは1200MPa以上である。被膜は電子ビーム蒸着法で形成することが望ましく、被膜は例えばAl2O3であってよい。この被膜付き金属ストリップは、ひげ剃り道具、医療用具、一般用および工業用のナイフ、および鋸に適している。 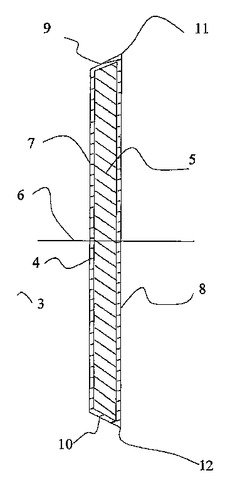 (もっと読む)
(もっと読む)
純チタン−チタン合金クラッド刃物、およびその製造方法
【課題】 軽量にして切れ味と永切れ性に富み、しかも折損や刃毀れも起こしにくく、そのうえ金属イオンに起因した弊害もない純チタン、チタン合金クラッド刃物と、その製造方法を提供すること。
【解決手段】 構造的には、刃先部に連なる芯材層をα+β型チタン合金にて組成し、この芯材層の少なくとも一方の側面にα型純チタンをクラッドさせるという手段を採用し、また方法的にはα+β型チタンとα型純チタンとを熱間圧延法で接合して中間圧延板を得る一方、この中間圧延板を 40%以上の圧下率で冷間圧延して必要な刃物厚みにまで圧下して Hv520以上の素材板を作り、これに所定の加工を施して刃物に成形するという手段を採用した。
(もっと読む)
1 - 11 / 11
[ Back to top ]