
Fターム[3C100AA29]の内容
Fターム[3C100AA29]の下位に属するFターム
ダミーの使用 (1)
Fターム[3C100AA29]に分類される特許
441 - 454 / 454
生産管理システム

【課題】複雑な工程経路を経て製造される工業製品に対しても、製造履歴情報内部の複雑な関連構造まで探索して根本的な変動原因にまで絞り込む生産管理システムを提供する。
【解決手段】製品品質履歴と製造工程履歴を収集および照合して両者の相関強度を計算し、製造工程に潜在する変動原因の候補を列挙するともに、製造工程履歴の各変量間の相互相関強度を全ての組み合わせで計算し、さらに投入計画に使用する製造順序情報を利用することで、製造ライン内部の工程相互の因果の関連構造モデルを自動生成し、その因果モデルを自動分析することにより品質変動原因の候補の中から根本変動原因を自動導出する。
(もっと読む)
部材品トレーサビリティ管理装置、管理方法、管理プログラムおよび管理プログラム記憶媒体

【課題】 製造装置のコストおよび部材品トレーサビリティ情報取得のための管理コストを低減する。
【解決手段】 製造品の製造開始時刻および製造終了時刻を、製造品識別情報および製造装置識別情報に対応付けて製造実績情報記憶部76に記憶し、部材品貯留部における部材品供給時刻および部材品供給停止時刻を、部材品名称、部材品製造ロット識別情報、製造装置識別情報および部材品貯留部識別情報に対応付けて部材品供給実績情報記憶部77に記憶する。そして、製造実績情報記憶部76に記憶されている製造開始時刻および製造終了時刻と、部材品供給実績情報記憶部77に記憶されている部材品供給開始時刻および部材品供給停止時刻とに基づき、製造品に使用され得る部材品の1以上の製造ロット識別情報を抽出し、製造品識別情報と部材品名称とに対応付けて製造ロットトレース情報記憶部78に記憶する。
(もっと読む)
設備管理装置および設備管理プログラム
【課題】 より効率的な設備管理を実現する。
【解決手段】 マップ画面24のマップ領域34に、エリアの平面図84が表示される。そして、この平面図84上に、複数台のトラップに対応する複数のアイコン86,86,…が表示される。これらのアイコン86,86,…には、文字,色彩および囲み線が付されており、これらの文字,色彩および囲み線によって、対応するトラップの用途,稼働状況および不良率(故障発生率)が表現される。従って、当該文字,色彩および囲み線という各アイコン86,86,…の態様から、各トラップの用途,稼働状況および不良率という属性を、直観的かつ同時に把握することができる。これは、複数台のトラップが設置されている蒸気プラントを管理するのに、極めて有効である。
(もっと読む)
動圧軸受装置の製造工程管理方法
【課題】 工程管理を電子化してデータの処理を迅速化でき、誤差が著しく異なる部品が混入するのを防止できる動圧軸受装置の製造工程管理方法を提供する。
【解決手段】 少なくとも、軸部材の外径と、軸受部材の内径の寸法別にそれぞれを収納し、かつそれぞれの誤差を記録するRFID用タグが取付けられた複数のトレイを備え、軸部材と軸受部材の製造後に、軸部材の外径寸法誤差と軸受部材の内径寸法誤差とを測定し、軸部材と軸受部材とを寸法別に対応する容器に収納するとともに、対応するRFID用タグにそれぞれの識別データとともに誤差データを記録し、各トレイに収納された軸部材と軸受部材のRFID用タグに記録されている誤差データに基づいて、それぞれのスラスト隙間が所定の値になるように軸部材と軸受部材とのマッチングを取る。
(もっと読む)
機械要素商品の生産管理方法
【課題】 複数の要素からなる機械要素商品において、材料もしくは要素を外部から購買により調達する調達品を生産管理する機械要素商品の生産管理方法を提供する。
【解決手段】 管理対象と機械要素商品1は、複数種類の要素品を組み立てたものである。それら複数種類の要素品2は、材料購入Slから、鍛造工程S2、熱処理工程S3、研削工程S4、および購入部品仕入処理工程S5を経て製造されるものである。各工程Sl〜S5の情報を、その工程のロット番号と共に、ICタグ4に記録する。要素品2を機械要素商品1に組み立てた後は、各要素品2に対するICタグ4の記録情報を、管理のデータベース11に、製造番号または製造ロット番号に対応して記録しておく。機械要素商品1には別のICタグ10を取付け、製造番号またはロット番号を記録する。また、このICタグ10には、鍛造、熱処理、研削処理の各工程の加工条件情報を記録する。
(もっと読む)
機械要素商品の生産管理方法
【課題】 仕掛品を含む複数の要素からなる機械要素商品において、各要素品を生産管理する機械要素商品の生産管理方法を提供する。
【解決手段】 管理対象と機械要素商品1は、複数種類の要素品を組み立てたものである。それら複数種類の要素品2は、材料購入Slから、鍛造工程S2、熱処理工程S3、および研削工程S4を経て製造される仕掛品である。各工程Sl〜S5の情報を、その工程のロット番号と共に、ICタグ4に記録する。要素品2を機械要素商品1に組み立てた後は、各要素品2に対するICタグ4の記録情報を、管理のデータベース11に、製造番号または製造ロット番号に対応して記録しておく。機械要素商品1には別のICタグ10を取付け、製造番号またはロット番号を記録する。また、このICタグ10には、鍛造、熱処理、研削処理の各工程の加工条件情報を記録する。
(もっと読む)
生産工場のための生産管理システム
【課題】本発明は、部品製作に伴う生産状況をリアルタイム(生産と同時に)コンピュータで把握するもので、生産現場の生産実績や在庫状況などの生きた経営情報を把握し、経営者、生産部門の管理責任者がリアルタイムに必要とする生産データを検出し、シリアルにマイコンに入力して、最終的にはWebサ−バに全ての生産情報を集めて、生産状況をリアルタイムに把握・管理するシステムを創造することである。
【解決手段】同一の又は同種の加工を実施する複数の工作機械でそれぞれ特定部品の加工終了をセンサで感知することにより発生した信号を、計量コントローラに入力し、計量コントローラで累積した複数個で 1組の計量信号をシリアルインタフェース上に送り、このシリアル信号をネットワークコントローラに送り込み、Ethernet(登録商標)接続方式によりパソコン等でアクセスして、生産情報をリアルタイムに読み取り可能としたことを特徴とする生産管理システム。
(もっと読む)
調合工程管理システム、調合工程管理方法、および調合工程管理プログラム
【課題】調合材料の間違いを防止する調合工程管理システム、調合工程管理方法および調合工程管理プログラムを提供する。
【解決手段】調合工程管理システムは、調合材料22を調合するために必要な調合予定情報を記憶する記憶装置11を有し、製造過程における工程の進行を制御するサーバ装置4と、調合材料22に付帯され、当該調合材料22に関する材料情報を記憶する承認バーコード35と、それに印刷され記憶された材料情報を読み取るバーコードリーダ59,67とを備える。サーバ装置4は、製造過程において、バーコードリーダ59,67で読み取られた材料情報と調合予定情報とを照合し、製造過程における調合材料が調合すべき調合材料であるか否かを判定し、その判定結果に基づいて工程の進行を許可する許可情報と工程の進行を不許可とする不許可情報の少なくともいずれかを出力する。
(もっと読む)
生産制御システムおよび生産制御方法
【課題】 生産指示システムにおいて、個々の装置、半導体ウェーハの状態を取得、予測することで優先して処理されるべき半導体ウェーハを確実に進捗させる。
【解決手段】 複数の生産装置での処理において現在の生産状況全体を管理制御する生産進捗制御部1と、現在の仕掛かり状況の中から製品の優先順位を決定し生産進捗制御部1に情報を伝達する機能を有する優先生産品管理部2と、各生産装置の状態を監視し処理状況を予測する機能および処理状況の予測結果を生産進捗制御部1に伝達する機能を持つ装置処理進捗予測部3と、優先生産品管理部2で管理されている製品の優先度情報と装置処理進捗予測部3で予測された装置処理状況に基づいて処理すべき製品を生産装置に割り当て生産進捗制御部に伝達する機能を有する作業計画計算部4と、作業計画計算部4の作業計画を生産進捗制御部1を通して表示する画面5とを備えている。
(もっと読む)
データ管理装置
【課題】 自動機相互で生産情報を共有化できると共に、他の自動機により情報が書き換えられることもなく、高速なタクトタイムで流動する生産ラインでも容易に導入でき、生産情報を有効に活用し、生産性を向上できるデータ管理装置を提供する。
【解決手段】 製品5が流動する生産ラインに配置される各自動機2と産業用ネットワーク3で接続されたデータ管理装置1が、製品情報を書込み可能な製品情報領域と設備の稼働情報を書込み可能な稼働情報領域とを有し、自動機毎に書込み保護される生産情報記憶部51、各自動機からの生産情報のデータ転送の受付及び記憶された生産情報のデータ読出し要求の受付を行うインタフェースプログラム50及び受付られた情報の記憶部への書込みが可能か否かの確認を行う書込保護定義部52より構成され、生産ライン内の製品流動状態及び設備稼働状態を管理する。
(もっと読む)
生産システム
【課題】 ライン上の各種ワークの個数や製品の生産順序などを容易かつ正確に把握することができる生産システムを提供すること。
【解決手段】 ワークWの搬送およびワークWに対する組み付けを行って複数種の製品を連続的に生産するライン2と、前記ワークWに直接または間接的に設けられ、製品の種類に応じてワークWに割り当てられた組み付け指示内容を含む生産データが書き込まれる記録媒体3と、前記記録媒体3から生産データを読み取る読み取り手段とを備え、各ワークWに対する組み付け内容が、読み取り手段により各ワークWの記録媒体3から読み取った組み付け指示内容に応じて決定される生産システム1であって、前記読み取り手段に読み取られた生産データがモニタ装置4に入力され、このモニタ装置4が、入力された生産データに基づいて、ライン2上におけるワークWの位置と、各ワークWに対する組み付け指示内容の種類またはこの組み付け指示内容の種類に対応する製品の種類とを表示するように構成されている。
(もっと読む)
トレーサビリティシステムおよび製品履歴情報管理方法ならびにターミナル
【課題】 従前の現品票(カンバン)を用いたまま、工程の変更に柔軟に対応できるトレーサビリティシステムを提供する。
【解決手段】 複数の工程を経て製品を生産するラインで、各工程間は部品を台車に乗せて搬送し、その台車には搬送する部品に関する部品ロットNo等を記載したカンバンが取付けられ、データの書換え可能なICカード7を取付ける。各工程には、ICカードに格納されたデータを読み書きするターミナル10を設け、格納されたデータをトレース端末装置20が収集する。ターミナルでは、そのICカードに格納された部品情報を取得し、記憶手段に格納する手段と、その工程から搬出される部品とともに搬送されるときICカードに部品情報を格納する手段を備える。トレース端末装置は、ICカードに搬出部品についての部品ロットNoと、前工程で生成された部品についての部品ロットNoを取得するとともに、データベースに格納する。
(もっと読む)
閉ループ構成における認証および追従可能性
本発明は、閉ループ型のレセプタクル構成の認証および追跡可能性を有したシステムに関するものでり、所定位置における部材用レセプタクルの存在または欠如を自動的に検出するのに使用することができる。そのようなレセプタクルは、部材用リールまたは部材用トレーまたは部材用ラックまたは構成部材を搬送し得る他のレセプタクルとされる。構成部材は、処理および/または操作に供される。システムは、さらに、検出されたレセプタクルを自動的に検出し得るとともに、関連づけられた構成部材パラメータに基づいてそれぞれの検出位置において認証することができる。システムは、さらに、検出された位置からのそのレセプタクルの移動を追跡し得るとともに、必要に応じて、構成部材パラメータを更新することができる。 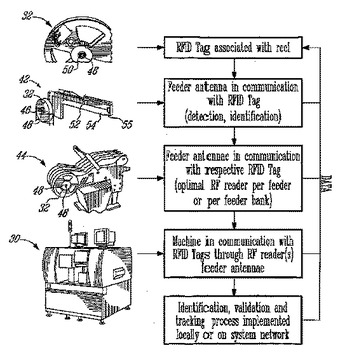 (もっと読む)
(もっと読む)
煙草加工産業における機械用の表示操作ユニット
【課題】
効率的機械操作を可能とする表示操作ユニットと煙草加工産業における機械用の表示操作方法とを提供すること。
【解決手段】
この発明は多数の映像面表示体から成る図解的利用者インターフェイスを表示する映像面装置(10)とコンピュータプログラムによって図解的利用者インターフェイスを発生させるように設けられているコンピュータ(11)とを備え、実質的に全映像面表示体が少なくとも次の領域;機械及び製品又はそのいずれか一方を表示した表示操作要素により多数の異なった操作者により選択できる操作領域表示体を表示する操作者により操作できる操作領域(20)と、機械又は製品に関連した停止と警報メッセージを表示するメッセージ領域(21)とを有する煙草加工産業における機械用の表示操作ユニットに関する。この映像面表示体は機械及び製品又はそのいずれか一方の関連表示体及び製造モード又はそのいずれか一方に関する操作要素を包含する少なくとも一つの別の領域を有し、その別の領域の表示体が操作領域(20)のそれぞれに設定された操作領域表示体と無関係である。 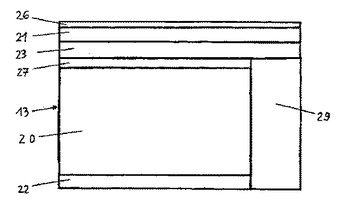 (もっと読む)
(もっと読む)
441 - 454 / 454
[ Back to top ]