
Fターム[3C063BA12]の内容
研磨体及び研磨工具 (13,968) | 研磨部材の形状 (1,563) | 研磨部材の形状による分類 (944) | セグメントチップを有するもの (391) | チップの配置 (170) | 工具の外周上に配置 (65)
Fターム[3C063BA12]に分類される特許
1 - 20 / 65
多層重ね合わせダイヤモンドカッター
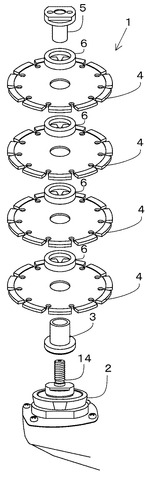
【課題】重量的に作業労力が大きくならず、作業現場の条件に合わせて切削溝の同時溝入れ条数と、切削溝同士の間隔を適宜変更することができるディスクグラインダーに用いられる多層重ね合わせダイヤモンドカッターを提供する。
【解決手段】筒状のスリーブ上部胴体部を有する中空凸状形状をしたフランジスリーブ3と、フランジスリーブ3のスリーブ上部胴体部に挿入されるダイヤモンドカッター4と、フランジスリーブ3のスリーブ上部胴体部に複数枚挿入されたダイヤモンドカッター4を間にそれぞれ挟挿されるスペーサリング6と、フランジスリーブ3のスリーブ上部胴体部内に挿入される筒状のナット下部胴体部が設けられ、ナット下部胴体部の内周にディスクグラインダー1の回転軸に形成された雄螺子と螺合する雌螺子が形成された中空凸状形状をした締付けナット5が設けられた多層重ね合わせダイヤモンドカッターとした。
(もっと読む)
超砥粒工具およびその製造方法

【課題】工具寿命を長くすることが可能な超砥粒工具を提供することを目的とする。
【解決手段】ダイヤモンドロータリードレッサー1は、台金10と、台金10に配置された柱状ダイヤモンド20とを備える。柱状ダイヤモンド20の表面が露出している先端部25にはR0.05mm〜R1mmの丸みが設けられている。
(もっと読む)
研削ホイール
【課題】 研削面にムシレ及び割れを生じることなく硬質脆性材料を所望の厚みに研削可能な研削ホイールを提供することである。
【解決手段】 被加工物を研削する研削ホイールであって、ホイールマウントに装着されるホイールマウント装着面を有する環状基台と、該環状基台の自由端部にリング状に配設されたダイアモンド砥粒にホウ素化合物を添加して構成された複数の研削砥石と、を具備したことを特徴とする。ホウ素化合物は、B4C、HBN、又はCBNの何れかから構成される
(もっと読む)
ドレッサ
【課題】切れ味が良好で、加工精度も高いドレッサを提供する。
【解決手段】ドレッサ10は、回転体形状の一つである円板形状の台金11の外周に拡径方向に突出してドレッシング部12が形成され、台金11の中心には、ドレッサ10を回転駆動軸13に取り付けるための軸孔14が開設され、ドレッシング部12は台金11の軸心11cを中心に回転体形状をなすように形成されている。正四角柱状をした複数のダイヤモンド砥粒15を、それぞれの軸心15tが台金11の軸心11c上の一点Oにおいて直交した状態でドレッシング部12に埋設することによって研削面12aを形成し、台金11の周方向に隣り合う二つのダイヤモンド砥粒15,15の軸心15t,15t同士のなす角度Dを18度とし、研削面12aに露出するダイヤモンド砥粒15の先端面15fの正方形を構成する一辺15sの長さを0.3mmとしている。
(もっと読む)
ドレッサ
【課題】切れ味が優れ、寿命が長く、仕上げ精度も良好なドレッサを提供する。
【解決手段】単結晶構造で四角柱形状のダイヤモンド砥粒15と、多結晶構造で四角柱形状のダイヤモンド砥粒16とを含む砥粒層12を備えたドレッサ10において、砥粒層12内のトラバース方向Tの始端側12sに設定した仮想基準面F1に軸心16tと平行な端面部16aを揃えた状態で多結晶構造のダイヤモンド砥粒16を配列し、始端側12sよりも終端側12e寄りの位置に設定した仮想基準面F2に軸心15tと平行な端面部15aを揃えた状態で単結晶構造のダイヤモンド砥粒15を配列している。砥粒層表面12aに、ダイヤモンド砥粒15,16の軸心15t,16tとの交差面15f,16fが露出している。交差面15f,16fはいずれも正方形であり、交差面15fの辺15sの長さより交差面16fの辺16sの長さの方が大である。
(もっと読む)
ドラム型のカッターユニット
【課題】 切削ブレードの枚数を減らしても広い幅を切削できるよう形成し、軽量化や低コスト化等を可能にする。
【解決手段】 金属製のディスク1の外周部に切削用チップ2を周方向に等間隔に固着して切削ブレード3を形成する。この切削ブレード3を回転軸5に軸心を同一にしてドラム状に複数設ける。上記の回転軸5を切削機6の駆動部6aに連結する。上記の切削ブレード3を、上記の回転軸5に、等間隔をあけて、且つ回転軸5の軸方向に対して同じ傾斜状態で傾けて設ける。
(もっと読む)
研磨屑退避部分付き研磨具
【課題】研磨によって発生した被研磨物の粉が砥粒の間に保持されることにより目詰まりすることを防いだ柱状、又は筒状研磨具を提供する。
【解決手段】柱状又は筒状部材の外周に研磨粒子を付着させた研磨具において、外周表面に研磨粒子が付着していない部分を、研磨粒子を付着させた粘着テープを所定の間隔を開けて貼り付けることにより、又は、幅の狭いテープを貼り付けてマスキングした後に外周面に研磨粒子を付着させた後にテープを剥がすことにより、又は、外周面に予め窪み又は穴を設けた後に外周面に研磨粒子を付着させるか、又は外周面に研磨粒子を付着させた後に外周面に窪み又は穴を設けることにより、外周表面に研磨粒子が付着していない部分を形成した。
(もっと読む)
回転工具
【課題】切刃チップから伝達される振動及び騒音を低減させ、作業者が身体に受ける負担を低減させる。
【解決手段】研磨用回転工具2は、基盤10と、チップユニット20と、基盤10とチップユニット20との間に配置される弾性部材30と、チップユニット20を基盤10に固定するねじ40とを備えており、基盤10とチップユニット20との間に弾性部材30を挟み込んだ状態で、チップユニット20が基盤10にねじ止めされている。このように、基盤10とチップユニット20との間に弾性部材30が挟み込まれており、しかも、チップユニット20をねじ止めにより基盤10に固定することで弾性部材30を厚くすることができるため、チップユニット20から伝わる振動及び騒音を低減することができる。
(もっと読む)
ツルーイング工具
【課題】ダイヤモンドが脱落し難く、充填比率を高くできるとともに、安価かつ製造し易いツルーイング工具を提供する。
【解決手段】円盤状の厚肉コア部材21と、厚肉コア部材21の外周面に薄肉かつリング状に一体として突設された薄肉部22と、薄肉部22の一方の平面に接合され、薄肉部22と反対側にダイヤモンド焼結体26が形成されたリング状の超硬基盤25とを備えている。
(もっと読む)
半導体ウェーハ裏面研削用砥石及び半導体ウェーハ裏面研削方法
【課題】半導体ウェーハの裏面研削の粗研削において、研削能率を維持しつつ、さらに研削ダメージの発生を抑制することが可能な半導体ウェーハ裏面研削用砥石及び半導体ウェーハ裏面研削方法を提供する。
【解決手段】半導体ウェーハWの裏面の研削における仕上げ研削の前工程の粗研削に用いるためのカップ型砥石2であって、超砥粒チップ4が、円盤状の台金3の円形状側面31に略放射状となり、その長辺が台金3の径方向から粗研削用カップ型砥石2の回転方向に30〜42.5°傾斜した範囲内の方向になるように配置したことを特徴とする。これにより、互いの回転に伴うウェーハWと超砥粒チップ4の研削面41との接触面積の変動を少なくでき、研削能率を維持しつつ、さらに研削ダメージの発生を抑制することが可能となる。
(もっと読む)
研磨ロールおよびその製造方法
【課題】小片砥石の飛散がなく、研磨加工時の騒音の小さい円筒状砥石研磨ロールおよびその製造方法を提供する。
【解決手段】半割研磨ロール本体10aおよび10bの外周面に固着される複数の砥石片16が、所定のリード角を有するつる巻き線に沿って軸心方向に互いに隣接する複数の長方形領域Rn内に、所定の間隙を隔てて縦方向および横方向に配列された複数の矩形砥石片16aと、所定の長方形領域Rnの短辺とその所定の長方形領域Rnに隣接する他の長方形領域Rn+1の長辺の一部と前記半割研磨ロール本体10aおよび10bの外周面の周方向端縁との間の三角形領域S内に配置された三角形砥石片16bとから構成されている。三角形砥石片16bは、矩形砥石片16aでは覆われない三角形領域Sを十分に覆うことができ、しかも矩形砥石片16aよりも大きいので、研磨中の飛散や、研磨中の騒音が抑制される。
(もっと読む)
ブラシ
【課題】ブラシ毛材の摩耗を抑制し、長期間に亘り、被洗浄面にたいして均一に、洗浄、清掃、塗布、研削、研磨、バリ取り等の各種表面処理を行うと共に、被洗浄面の品質の向上を図ることができるブラシを提供する。
【解決手段】ブラシ1は基台3あるいは複数の線材が捻り合わされた芯材、及びブラシ部2を有し、前記ブラシ部2は複数本のブラシ毛材8を有し、前記基台3あるいは前記芯材にたいして放射状に形成されてあると共に、固定手段10にて固定されてあり、前記ブラシ毛材8は長尺状の合成繊維からなると共に、結晶化度が40%以上のポリアミド樹脂を有するものである。
(もっと読む)
砥石のツルーイング方法およびツルーイング装置
【課題】総形ツルアにより仕上げツルーイングを行った場合であっても、総形ツルアの形状精度を長期間維持でき、且つ、総形ツルアの寿命を向上できる砥石のツルーイング方法およびツルーイング装置を提供する。
【解決手段】砥石43のツルーイング方法は、砥石43に対して単石、多石または薄刃状の非総形ツルア57、58により粗ツルーイングを行う粗ステップと、粗ツルーイング後の砥石43に対して総形ツルア56aにより仕上げツルーイングを行う仕上げステップとを含む。
(もっと読む)
砥粒層チップ及び超砥粒工具
【課題】台金上に砥粒層チップを設置する工程の作業性を向上させる砥粒層チップ及び超砥粒工具を提供する。
【解決手段】砥粒層チップ7は、平行平面ホーニング盤1の台金3に固定されて用いられる砥粒層チップであって、ワークを加工する本体部71と、本体部71下面71aから突出して本体部71と一体に成形され、下面71aが台金上面3aに接合されるときに、台金上面3aに形成されたガイド穴3cに挿入される突起部73と、を備えている。
(もっと読む)
研削装置と切削装置
【課題】 少なくとも2パターンのR面をワークに形成することができる研削装置を提供すること。
【解決手段】 研削装置2は研削部材102,202を備えている。研削部材102は複数のセグメント120を備えている。研削部材202は複数のセグメント220を備えている。セグメント120は、研削面140とD1側R面130を備えている。セグメント220は、研削面240とD1側R面230を備えている。研削部材102,202は、D1側R面130によってワークを研削することが可能である第1位置関係と、D2側R面230によってワークを研削することが可能である第2位置関係との間を相対移動することができる。これによって、2パターンのR面をワークに形成させることができる。
(もっと読む)
竪型両頭平面研削盤及びその治具取付基準面のセルフ研磨方法
【課題】セルフ研磨への切換の作業能率を向上することを目的とする。
【解決手段】上砥石車7に於て、ワーク研削砥石3を固定するクサビ状取付具4には、余備ネジ孔10, 10を設ける。この余備ネジ孔10, 10を利用して、セルフ研磨作業のためのセルフ研磨砥石を固着する。
(もっと読む)
研削工具及び研削加工装置
【課題】 消耗したり破損したりした砥石チップを容易に交換できる研削工具、及び当該研削工具を備える研削加工装置を提供する。
【解決手段】 本発明は、砥石によって形成された砥石チップ70を有し、モータ40により回転させられることによって板状のウエハ10を研削する研削工具50であって、モータ40と連結される工具本体部60と、工具本体部60に取り付けられ、砥石チップ70を保持するチップ保持部80とを備え、砥石チップ70には、締結部材90が挿通されるチップ側挿通孔76が形成され、チップ保持部80には、締結部材90が挿通される保持部側挿通孔81が形成され、チップ保持部80が、砥石チップ70が有する複数の面(例えば、背面72や側面74)に当接することを特徴とする。
(もっと読む)
砥石
【課題】工作物の研削加工を高精度に行える長寿命の砥石を提供すること。
【解決手段】砥石層11の内周面18に傾斜溝20が刻設されているが、砥石層の外周面から傾斜溝の底部に達するまでは切粉が砥粒間に存在する気孔に殆ど詰まっていないので、研削液に生じた動圧を開放することができ、高精度な研削加工が可能となる。更に、砥石の研削加工に作用する砥粒体積は傾斜溝が無い分だけ増加しているので長寿命となる。傾斜溝が出現した後は該傾斜溝と、接触面の砥石円周方向と平行な一方の縁の延長線との交点を一方交点、他方の縁の延長線との交点を他方交点と定義した場合、一の傾斜溝の他方交点と、一の傾斜溝と隣接する傾斜溝の一方交点とが砥石円周方向において所定のオーバラップ量だけオーバラップし、接触面の砥石円周方向長さがオーバラップ量よりも小さくなるようにする。よって、研削液に生じた動圧を開放することができ、高精度な研削加工が可能となる。
(もっと読む)
研削砥石
【課題】 砥石層の摩耗過程の高精度な検出が可能な研削砥石を提供する。
【解決手段】 工作物を砥石層62の研削面62aにより研削加工する研削砥石60は、前記砥石層の研削方向厚さに応じて研削面の面性状が変化するように砥石層を形成して該砥石層の摩耗過程を検出可能に構成されている。このため、砥石層の研削面の面性状の変化を例えばツルーイング毎に検出することにより、砥石層の摩耗過程を検出して砥石層の研削方向厚さを高精度に補正することができる。よって、研削砥石の研削先端位置を常に正確に求めることができ、研削砥石を早送り速度から研削送り速度に切り替えた後、研削開始までのエアーカット量を減少させて研削加工時間を短縮させることができる。さらに、研削砥石を早送りする際に工作物との砥石衝突を未然に防止することができる。
(もっと読む)
カッター
【課題】
全体としての剛性を低下させることなく基板やチップを薄くすることができ、切断時の撓みを抑制できるカッターを提供する。
【解決手段】
取付け穴が形成された基板1と、基板の外周側に接合された砥粒を含むチップ4を備えたカッターにおいて、基板1よりも外径が小さく、同径の取付け孔2、3dを有する円形の小径板3を基板1と同心円状に重ね、基板1と小径板3を内周側において固定した。小径板3の直径は、カッターの直径から最大切断深さを引いた径よりも小さくする。そして、基板1と小径板3は、取付けられる回転工具のフランジによる固定領域と重複する位置で、又は、固定領域のすぐ外側の位置で溶接される。小径板3は、半径方向外周側に、隆起部3bが形成され、最外周領域3aにおいて、基板1と接触するように配置される。
(もっと読む)
1 - 20 / 65
[ Back to top ]