
Fターム[3C063AB04]の内容
Fターム[3C063AB04]に分類される特許
1 - 14 / 14
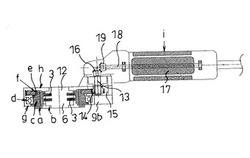
ボルト及び鉄筋の錆取り磨き具
【課題】短い剣先ボルトもしくは大径、小径のボルトやナットは勿論、長いボルトもしくは鉄筋の錆取り及びぴかぴか磨き等を可能にした。
【解決手段】ブラシ3とブラシ押えbと回転リングcとベアリングdを嵌挿したブラシホルダーaを、下方ケースgに嵌挿し、下方ケースgに嵌挿した回転リングcにベアリング押えeを嵌挿し、且大径ギアfを嵌着し、モーター17と出力軸18を内蔵するハンドルiを出力軸18に取着のギア19と噛合する他方のギア16と同軸の駆動軸13の下端部に取着の小径ギア14を、大径ギアfと噛合させると共に、上方ケースhと下方ケースgとを嵌合し組み立てたボルト及び鉄筋等の錆取り磨き具である。
(もっと読む)
ボルト及びナットの錆取り具

【課題】剣先ボルトや大径、小径のボルト、又はナットに付着の錆取り、塗装はがしやペンキはがしを、短時間で錆取り剤を使用せずに、ピカピカに除去する。
【解決手段】孔2付き底部1と内側にブラシ3を内挿する嵌挿部付き囲み部6と上面に開口部7を有するブラシ嵌挿体aを形成し、前記ブラシ嵌挿体aの嵌挿部に嵌挿するブラシ3の回転を調整する挾着部8と、前記挾着部8の上面に接続部9を突設するブラシ押圧体bを形成し、前記ブラシ押圧体bの接続部9とソケットcとを直接もしくは間接的に接続し前記各部材を組立てることを特徴とする。
(もっと読む)
素線絶縁導体の絶縁皮膜除去工具および除去方法
【課題】絶縁皮膜付素線の絶縁皮膜を効率よく除去することができる絶縁皮膜付素線の絶縁皮膜除去工具および除去方法を提供する。
【解決手段】電力ケーブル10の接続端部で口出しされている素線絶縁導体のそれぞれの絶縁皮膜付素線12から絶縁皮膜12aを除去するための絶縁皮膜除去工具であって、絶縁皮膜付素線12の形状に合わせて屈曲可能であり、中空形状に形成されたその内部に絶縁皮膜付素線12を挿通可能なフレキシブルシャフト21と、このフレキシブルシャフト21の先端に取り付けられ、絶縁皮膜付素線12の絶縁皮膜12aと当接して摺動移動することで絶縁皮膜付素線12の絶縁皮膜12aを除去する除去手段33とを備える。
(もっと読む)
研磨具及び研磨方法
【課題】円柱状又は円錐状の被研磨部材を効果的に研磨することができる研磨具を提供する。
【解決手段】手持ち型の回転工具に取り付けて用いる、鋳抜きピン30の表面を研磨するための研磨具2であって、回転工具の回転部に取り付け可能な軸4を有するホルダ5と、ホルダ5に取り付けられており、ホルダ5の軸線と同軸に形成された中心孔12が形成されている円筒状の研磨部材10とを備える。研磨部材10は、弾性材料で形成されている。研磨部材10が弾性材料で形成されているため、研磨作業中に研磨部材10の回転軸と鋳抜きピン30の軸が平行でなくなった場合であっても、研磨部材10が鋳抜きピン30の形状に合わせて変形することができ、研磨部分に偏りが生じにくくなる。その結果、鋳抜きピン30の表面を均一に研磨することができる。
(もっと読む)
研磨ツール
【課題】 改良されたスーパーアブレイシブツールを製作する。
【解決手段】 柔軟でない壁面と柔軟な壁面との間に規定される圧縮モールド空間を提供する研磨用ツーリング用研磨層を製造するための圧縮モールディング装置で、本発明は研削ホイール等のみならずラップの様な他の形状用に有用な、1つの成形サイクル中に新しい形状の環状又は中空の円柱の形の研磨層を作るのに特に好適であり、そこでは流体圧力で膨張させられた柔軟な壁が、形成されるモールド配合物の表面に対し高度に均一な圧力分布を提供する。環状の形状では、該柔軟な壁は、環状の形状内に配置されたモールディング配合物に対し圧力を半径方向に向けるため使われ、そこでは形成される環状モールド形状の軸方向長さは従来技術の手段により前に得られたよりも多数倍大きくてもよい。
(もっと読む)
電着内歯車型砥石の取付機構
【課題】電着内歯車型砥石を研削装置の駆動部に、振れ調整に熟練などを要することなく短時間で正確に取付可能とする。
【解決手段】電着内歯車型砥石4の台金11は、駆動部3の回転軸線方向の一方の側から駆動部3に備えられた円環状のアダプタ21の内周部に外周部を嵌合させるように挿入されて、回転軸線方向の他方の側に押圧されることにより取り付けられ、台金11外周部とアダプタ21内周部との一方には径方向に突出する複数の凸部16が周方向に間隔をあけて形成され、他方には凸部16をそれぞれ収容する凹部26が形成され、これらの凹凸部16、26のアダプタ21周方向における一方の側の側面同士は台金11を回転軸線方向の他方の側に押圧したときに互いに当接する方向に傾斜する傾斜側面16A、26Bとされ、他方の側の側面同士は回転軸線に平行に延びる平行側面16A、26Aとされる。
(もっと読む)
内歯車型電着工具の製造方法および内歯車型電着工具
【課題】内歯車型電着工具を製造するのに際して、反転法を用いることにより時間や労力の削減を図りつつ、高精度の歯車研削が可能な内歯車型電着工具を製造する。
【解決手段】円環状をなす工具本体7の内周に形成された歯形の表面に砥粒層4が形成されている内歯車型電着工具の製造方法であって、基準軸線Oを中心とした円板の外周に歯形2が形成されたマスタギア1の歯形2表面に砥粒層4を形成し、このマスタギア1の外周側に間隔をあけて円筒状をなす外枠5を基準軸線Oと同軸に配置して、これら外枠5とマスタギア1との間に充填材6を充填して砥粒層4と接合するとともに工具本体7を形成し、しかる後にこの工具本体7側に砥粒層4を残したままマスタギア1を取り去る。
(もっと読む)
磁気ディスク用ガラス基板の加工方法、磁気ディスク用ガラス基板の製造方法、および磁気ディスクの製造方法
【課題】磁気ディスク用ガラス基板の外周側端面を低コストで効率良く高品質に仕上げることができる安定した研削加工を可能とする磁気ディスク用ガラス基板の加工方法を提供する。
【解決手段】円板状のガラス基板の端面部分に研削液を供給しつつ、ガラス基板の外周側端面に砥石を接触させて研削することによりガラス基板の端面を加工する磁気ディスク用ガラス基板の加工方法である。上記砥石は、円筒状に形成されているとともにその内周側に溝形状を有し、該溝形状は、ガラス基板の外周側端面の側壁面と面取面の両方の面を同時に研削加工できるように形成されている。上記砥石の内周側にガラス基板の外周側端面を接触させ且つガラス基板と砥石とを相対的に移動させることにより、ガラス基板の端面の側壁面及び面取面の両方の面を研削加工する。
(もっと読む)
被覆研磨材物品とその製造及び使用方法
被覆研磨材物品は、裏材であって、所望によりプレサイズ層、飽和剤、及びバックサイズ材の少なくとも1つをその上に有する、裏材と、布地裏材に隣接し、これに固定された研磨材層と、を含む。研磨材層はメーク層、サイズ層、及び研磨材粒子を含んでもよく、あるいは、研磨材粒子は結合剤中に分散されていてもよい。メーク層又はプレサイズ層の少なくとも1つは、45〜75重量パーセントのレゾールフェノール樹脂、5〜40重量パーセントのポリエポキシド、1〜20重量パーセントの多官能性(メタ)アクリレート、及び結合剤前駆体をフリーラジカル的にBステージ化するのに有効な量の光開始剤を含む、結合剤前駆体の反応生成物を含む。被覆研磨材物品を作製及び使用する方法も開示されている。 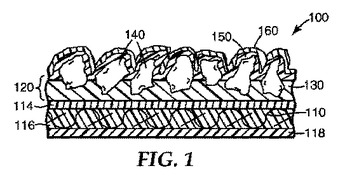 (もっと読む)
(もっと読む)
記録媒体用ガラス基板の研磨装置および記録媒体用ガラス基板の研磨ブラシ
【課題】内向き円筒ブラシの長所を維持しつつ、研磨液の濃度低下を抑制して研磨性能を向上する。
【解決手段】内向き円筒ブラシ100は、直線状のチャンネルブラシを螺旋状に丸めた螺旋状ブラシ110を備える。螺旋状ブラシは、隣り合う植込み基部112間に所定のスペースが形成されるように支柱120a〜120dにて支持される。この植込み基部間の螺旋状スペースは、研磨液の流出開口Hとして利用される。研磨液は、円筒ブラシが回転すると遠心力により放射方向に移動する。ブラシ毛111の根元にまで移動した研磨液は、植込み基部間の流出開口Hを通って外部に流出する。従って、研磨液に含有される研磨剤がブラシ毛に詰まりにくくなり、研磨液の濃度低下を抑制する。
(もっと読む)
電着内歯車型砥石
【課題】円環状をなす台金の内周面にCBN砥粒等の超砥粒を電着した砥粒層を有する歯車型の研削部が形成された電着内歯車型砥石を研削装置の回転機構に取り付ける際に、仮固定、及び調整が容易で、その結果、短時間で電着内歯車型砥石を研削装置の回転機構に取付けることができる電着内歯車型砥石を提供すること。
【解決手段】円環状をなす台金2の内周面に、超砥粒を電着した砥粒層を有する歯車型の研削部3が形成されてなる電着内歯車型砥石1であって、前記台金2の一方の端面6側には、前記台金2がなす円環の径方向外方に延在する固定用フランジ部7が形成され、前記固定用フランジ部7の前記台金2の他方の端面側の面には、前記台金2の中心軸線に垂直な取付面7が形成されていることを特徴とする。
(もっと読む)
内歯車型砥石
【課題】超砥粒の切れ味を安定して維持することができるとともに、この超砥粒の特に頂部や稜線部の欠損によるスクラッチの発生を抑えることができ、ホーニング砥石による後加工などを要さずとも、被研削歯車の高品位の仕上げ加工までを行うことが可能な内歯車型砥石を提供する。
【解決手段】円環状をなす台金2の内周面に超砥粒を固着した歯車型の研削部3が形成されてなる内歯車型砥石1であって、超砥粒は、その結晶面のうち111面が、研削部3がなす歯型4の歯面4Aに略沿うようにして、被研削歯車の歯面に対向する方向に向けられるように固着されている。
(もっと読む)
研ぎ直し可能な任意歯形を有するピニオンカッタの二番面加工用砥石
【課題】 ピニオンカッタの研ぎ直しにより被削歯車に歯形誤差が発生することを回避できる二番取り砥石を提案すること。
【解決手段】内歯車の軸直角歯形輪郭形状を離散点列で与え、与えられた内歯車の軸直角断面歯形輪郭点列をアキマの方法で補間し、内歯車の軸直角断面歯形輪郭を規定し、軸直角断面歯形輪郭を、ピニオンカッタに固着して回転する固着座標系に座標変換した式により規定し、この式により表される曲線群の包絡線を求め、包絡線をピニオンカッタのすくい面円錐上に投影することにより、ピニオンカッタの刃形輪郭を求め、ピニオンカッタと内歯車の軸間距離を変化させて得られた刃形輪郭をピニオンカッタ軸線方向に積み重ねることによりピニオンカッタの刃形輪郭を規定する。この輪郭を二番取り運動をする砥石側の固着座標系で表し、二番取り砥石の軸断面刃形輪郭を求める。
(もっと読む)
電着内歯車型砥石
【課題】 円環状をなす台金の内周面に超砥粒を電着した砥粒層を有する歯車型の研削部が形成された電着内歯車型砥石において、研削装置の回転機構に取り付ける際に、その中心線を回転機構の回転軸線に正確かつ容易に一致させる。
【解決手段】 円環状をなす台金2の内周面に、超砥粒を電着した砥粒層5を有する歯車型の研削部3が形成されてなる電着内歯車型砥石1であって、台金2の少なくとも一方の端面6側に、台金がなす円環の中心線Oを中心とした円筒面状をなす基準面8を形成する。
(もっと読む)
1 - 14 / 14
[ Back to top ]