
Fターム[3C063BH17]の内容
研磨体及び研磨工具 (13,968) | 研磨部材等の取付け又は保持 (464) | 台金又は基材等への取付け又は保持 (369) | 取付け角度 (14)
Fターム[3C063BH17]に分類される特許
1 - 14 / 14
凹部入り砥石の製造方法
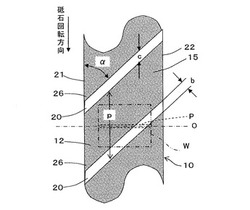
【課題】砥石周方向に対して傾斜する傾斜溝又は穴状凹部を焼成前の砥石チップの砥粒層に機械加工又はプレス加工によって低コストで容易に凹設する。
【解決手段】超砥粒と結合剤とを混合した砥粒層の内側に、下地粒子と結合剤とを混合した下地層を重ねて一体的に円弧状にプレス成型して焼成前砥石チップを形成し、該焼成前砥石チップの前記砥粒層に、凹部を設け、該凹部が設けられた焼成前砥石チップを焼成し、該焼成された砥石チップを複数個、前記コアに貼付する。
(もっと読む)
ワックスはく離ブラシ

【課題】化学系床材等の床面に堆積している古いワックス等の汚れのはく離・洗浄作業に使用するワックスはく離ブラシにおいて、研磨砥粒を含有した複数の毛材を密集して植毛したブラシ部で効率よくはく離可能とする。
【解決手段】研磨砥粒を含有した複数の毛材3をその長手方向の中間部で芯線4に交差させて折り返してチャンネル方式で植毛したブラシ部1と、前記ブラシ部1の横幅W方向にて、前記芯線4に交差させて折り返した毛材3の根本部分R及び該根本部分Rから毛先側に予め定められた部位まで寄った所定領域Eをその両側面から挟み込んで該ブラシ部1の根本部分R及び前記所定領域Eを保持した保持部2とを備えたものである。これにより、研磨砥粒を含有した複数の毛材3を密集して植毛したブラシ部1で古いワックス等を効率よくはく離することができる。
(もっと読む)
カップ型回転砥石
【課題】研削チップ5の回転速度及び研削力を向上させ、同時に広範囲に亘り短時間で完全に旧塗膜を研削すると共に、剥離物が回転砥石1に付着しないようにする。
【解決手段】直径15cm〜30cmのカップ型の台金2の全外周縁下面に平坦部4を具備したリング状凸部3が設けられている。平坦部4には、砥石1の回転方向に刃先を向けた複数の研削チップ5が、大小異径の同心円上に沿って周方向に離隔して取り付けられている。研削チップ5の刃先前側面と、平坦部4とのなす角度θは、0<θ<90°に設定されている。研削チップ5の下部は刃先前側から視て円弧状に形成され、全体として中央が下方に膨出した蒲鉾状に形成されている。台金2には、外周縁から半径内方向に窪む円弧状の切縁を有する凹溝10を周方向に所定間隔毎に設けている。リング状凸部3の外周面には砥石回転方向に刃先が向けられた切刃11が周方向に設けられている。
(もっと読む)
ドラム型のカッターユニット
【課題】 切削ブレードの枚数を減らしても広い幅を切削できるよう形成し、軽量化や低コスト化等を可能にする。
【解決手段】 金属製のディスク1の外周部に切削用チップ2を周方向に等間隔に固着して切削ブレード3を形成する。この切削ブレード3を回転軸5に軸心を同一にしてドラム状に複数設ける。上記の回転軸5を切削機6の駆動部6aに連結する。上記の切削ブレード3を、上記の回転軸5に、等間隔をあけて、且つ回転軸5の軸方向に対して同じ傾斜状態で傾けて設ける。
(もっと読む)
表面処理用ブラシ
【課題】簡単な構成で、凹凸を有する処理対象に関しても均一な表面処理を行うとともに、材料の無駄を省くことができる表面処理用のブラシを提供する。
【解決手段】回転ブラシ50Aのローラ56の表面には、多数のブラシ体58が間欠的に配置されている。前記ローラ56には、該ローラ56の軸方向に対して傾斜した略リング状の凹部56Aと凸部56Bが複数形成されており、前記ブラシ体58は、前記凹部56Aに形成された溝56Cに、細帯状のサンドペーパー59を、紐60などで固定することで形成される。凹部58Aの側面は、サンドペーパー59の根元を把持する鍔部として作用する。傾いたブラシ体58を間欠的に配置することで、ブラシ体58をローラ56全面に設けることなく、凹凸を含む処理対象についても均一に表面処理を施すとともに、ブラシ体58を部分的に交換して材料の無駄を省くことができる。
(もっと読む)
切削装置
【課題】切削装置において、切削ブレードの中心部に形成された被挿入孔の内周面と切削ブレードが装着される挿入軸の外周面との間のクリアランスを確保しつつ、切削ブレードの回転中心と挿入軸の回転中心との間の偏心を抑制して精密な切削を可能とする。
【解決手段】切削ブレード32の円形基台320に形成された被挿入孔322のフランジ301bに当接する側の開口部に面取り部323cを設け、被挿入孔322に挿入される挿入軸301aとフランジ301bとの結合部には、面取り部323cに当接して円形基台320の回転中心と挿入軸301aの回転中心とを合致させるテーパー部301dを形成し、切削ブレード32の回転軸心とスピンドルの回転軸心とを一致させ、挿入軸301aを有するスピンドルが高速回転しても偏心しないようにして切削ブレードの振動を抑制し、精密な切削を可能とする。
(もっと読む)
超砥粒ホイールおよびその製造方法
【課題】基台と超砥粒層を接合した形式の超砥粒ホイールにおいて、高速研削および重研削など超砥粒層に高い研削抵抗がかかる加工法にも対応できる、基台と超砥粒層の結合強度が高い超砥粒ホイールを提供する。
【解決手段】超砥粒層3および金属製基台5は、軸に対して同じ角度で傾斜するテーパ面が接合面となっており、接着剤層の厚みが30μm〜200μm、かつ、厚みのバラツキが10μm以内とする。超砥粒層の内周側にはベース層が隣接して設けられていることが好ましく、テーパ面の角度は3度〜25度であることが好ましい。特に、ポリイミド樹脂を用いたレジンボンドホイールに好適に用いることができる。
(もっと読む)
アルミニウム鋳造品のバリ研削用工具
【課題】目詰まりを生じることなく、またスムーズな研削が可能なアルミニウム鋳造品のバリ研削用工具を提供する。
【解決手段】本発明に係るアルミニウム鋳造品のバリ研削用工具26は、外周面に周方向に一定間隔をおいて外方に突出させて設けた複数の研削刃20を有する研削ディスク18が、一端側に取付台12を有する駆動軸10の該取付台12に、各研削ディスク18の研削刃20を順次周方向にずらした状態で複数枚積層して取り付けられていることを特徴とする。
(もっと読む)
研削用カップホイール
【課題】研削効率が高く寿命の長い研削用カップホイールを提供する。
【解決手段】皿状の回転体の外周部の平面上に、一端が外周面に開口する複数のスリット状凹溝を設け、研削用切刃面を備えた角柱状の研削チップ2を、当該研削チップ2の回転方向に対して前側および後側の一部が突出するように前記スリット状凹溝に嵌合し、前記研削チップ2と前記スリット状凹溝とが接する少なくとも3面を接着して嵌着した研削用カップホイール1。
(もっと読む)
研削ディスク及びこれを保持する研削砥石
本発明は、中央に開口を有する円形ホイールの形状から逸脱した形状を少なくとも部分的に有すると共に互いに角度αで配設される少なくとも2つの環状部分4,5,6,7,24,25,26,27,34,35,36,37,44,45,46,47を備える、特に回転駆動可能な研削砥石8に設けられる研削ディスク1に関する。係る研削ディスクを含む研削砥石8は、少なくとも1つの支持部材2を有すると共に少なくとも2つの上記研削ディスク1を含む。前記研削ディスク1は、部分的に重なり合うと共に、互いに一緒になって環状の形状を形成する。研削ディスク1を製造するための細長い材料又は一枚の材料用のパターン14,32が使用されている場合には、前記研削ディスク1は、互いに隣接すると共に互いに180度オフセットするように同一方向において隣同士に配列される。  (もっと読む)
(もっと読む)
ホイール保持具
【課題】 本発明は、研削加工の繰り返しにより砥粒が徐々に磨耗して研削ホイールの幅方向の厚みが減少しても、研削ホイールの幅方向の厚みの補正が可能なホイール保持具を提供するものである。
【解決手段】 保持具本体1のホイール保持部2に一定の圧力下の圧力流体により支持された環状の可動受け部材3を、押圧体6のホイール押圧7に流体圧制御手段により制御される二つの半環状の可動押圧部材8を、それぞれ配設し、可動押圧部材8の突出位置を調整することにより研削ホイール5を所望の角度だけ傾斜させて固定保持し、ホイールを傾斜状態で溝研削に使用する。
(もっと読む)
表面研削機用の回転刃
【課題】 プレートを共用化して、チップ状の刃を有する研削部材を床に合わせて変更できるようにし、使い勝手を良くすると共に、刃の向きを簡単、迅速に変更できるようにして一種類の研削部材で複数通りの研削、切削能力の違いを使い分けることを可能にした、使い勝手の良い表面研削機用の回転刃を提供する。
【解決手段】 研削部材1とプレート2とで形成する。研削部材1の上面に、雄ネジ1bを垂直状に設ける。この雄ネジ1bの付け根にあたる研削部材1の上面位置に、平面から見て多角形状の嵌合部1cを、凸段差状に形成する。この嵌合部1cと嵌合する多角形状の嵌合孔2aを、プレート2に複数形成する。研削部材1を、嵌合部1cを嵌合孔2aに嵌合させると共に、プレート2の上方に突き出た雄ネジ1bにナット4を締め付けてプレート2に固定する。
(もっと読む)
シリコンウエハー加工用カップ状セグメント型砥石
【課題】 複数の砥石セグメントの角度を微小量で正確に、しかもすべての砥石セグメントについて規則的に変更することが容易であるシリコンウエハー加工用カップ状セグメント型砥石を提供する。
【手段】 本発明は、台金の周縁部2aに複数の砥石セグメント3が配置されるシリコンウエハー加工用のカップ状セグメント型砥石であって、砥石セグメント3がその研削面を回転面とする各々の自転方向Xにおける所定の角度ピッチで台金上に位置決めされる位置決め機構(凹凸形状5a,5b)を有するシリコンウエハー加工用カップ状セグメント型砥石に関する。
(もっと読む)
研磨ブラシ、磁気ディスク用基板の製造方法、磁気ディスク用基板の製造装置及び磁気ディスクの製造方法
【課題】 磁気ディスク用基板の中心部の円孔を小径化しても、この円孔の内径端面を良好に鏡面状に研磨できるようにして、小径化に伴う薄型化がなされた場合においても十分な耐衝撃性が確保された磁気ディスク用基板を品質のばらつきなく安定して廉価に大量に提供することを可能とし、磁気ディスクにおけるサーマルアスペリティ障害やヘッドクラッシュを防止して、磁気ディスクにおける情報記録面密度の高密度化を実現する。
【解決手段】 ディスク基板の中心部の円孔の内周端面を研磨する工程において、螺旋状となされて互いに巻付けられた複数の芯線5,5間に多数の毛材6を挟んで構成されこれら毛材6が複数の芯線5,5からなる軸心4に対して略々直交する方向に突設されてなる研磨ブラシ3を用いて研磨を行う。
(もっと読む)
1 - 14 / 14
[ Back to top ]