
Fターム[3C063FF07]の内容
Fターム[3C063FF07]に分類される特許
1 - 18 / 18
切断ブレード
【課題】製品の加工品位を十分に確保しつつ、生産性を向上でき、かつ、工具寿命の延長が期待できる切断ブレードを提供する。
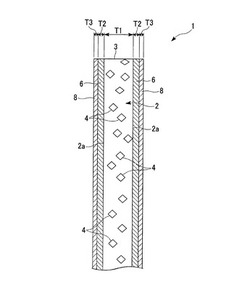
【解決手段】円形薄板状をなす基材2と、前記基材2の外周縁部に形成された切れ刃3と、前記基材2内に分散された砥粒4と、を備える切断ブレード1であって、前記基材2は、レジンボンドからなり、前記基材2の厚さ方向の外側には、該基材2より硬度が高い高硬度層6が形成され、前記高硬度層6の厚さ方向の外側には、該高硬度層6より静摩擦係数が小さい滑り層8が形成されていることを特徴とする。
(もっと読む)
切断ブレード

【課題】加工品位を十分に確保しつつ、生産性を向上できる切断ブレードを提供する。
【解決手段】円形薄板状をなす基材2と、前記基材2の外周縁部に形成された切れ刃3と、前記基材2内に分散された砥粒4と、を備える切断ブレード1であって、前記基材2の厚さ方向の外側には、該基材2より静摩擦係数が小さい滑り層6が形成されていることを特徴とする。
(もっと読む)
切削砥石
【課題】 サファイアウエーハのような硬質脆性材料であっても欠けを生じさせること無く切削可能な切削砥石を提供することである。
【解決手段】 ホウ素をドープしたダイアモンド砥粒を含有した切削砥石。切削砥石は、電鋳砥石、レジンボンド砥石、メタルボンド砥石、ビトリファイドボンド砥石の何れかから構成される。
(もっと読む)
砥石
【課題】粗仕上加工で望まれる大きい加工物削除量と最終仕上加工で望まれる細かい面粗さとを共に得ることができる砥石を提供する。
【解決手段】研磨砥粒G0とその研磨砥粒G0を互いに結合する無機質結合剤UNとを備えた砥石10において、無機質結合剤UNは、平均粒子径が3μm以上である第1砥粒G1と平均粒子径が第1砥粒G1の1/4倍以下である第2砥粒G2とから構成されている。また、砥石重量に対する重量割合が、無機質結合剤UNは1wt%乃至4wt%の範囲内であり、第1砥粒G1は50wt%乃至80wt%の範囲内であり、且つ、第2砥粒G2は15wt%乃至45wt%の範囲内である。従って、前述した試験の加工結果から判るように、粗仕上加工で望まれる程度に十分に大きい加工物削除量を確保でき、また、最終仕上加工で望まれる程度に十分に細かい加工物の面粗さを得ることができる。
(もっと読む)
ホーニング加工方法
【課題】水溶性ホーニングのように過酷な潤滑環境であっても、油溜まりとして十分に機能する鮮明なクロスハッチを形成することができ、且つ、量産品に適用可能なホーニング加工方法を提供する。
【解決手段】砥石4をボア内周面W1に衝突させて、砥石4の表面における砥粒4aの間の研削屑Dを除去することにより、砥石4の目立てを行う目立て工程S2と、砥石4をボア内周面W1に切り込んで研削する切り込み工程S3と、砥石4の径方向位置を固定した状態で、ボア内周面W1の弾性縮径によりボア内周面W1を研削しながら、砥石4を軸方向に複数回往復させるスパークアウト工程S4とを行う。
(もっと読む)
メタルボンド砥石及びその製造方法
【課題】長寿命のメタルボンド砥石を提供することを課題とする。
【解決手段】図(a)、(b)に示すように、研削比と研削能率は共に二硫化タングステンの含有率が、全体の0.25〜0.5体積%のときにピークとなる。すなわち、二硫化タングステンの含有率が0.25体積%未満になると、研削比及び研削能率が共に低下する。二硫化タングステンの含有率が0.5体積%超になると、やはり研削比及び研削能率が共に低下する。
【効果】二硫化タングステンの含有率を、0.25〜0.5体積%の範囲に制限することにより、長寿命の砥石が得られる。
(もっと読む)
メタルボンド砥石
【課題】高寿命のメタルボンド砥石を提供することを課題とする。
【解決手段】図(a)に示すように、凝集塊の大きさが小さいほど研削比が大きくなることが分かる。そして、グラフは横軸目盛りで16、すなわち凝集塊の大きさが16μmに特異点があり、凝集塊の大きさが16μm以下であれば、高い研削比が得られることが分かった。1μm余裕を見た15μm以下であれば、研削比1000が得られる。さらに、10μm以下であれば、研削比2000以上が得られる。
(もっと読む)
メタルボンド砥石の製造方法
【課題】高寿命のメタルボンド砥石を提供することを課題とする。
【解決手段】図(b)に示すように、凝集塊の平均的大きさを16μmに留めるには降温速度は10℃/分以上にする必要がある。ただし、降温速度18.6℃/分以上では、凝集塊の大きさは殆ど変化しない。そして、降温速度を高めるには設備を大型にするなど、設備的な負担が高まる。設備の負担を軽くするには、20℃/分を上限とすることが望まれる。従って、好ましい降温速度は10〜20℃/分となる。
(もっと読む)
向上した砥粒保持力及び性能を有する研磨物品
向上した砥粒保持力及び性能を有する研磨物品及び製造方法が開示される。向上した砥粒保持力をもつ研磨物品により、性能が向上した、製品寿命のより長い物品が得られる。  (もっと読む)
(もっと読む)
メタルボンドホイール
【課題】整形性を良好に維持しつつ、研削時における砥粒保持力を確保することが可能なメタルボンドホイールを提供する。
【解決手段】メタルボンドホイールの砥粒層3おいて、砥粒6及び固体潤滑剤粒子7とは、第1金属合金9と第2金属粒子10とから構成されるメタルボンド8bによって結合されている。第1金属合金9はCu−Sn系合金であって、第2金属粒子10は第1金属合金9を介してそれぞれの粒子の接点近傍で接合している。また、固体潤滑剤粒子7は、メタルボンド8b内に適度に分散し、その周囲を第2金属粒子10が取り囲むように配置されている。第2金属粒子10として、Coなどの耐熱性が高い金属あるいはその合金、固体潤滑剤7として、MoS2、WS2等を用いることができる。
(もっと読む)
超砥粒
【課題】硬質材料の湿式・乾式での切断・穿孔等の加工に使用されるメタルボンド超砥粒を得ること、脆弱性の度合いが二種類以上の超砥粒をダイヤモンド又はCBNの量とベースボンドの種類を異ならしめることなく得ること、バッキング層を備えかつ軟らかいベースボンドを用いることができる超砥粒を得ることを課題とする。
【解決手段】六方晶窒化ホウ素を固体潤滑剤として含有するメタルボンド超砥粒、六方晶窒化ホウ素の含有量がベースボンドに対し9重量%以下であるメタルボンド超砥粒によって課題を解決する。
(もっと読む)
抱接化合物を含む研磨材製品
【課題】研磨作業時の発熱抑制効果に優れ、乾式研磨を行う場合にもスメアが発生しない研磨材製品を提供すること。
【解決手段】ホスト化合物に対しゲスト化合物として潤滑剤を担持させた抱接化合物と結合剤を含む研磨材製品。
(もっと読む)
混成結合材を有する多機能研磨ツール
硬質脆性材料を比較的正確な寸法に切削することが可能である、研磨ツールおよび技術が開示されている。金属または金属合金と樹脂マトリックスとの混成結合材を微細な研磨グリットと一緒に含むことが可能であるこれらのツールは、例えば鏡面仕上切削用途において採用することが可能であり、これにより、「1×」または「ワンパス」多機能研磨プロセスが可能となる。樹脂および金属または金属合金タイプの特定的な選択は、ツールが製造および耐久性の目的に関して十分に脆性であるが、磨砕応力および取扱応力に耐えるよう十分に延性であるようになされる(例示的な混成結合材は青銅およびポリイミドを含む)。数多くのツールタイプおよび用途はこの開示を考慮すると明らかであり、薄い1A8ブレード(単刃または多刃構成)などの電子装置製造用の研磨製品が包含される。 (もっと読む)
砥石
【課題】製作が容易で、かつ削り屑の凝着を防止して作業の効率化を実現する電着砥石を提供する。
【解決手段】砥石1は、外周面を有する円盤状の台金3と、電着により前記外周面に固着した、メッキ層7と、前記メッキ層から部分的に突出した超砥粒5と、を含む、研削層と、前記研削層を覆う潤滑層9と、を備える。前記潤滑層は、クロムないしクロムを含むコバルト合金よりなり、めっき技術、塗布技術、溶射技術の何れかにより形成される。
(もっと読む)
ウェハ研磨パッドのコンディショナ及びその製造方法
【課題】ウェハの研磨パッドを均一に修整することができるコンディショナ及びその製造方法を提供する。
【解決手段】本発明によるウェハの研磨パッドの修整に用いられるコンディショナは、上表面に複数の溝を有する基板と、これら複数の溝に充填される結合材と、その結合材により複数の溝に固着された複数の砥粒とを有するものである。また、複数の溝が規則的に配列され、且つ、各溝の寸法が砥粒を一つだけ収容できるように設けられていると、砥粒をより均等にコンディショナに分布させることができ、しかも、砥粒をより強固に基板に固着させることができる。
(もっと読む)
レジンボンド砥石
【課題】 両頭研削のような重研削に用いられるレジンボンド砥石において、粉砕したアモルファスカーボンの粒子による優れた潤滑性によって研削抵抗の低減やワークの表面粗さの向上を図りつつ、このような重研削に対しても十分対応しうる強度や耐摩耗性を砥粒層に与えて研削比の向上を図ることが可能なレジンボンド砥石を提供する。
【解決手段】 樹脂をバインダーとするボンド相に超砥粒が分散された砥粒層を有するレジンボンド砥石であって、このボンド相に、粒径20μm以下の粉砕アモルファスカーボン粒子を8〜20vol%の範囲で、粒径30μm以下のCr2O3粒子を5〜25vol%の範囲で、それぞれ含有させる。
(もっと読む)
電着砥石及び電着砥石の製造方法
【課題】難削材を研削する場合においても、潤滑剤を十分に供給して砥石や被加工物が破損するのを防止し、自生発刃作用を生じさせて研削を円滑に行う。
【解決手段】砥粒103がめっき層105によって固定され、砥粒103と潤滑剤が封入されたマイクロカプセル104とが混在する砥石部106を備えた電着砥石を用いて切削や研磨等の研削を行う。砥石部106にマイクロカプセル104が混在していることにより砥粒103が脱落しやすくなって自生発刃作用が促進され、また、研削によりマイクロカプセル104が破損してマイクロカプセル104内の潤滑剤が研削部位に供給されるため、潤滑剤も十分となる。
(もっと読む)
レジンボンド砥石
【課題】研削抵抗を減らして摩擦熱の発生を抑制し、砥粒層の耐摩耗性を向上する。
【解決手段】レジンボンド砥石10の砥粒層11は、例えばフェノール樹脂等の熱硬化性樹脂からなる樹脂結合相14と、この樹脂結合相14中に分散配置したダイヤモンド(またはCBN等)の超砥粒15とから構成した。樹脂結合相14中には、硬質のフィラーとして例えばSiCからなる耐摩耗性フィラー16と、中空ガラス17と、金属被覆層18を有するアモルファスカーボン19とを、それぞれ分散配置した。アモルファスカーボン19は球状とし、その外表面上に熱伝導性の高い金属として例えばCuからなる金属被覆層18を設けた。
(もっと読む)
1 - 18 / 18
[ Back to top ]