
Fターム[3C100AA23]の内容
総合的工場管理 (15,598) | 業務・管理の内容 (5,235) | 運行管理 (1,905) | 作業・工作物の割付、変更 (370) | 時間を加味したもの (141)
Fターム[3C100AA23]の下位に属するFターム
納入時期を加味 (43)
Fターム[3C100AA23]に分類される特許
1 - 20 / 98
スケジュール修正装置及びスケジュール修正方法
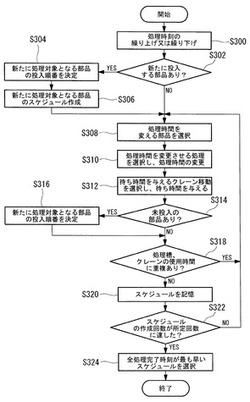
【課題】部品に対する連続した処理の実行の途中であっても、処理槽や搬送装置の使用時間の重複を未然に防止することを目的とする。
【解決手段】スケジュール作成装置は、作成されたスケジュールに基づいた連続した処理が複数の部品に対して並列して実行されている場合に、操作入力部によって、実行済みの処理の終了時刻又は実行前の処理の開始時刻の入力を受け付ける。そして、スケジュール作成装置は、受け付けた時刻以降に実行されるスケジュールに含まれる、クレーンの移動時間への待ち時間の付加及び処理槽による処理時間の変更を行うことでスケジュールを修正し、同一の処理槽及び同一のクレーンの使用時間に重複が生じない修正後のスケジュールを選択する。
(もっと読む)
生産管理装置

【課題】生産ラインにおいて、加修を要するワークが発生した場合でも、完成品の出荷時間を精度よく予測することができる生産管理装置を提供すること。
【解決手段】生産管理装置4は、生産ライン2上の処理工程と車両の情報を記憶するライン情報記憶部32と、ライン情報記憶部32に記憶されている情報に基づいて、加修対象車両の生産ライン2からの搬出予定時間を算出するライン搬出予定時間算出部43と、加修エリア3に滞留している加修対象車両の滞留時間の統計値を算出する滞留時間算出部45と、滞留時間算出部45により算出された滞留時間の統計値に基づいて、ライン搬出予定時間算出部43により算出された搬出予定時間を修正して、加修対象車両の予測出荷時間を算出する予測出荷時間算出部46と、を備える。
(もっと読む)
生産管理システム及び生産管理方法
【課題】 成型工程に用いる部材の生産指令を等量生産による指令で行う生産管理システムにおいて、成型工程に部材を供給する台車を有効利用し生産効率の低下を回避する。
【解決手段】 [成型指令]をもとに処理する「材料指令」は、代表指令No.で表す成型指令のロット(A,Bタイヤ何れも1本1ロット)に対応する等量指令(原単位1だから、部材C1個の生産指令)を定め、定めた等量指令を台車単位の積載量を最大にする数(積載量3個だから、指令数3)まとめて材料指令として発行する。まとめたことにより、従来、等量指令数(成型工程のロット数12)と同数必要としていた台車数を材料指令数(4)に減らすことができる。ただ、日限の管理が必要になり、この処理を材料指令処理で行う。
(もっと読む)
生産計画変更方法および生産計画変更システム
【課題】生産計画に遅れが発生した場合に計画を変更可能とする生産計画変更方法を得ること。
【解決手段】生産計画変更処理の対象として、生産計画基幹システムから製造計画に関するデータを取得し、取得したデータに基づいて製造の作業または作業に用いる購買品の納入に遅れが発生しているかどうかを判定し、遅れが発生している作業または納入についての遅れ理由および製造計画の変更日程を収集し、収集した変更日程に基づいて製造計画ごとの遅れ日数を判断し、管理単位である細目に対して設定される予備日である余裕日数により、遅れ日数をまかなえるかどうかを判断し、まかなえると判断した場合は、当該余裕日数を当該遅れ日数に充当することで製造計画の日程を変更した再計画データを作成する。
(もっと読む)
製造指示装置、プログラム、製造指示システム及び製造指示方法
【課題】製品の納期を遵守し、かつ合流工程における仕掛数が少なくなるようにすること。
【解決手段】製造指示装置110の処理順序算出部は、各工程に仕掛かっている仕掛部品を特定し、当該仕掛かり部品の納期余裕度を算出する。そして、納期余裕度が予め定められた閾値に満たないものについては、納期余裕度の小さいものから順に各工程に投入するようにし、納期余裕度が予め定められた閾値以上のものについては、合流工程までの残処理時間の最小値が小さな製品の仕掛部品から順に各工程に投入するようにする。
(もっと読む)
板材加工システム及び板材加工システムの加工スケジュール設定方法
【課題】新規JOBの割り込みが発生した場合に、各板材加工装置の加工時間のロスを最低限に抑えるようにして、板材加工装置の選択、及び割り込みのタイミングを求めることが可能な板材加工システム及び板材加工システムのスケジュール設定方法を提供する。
【解決手段】複数の板材加工装置11にて、予め設定された加工スケジュールで任意のJOBが実行されているときに、新規JOBの割り込みが発生した場合には、新規JOB、及びその他のJOBの加工終了時刻が、各JOBに対して予め設定されている加工終了指定時刻を越えないように、新規JOBの割り込み対象となる板材加工装置11、及び新規JOBの割り込みタイミングを設定する。従って、トータル的なロス時間を低減した効率の良い板材の加工処理を行うことができる。
(もっと読む)
半導体製造システム
【課題】自動化された半導体生産ラインにおいて、半導体製造装置を効率的に運用することができる半導体製造システムを提供する。
【解決手段】予測部461は、複数のキャリアが半導体生産ラインに属する一の半導体製造装置5に到着した際に、当該キャリアに収容されたウェーハに対する当該半導体製造装置における処理の予想処理時間を、段取り処理に要する時間を含めて算出する。処理順序入れ替え制御部46は、算出された予想処理時間に基づいて、複数のキャリアに収容されたウェーハの半導体製造装置5における処理が最短時間で完了する状態に複数のキャリアの処理順序を決定する。ロードポート制御部41、ハンドラ制御部42およびプロセス制御部43は、決定された処理順序にしたがって、複数のキャリアに収容されたウェーハの処理を半導体製造装置5に実行させる。
(もっと読む)
生産計画立案方法
【課題】生産ロットの生産時間のばらつきが最も小さい分割パターンを選択することで、生産ロットの生産時間のばらつきが抑制され、生産ロットの切換え時に発生する段取り替え時間を確保する生産計画を立案する。
【解決手段】生産する各ロットの納期の早い順に生産順序の並び替えを行うステップと、納期遅れが発生している場合において、納期遅れが発生しているロット以前の全ロットに対し、所定の分割数でロットを等分割できる全てのパターン候補を生成するステップと、前記全てのパターン候補の中から、各生産ロットの生産時間のばらつきが最も小さい分割パターンを選択するステップと、分割した生産ロットについて納期を再度算出するステップと、生産ロットの生産順序を前記算出した納期の早い順に並び替えを行うステップからなり、生産ロットの生産時間のばらつきが抑制され生産ロットの切換え時に発生する段取り替え時間を確保する生産計画を立案する。
(もっと読む)
所要時間算出装置および所要時間算出方法
【課題】過去に経験のない作業の所要時間を作業者の経験期間と他の作業の実績とから算出することができる所要時間算出装置および所要時間算出方法を提供する。
【解決手段】本発明の所要時間算出装置は、作業条件と実績時間を含む作業実績情報が記憶された作業実績データベース101と、作業者の経験期間と作業の所要時間との関係を含む習熟度情報が記憶された習熟度データベース102と、前記習熟度情報に基づいて前記実績時間を現時点の習熟度における所要時間である補正所要時間に補正する作業実績補正手段103と、前記作業条件と前記補正所要時間との関係を含む作業者能力情報を記憶する作業者能力データベース104と、与えられた作業条件における所要時間を前記作業者能力情報に基づいて算出する作業所要時間算出手段とを備える。
(もっと読む)
搬送制御装置及び方法
【課題】生産効率が高く、より自由度の高い搬送制御を行うこと。
【解決手段】製品処理工程の使用装置から次の工程の次工程使用可能装置へ搬送する搬送時間と、次工程使用可能装置で製品処理を行う処理時間と、次工程使用可能装置で製品処理が開始されるまでの滞留時間と、次工程使用可能装置が停止した場合に、停止状態が解除されるまでの停止時間との合計時間である区間リードタイムを計算し、この区間リードタイムが最も短い次工程使用可能装置を次工程使用装置として決定し、決定した次工程使用装置に製品の搬送を行うよう指示する搬送制御を行う。
(もっと読む)
編集装置及び編集プログラム
【課題】画面に対して入力した製販在計画値を示すグラフや図形を相互に変換し、決定した製販在計画値を他のシステムで直ちに利用可能なデータとして記憶する、グラフと図形の編集装置等を提供する。
【解決手段】本発明の編集装置1は、時系列情報を記憶した第1のデータベース70と、図形情報を記憶した第2のデータベース80と、を備え、前記第1のデータベース70から、ある一点の時系列情報を取得し、前記取得した一点の時系列情報の時点をx座標値に変換し、データ値をy座標値に変換し、前記変換したx座標値及びy座標値を一点の位置情報とし、少なくともひとつの所定の位置情報を他点の位置情報とする図形情報を示すレコードを、前記第2のデータベース80に記憶することを特徴とする。
(もっと読む)
ワークの製造時間予測方法、製造日時予測方法、到達時間予測方法および到達日時予測方法、並びにワークの製造時間予測装置および到達時間予測装置
【課題】本発明は、ワークの製造時間もしくは到達時間を精度良く予測することができるワークの製造時間予測方法を提供することを課題としている。
【解決手段】各処理装置2の処理履歴から求めた、ワークを当該処理装置2に臨ませてから処理が終るまでの、非処理時間を含む平均要処理時間を取得する要処理時間取得ステップと、ワークの製造工程において、現時点以降にワークを臨ませる各処理装置の平均要処理時間を順に累積した累積値を、予測製造時間として取得する予測製造時間取得ステップと、を備えた。
(もっと読む)
混流生産システムにおける自動機取り付け順序決定方法及び設備運用指示機
【課題】 本発明の課題は、混流生産システムにおいて、試験対象の製品の試験順序、該当試験機への割り当て方による試験開始の遅延を無くし、また、個々の試験時間の空き時間を長くして、設定した試験順序でトラブル等が発生しても以後の試験を効率良く実行できるように設定することである。
【解決手段】 混流生産システムにおいて、製品の入試、試験状況等を監視する設備運用指示機を備え、製品情報と段替時間と製品の試験順序を取得して、該製品の試験開始時刻と、試験終了時刻と、入試時刻から試験開始までの試験遅延時間と、前の製品から次の製品試験までの試験機空き時間を算出し、設定した試験順序における試験遅延時間と空き時間より試験機への最良取り付け順序を決定する。
(もっと読む)
フレキシブル生産システム
【課題】セル生産方式のフレキシブル生産システムにおいて、人の生産性は落とすことなく容易かつ柔軟にシステムの再編成を可能とする人機械協調型のシステムを実現して生産性向上を図る。
【解決手段】本システム1は人セル部11に隣接する機械部12を備え、機械部12は移載するための複数のハンド部21と、ハンド部21を移動させる複数のアクチュエータ22と、ハンド部21の移動の方向に沿って配置され、部品に処理を施す複数の処理装置3と、人セル部11側から機械部12に部品を投入するための投入部4と、機械部12から人セル部11側に部品を取り出すための取出部5と、投入部4から各処理装置3を経由して取出部5に至る部品の順路の途中に人セル部11側から追加部品を投入し供給するための途中部品搬入装置6とを備えている。途中部品搬入装置6を備えることにより、人セル部11と機械部12とを分離したシステムを容易かつ柔軟に構成できる。
(もっと読む)
支援工程判断システムおよび支援工程判断方法
【課題】どの工程に対して指導員を支援させれば最もラインが円滑に進行するかを自動で判断できる支援工程判断方法を提供する。
【解決手段】支援工程判断方法は、生産ラインに設けられた支援工程判断システムによって実行される手順であって、生産ラインに含まれる工程毎に、各製品の作業に作業者が実際に要した実作業時間から、各製品の標準作業時間を減算して得られた作業遅れ時間を、作業実績として随時記憶するステップと、作業実績とこれから生産ラインに流す製品の順番を示す生産計画とに基づいて、今後各工程に製品が順に投入されたときの将来の累積的な作業遅れ時間を算出するステップ(ステップS12)と、算出した累積的な作業遅れ時間が、生産ラインの遅れを判断するための基準となる基準時間以上の工程を特定し(ステップS14、15)、支援が必要な工程と判断するステップ(ステップS17〜19)と、を有する。
(もっと読む)
動作観測装置及び動作観測方法、並びに動作観測用コンピュータプログラム
【課題】印刷機の作業者の動作を観測する際に、監視されているというプレッシャーを作業者に与えるおそれを低減すること。
【解決手段】動作観測装置20は、印刷機1の作業者の動作を観測する際に用いられる。動作観測装置20は、電気信号取得部22aと、表示制御部22bとを備える。電気信号取得部22aは、印刷機1を操作する作業者の操作によって発生する電気信号を取得する。表示制御部22bは、電気信号取得部22aが取得した電気信号に対応する印刷機1の位置情報を、電気信号取得部22aが電気信号を取得した順にディスプレイ24に表示させる。
(もっと読む)
作業支援システム
【課題】作業者の手間を増やすことなく生産計画をリアルタイムに修正して最適化することのできる作業支援システムを提供する。
【解決手段】複数の成形機1〜3間を作業者4が移動しながら各成形機1〜3を取り扱う作業を行うことで各成形機1〜3を稼動させて製品を生産する生産工程において作業者4に次の作業を指示するもので、各成形機1〜3が稼動しているか否かの稼動情報を取得するPLC10〜30と、各成形機1〜3の周辺に設けられて作業者4の位置を検知するエリアセンサ5と、生産計画及び作業情報を記憶する第1の情報端末機6と、通信回線を介して各PLC10〜30からの稼動情報及びエリアセンサ5からの検知結果を収集するとともに、これらの情報を参照して現在行っている作業を推定し且つ推定結果に基づいて生産計画を修正する第2の情報端末機7と、生産計画に応じて次の作業を作業者4に指示するモニタ8とから構成される。
(もっと読む)
ロボットおよびプレス機械を含むシステム、複数のロボットを含むシステム、ならびにそのようなシステムにおいて使用されるロボットの制御装置
【課題】同期動作を続行して、システムの作業効率が低下するのを避ける。
【解決手段】互いに協働するロボットとプレス機械と(以下、ロボット等)を含むシステム(1)は、時刻を周期的に更新する基準時計(6)を備えており、ロボット等は、内部時計(19)と、ロボット等の動作時におけるロボット等のそれぞれの位置を前記内部時計の時刻に対応して記憶した教示プログラム(25)と、内部時計の時刻が基準時計の時刻に一致するように内部時計の時刻を補正する内部時計補正手段(21)と、内部時計補正手段によって内部時計の時刻を基準時計の時刻に一致させられない場合には、内部時計の時刻が基準時計の時刻に一致するように基準時計の時刻を補正する基準時計補正手段(23)と、教示プログラムと内部時計の時刻とに基づいて、ロボット等の補間時間毎の動作指令を算出することにより、ロボット等を基準時計に同期して動作させる動作手段と、を具備する。
(もっと読む)
板材加工時間見積り装置およびネスティングオーダ生成装置
【課題】 後工程を含む板材部品毎の加工時間を容易に見積もることのできる板材加工時間見積り装置を提供する。各後工程装置の負荷を均等化させることのできるネスティングオーダ生成装置を提供する。
【解決手段】 部品図形データDに含まれた後工程を示すデータH,LBを読み取って後工程の種類、および単位加工の数量を判別する工程データ判別手段11を設ける。判別した各部品板材mの後工程の種類,数量から、各部品板材mの後工程に要する加工時間や板材加工機2による加工時間を見積もる部品毎工程時間見積もり手段13を設ける。見積もった部品板材m毎の加工時間の和を用い、各後工程の加工待ち待ち時間が均等化されるように、ネスティングオーダを生成するネスティングオーダ生成手段8を設ける。
(もっと読む)
標準工期設定システム
【課題】簡単、安価な設備で、かつ、作業者に負担を強いないで作業時間を集計し、標準工期を設定できる標準工期設定システムを提供することが課題である。
【解決手段】受注製品に関する構成部品データと作業手順とを含む生産計画を記憶したデータベースと、受注製品を加工する各作業所を結ぶネットワークとが構築された生産管理システムにおいて、前記生産計画から受注製品を構成する部品の製作に必要な作業毎に、該作業実施に必要な項目を印刷すると共に前記項目データを記憶させたRFIDタグを配した作業カードを作成し、その作業カードを作業実施前カード収納部と、RFIDタグのデータを読み書きするリード/ライト装置を備えて作業中のカードを収納する作業中カード収納部と、作業終了後のカードを収容する作業後カード収納部とを有したカード収納装置に収容し、作業中カード収納部に作業カードが置かれた時間から作業時間を算出して集計し、各部品毎の標準作業時間を設定するようにした。
(もっと読む)
1 - 20 / 98
[ Back to top ]