
Fターム[3C100BB24]の内容
Fターム[3C100BB24]に分類される特許
1 - 20 / 46
生産管理システムおよび生産管理方法、制御プログラム、可読記憶媒体
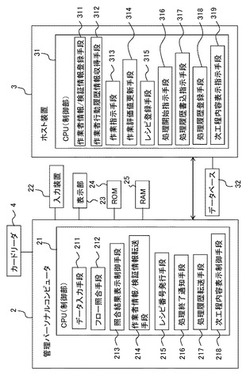
【課題】マニュアル搬送/オフライン装置がある生産ラインで、作業者情報をオンライン管理して、作業ロスおよび作業ミスの防止や省人化に向けたナビゲーション機能を低投資で行うことにより、オフライン装置がある生産ラインであっても疑似的なオンライン管理を効率よく実現する。
【解決手段】各管理パーソナルコンピュータ2は、カードリーダ4からの作業者IDを含む作業者情報に基づいて作業者/時間を検証するフロー照合手段212と、各管理パーソナルコンピュータ2がホスト装置3に該作業者IDを含む作業者情報および該作業者IDを含む検証情報をアップロードする作業者情報/検証情報転送手段214とを有し、ホスト装置3は、アップロードした該作業者IDを含む作業者情報および検証結果を含む検証情報を登録する作業者情報/検証情報登録手段311を有している。
(もっと読む)
監視操作システム、トラッキング支援装置およびトラッキング支援方法

【課題】トラブルの原因を早期に確認し、原因を特定して対策をとることを支援する監視操作システムを提供する。
【解決手段】監視操作システムは、製造プロセスの稼動情報をオンラインで取得するオンラインサーバと、稼動情報に基づいて製品のトラッキング情報を出力するオンライン端末と、オンライン端末に同期してオンライン端末にて出力されるトラッキング情報を生成して保存し、保存したトラッキング情報を再生するトラッキング支援装置と、からなる。トラッキング支援装置は、所定の周期でオンラインサーバから稼動情報を取得してトラッキング情報を生成するトラッキング情報生成部と、生成されたトラッキング情報を記憶するデータ記憶部と、データ記憶部にトラッキング情報を記録し、データ記憶部からトラッキング情報を取得する保存情報処理部と、トラッキング情報を再生するトラッキング情報再生部と、トラッキング情報を出力する出力部と、を備える。
(もっと読む)
無線通信システム、親機及び子機
【課題】生産ライン等の固定側と移動側との間で双方向無線回線を確立した場合の信号送受信の信頼性と安定性を向上する。
【解決手段】親機10は固定側の生産ライン制御部に配置され、待機状態で下り電波を送信停止し上り電波は連続受信している。子機12は移動側のワークに配置され、待機状態で下り電波を間欠受信し上り電波の送信は停止している。親機10は待機状態で外部から通信開始信号を入力した場合に子機12との間に周波数の異なる下り無線回線と上り無線回線を確立する。また子機12には振動センサ15が設けられ、待機状態で振動が検知されると、下り電波の間欠受信を連続受信に切替えて親機10からの通信開始電文を受信可能とする。親機10は外部からの通信終了信号を入力した場合に子機12に通信終了電文を送信し、下り無線回線と上り無線回線の確立を解除する。
(もっと読む)
生産効率化装置、生産効率化方法、コンピュータプログラム
【課題】被処理体に対する処理効率を向上させることができる生産効率化装置を提供する。
【解決手段】被処理体を処理する複数の処理装置2との間で情報を通信する第1通信手段と、前記複数の処理装置2間で被処理体を搬送する搬送装置32を有する搬送システム3との間で、該搬送装置32の制御に関わる制御情報を通信する第2通信手段と、前記第1通信手段にて通信した情報に基づいて、該情報の通信先の処理装置2が処理済の被処理体に対する搬出および未処理の処理体の搬入を要する搬送時機を予測する手段と、該手段が予測した搬送時機に前記情報の通信先の処理装置2へ前記搬送装置32が到着するように前記搬送システムへの制御情報を生成する生成手段とを生産効率化装置1に備える。
(もっと読む)
生産設備および生産システム
【課題】生産ラインの構築および構成変更時のプログラム作成および修正の必要がなく、柔軟に切り離しおよび組み替えが可能な生産設備および生産システムを提供する。
【解決手段】生産設備1と生産設備1aの間でワークを授受する際に、ワーク搬送の協調に必要な情報およびワークに対する作業の動作制御に必要な情報を連携情報として生産設備1と生産設備1aとの間で授受する。作業制御手段4は他の生産設備1aから移動してきたワークに対する自生産設備1の作業を、同じく他の生産設備1aから取得した連携情報を用いて制御する。
(もっと読む)
プラント運転監視装置およびその方法
【課題】廃棄物情報の移動処理に係わる不良が発生した場合でも、監視装置が有する廃棄物情報を、実際の廃棄物情報に追従可能とすることにより、稼働率が低下することがない高信頼性のプラント運転監視装置およびその方法を提供する。
【解決手段】監視装置1は、監視対象である制御装置2が制御する工程に存在する廃棄物の廃棄物情報を記憶した廃棄物情報テーブル11と、制御装置2が制御するプラント4の動作状態を時系列的に並べた履歴として記憶した監視装置履歴テーブル12と、制御装置2からの廃棄物の移動状態を管理する移動管理テーブル13と、廃棄物の管理位置毎に廃棄物情報の検索条件を定義する移動パターンテーブル14と、移動パターンテーブル14の検索条件により移動管理テーブル13の移動状態の情報から廃棄物情報テーブル11の廃棄物情報の移動状態を判断する移動状態判断手段102とを備える。
(もっと読む)
移動式バッファ及び移動式バッファ配置制御方法
【課題】配置や個数の変更が可能である移動式バッファを提供する。
【解決手段】資材101を一時的に保管するバッファ装置1と、バッファ装置1に設けられ、バッファ装置を移動させる移動装置2と、移動装置2に対して、所定の個所まで移動させる制御をする移動制御装置3とを備え、自走して倉庫及び製造ラインの各工程20a〜20cのいずれかに配置される。
(もっと読む)
作業情報処理装置、プログラムおよび作業情報処理方法
【課題】生産量の多寡に影響されず、部品や部材の移動状況に基づいて、実施している作業の進捗を特定することができる技術を提供する。
【解決手段】本願に係る作業情報を処理する技術は、作業に用いる運搬装置に取り付けられた位置センサ及び積載センサの時刻ごとの検出値から部品の荷下ろし時刻を特定し、荷下ろした時刻における運搬装置の位置から工程の進捗を特定する。
(もっと読む)
タイヤ生産管理システム
【課題】タイヤ構成部品もしくはグリーンタイヤの運搬状況を適切に把握して、タイヤの生産管理を更に効率良く行うことのできるタイヤ生産管理システムを提供する。
【解決手段】タイヤ構成部材トレッド部材22を搭載する部材運搬台車1a〜1cを牽引車2aに連結して牽引するとともに、上記牽引車2aの通過する搬送路7Aに、生産管理用のコンピュータ10の台車位置管理サーバ12に接続される3局の無線LANアクセスポイント70a〜70cを備え台車位置検出手段70が設置された複数の通過ポイントPA1,PA2を設けて、上記台車位置検出手段70により上記牽引車2aの位置を検出し、その検出結果である牽引車2aの位置と通過時刻とを生産管理用のコンピュータ10の台車位置管理サーバ12に送るようにした。
(もっと読む)
生産ラインの構築方法および生産ライン構成装置
【課題】製品の生産品種の変更や生産数量の変動に容易に対応するとともに、多品種の生産システムにおいて生産ラインの生産効率を高める。
【解決手段】各々が、外形やワーク搬送の受け渡し機構等が共通化された正方形断面の筐体を有する生産ライン構成装置10からなる加工装置101、洗浄装置102、組立装置103、計測・検査装置104の側面を相互に接続して、生産ライン構成装置10の台数や配置位置が異なる多様な生産方式110や生産方式120を構築可能とし、たとえば、製品のライフサイクルに応じた、多様な能力や規模の生産システム100の構築を可能にした。
(もっと読む)
ジョブショップ型方式におけるワークの工程管理方法と装置
【課題】作業工程毎に作業場所が分かれており、ワーク毎に予め決められた工程順で各作業場所に移動して各工程の作業を行うジョブショップ型方式の工場において、各物品(ワーク)の工程(所在地と滞留時間)を正確に管理し、各ワークセンターの実際の状況が容易に把握でき、効率的な生産管理が可能となるジョブショップ型方式におけるワークの工程管理方法と装置を提供する。
【解決手段】すべてのワークにIDを記録したICタグ12を1つずつ取り付け、作業場所間のすべての搬送経路上にICタグ読み取り器14を設置し、ICタグ読み取り器により搬送中にICタグを読み取って、その時点でワークの位置が工程順の前工程から次工程へ移動したと判断し、ワークの工程を管理する。
(もっと読む)
板材搬送装置の搬送データ作成装置および搬送制御装置
【課題】 複数台の走行体を備える板材搬送装置において、搬出元での部品板材の配列形態に係わらず、複数台の走行体を効率的に用いて迅速な搬出を行うことができる搬送データの作成装置、および搬送制御装置を提供する。
【解決手段】 板材搬送装置2は、互いに配列関係が共通となる複数の保持具23A を有する複数の走行体13,14を備える。この搬送データ作成装置は、各部品板材Wの形状データF1に対して、共通配列の保持具23A を割り付ける保持具割付け手段36を有する。板材搬送装置43は、空き状態の走行体13,14を選択する走行体選択手段47と、その選択された走行体13,14に、部品板材Wに割り付けられた共通配列の保持具23A に保持動作を行わせる保持具選択手段48とを備える。
(もっと読む)
現品管理方法および現品管理システム
【課題】大きな設備投資を行うこと無しに、搬送用台車を用いて移動させながら積み降ろしを行う際の、製品の現品管理を誤りなく確実に行うことが可能な現品管理方法および現品管理システムを提供する。
【解決手段】製品を搬送用台車に載せられたパレット上に積み降ろしする際に、前記パレット上に積まれる製品の位置を、前記パレット上の所定位置に置かれた製品の位置を基準とする相対位置情報として記憶し、この記憶した相対位置情報に基づいて、パレット上の製品の位置管理を行うことを特徴とする。
(もっと読む)
搬送制御方法およびこの搬送制御方法を実施する搬送制御装置
【課題】搬送システムをより効率的に利用することができる搬送制御方法およびこの搬送制御方法を実施する搬送制御装置を提供する。
【解決手段】中継定義テーブルを記憶した中継経路定義領域11bと、特定搬送装置の情報を記憶した搬送装置情報記憶領域11cと、各搬送物の搬送元情報と搬送先情報と現在位置情報とを記憶した搬送物位置情報領域11aと、中継定義テーブルと現在位置情報と搬送先情報とに基づいて次に搬送物を保持する装置を決定するステップと、次に搬送物を保持する装置が特定搬送装置であるか否かを判断するステップと、特定搬送装置である場合に、特定搬送装置の情報と搬送先情報と中継定義テーブルとに基づいて次の次に搬送物を保持する装置を決定するステップと、現在搬送物を保持している装置から最短時間で搬送物を受け取る特定搬送装置を次に搬送物を保持する装置に変更するステップとを実施する搬送経路決定部14とを備えている。
(もっと読む)
移動体の管理方法及び管理システム
【課題】管理ポイントの物理的な位置と論理的な位置を対応付けて管理を行うことを目的とする。
【解決手段】移動体に取り付けられた識別情報を取得して、所定の領域内を移動する前記移動体の位置を管理する管理方法であって、所定の論理的な位置に設置された第1の端末が移動体に取り付けられた識別情報を検出し、第2の端末が前記移動体の物理的な位置情報と前記移動体の識別情報を取得し、前記第1の端末と第2の端末に接続された管理計算機が、前記第1の端末から前記識別情報を取得し、前記第2の端末から前記物理的な位置情報と識別情報を取得し、前記管理計算機が、前記第1の端末から取得した識別情報と、前記第2の端末から取得した前記識別情報が同一の移動体を指し示すか否かを判定して同一の移動体を指し示すと判定したときに、前記第1の端末の物理的な位置を、前記第2の端末が取得した前記移動体の物理的な位置であると推定する。
(もっと読む)
工程管理方法、工程管理システムおよび工程管理装置
【課題】搬送作業者に負担を掛けることなく、搬送中の物品の所在やその状態を管理できるようにする。
【解決手段】工程管理装置2は、センサモジュール6から送信される圧力および加速度に基づき、台車10における加工物品9の積載状況や移動状況、さらには、加工物品9の積載を検知し、加工物品9の積載を検知したときには、その台車10の近傍にある加工済物品置場91を探索する。一方、加工済物品置場91に設けられたタグリーダ7は、加工工程での加工が終了したとき、その加工物品のRFIDタグ8から物品IDを読み出し、工程管理装置2へ送信する。従って、工程管理装置2は、前記探索された加工済物品置場91に仮置きされた加工物品9の物品IDを知ることができ、よって、加工物品9が積載された台車10の台車IDに対して、前記仮置きされた加工物品9の物品IDを紐付けることができる。
(もっと読む)
搬送経路決定システムおよびこれを用いた搬送経路決定方法
【課題】搬送装置の搬送負荷の分散と搬送物の搬送優先度とを考慮することができる搬送経路決定システムおよびこれを用いた搬送経路決定方法を提供する。
【解決手段】複数の搬送経路候補の各搬送時間を算出する搬送時間算出手段23と、複数の搬送経路候補の最大稼働率を取得する最大稼働率取得手段24と、搬送時間算出手段23による算出結果と最大稼働率取得手段24による取得結果とを参照して搬送経路を決定し、かつ、決定した搬送経路に基づき搬送装置の動作制御を行う搬送経路決定手段22とからなる中央搬送制御装置20を備え、搬送経路決定手段22は、搬送優先度が予め設定された基準に等しいかまたは基準よりも高い場合には、搬送時間が最も短い搬送経路候補を搬送経路に決定し、搬送優先度が予め設定された基準よりも低い場合には、最大稼働率が最も低い搬送経路候補を搬送経路に決定する。
(もっと読む)
トラッキングシステム及びそのトラッキング方法
【課題】複数の搬送装置、処理装置、検査装置、測定装置からなる生産ラインにおいて、生産ラインが複数存在する場合においても、生産ライン間の情報を引き継ぐことにより、効率的に検査、測定を行うことを目的とする効率的かつ有効なワークのトラッキング方法を提供すること。
【解決手段】複数の、搬送装置、処理装置、検査装置、測定装置を配置した生産ラインへの投入装置および回収装置がワークを識別するためのワーク識別子読取装置を有し、各ワークにはワークを特定するための固有のワーク識別子が割り当てられ、少なくとも投入時にワーク識別子の読取りが行われている生産ラインが複数存在する、生産システム内のワークの移動のトラッキング方法であって、前の生産ラインのトラッキング実績をもとに次の生産ラインでのトラッキングデータのうち該生産ラインでの移動を制御する部分を確立するトラッキング方法。
(もっと読む)
精整ヤードの非固定式置場管理方法及び鋼板のトラッキング方法
【課題】非固定式置場管理方法であって、保管する鋼板の寸法に応じて、置場番地をフレキシブルに設定できる置場管理方法を提供する。
【解決手段】 天井クレーンのX−Y軸走行方向に一致させて、X−Y平面座標によって、精整ヤードを格子状に仕切った座標を精整ヤード管理プロセスコンピュータに登録する工程と、搬入予定鋼板の形状、寸法から精整ヤード占有面積を算出する工程と、算出した占有面積から鋼板の配列予定位置と配列順を決定する工程と、精整ヤードに配列した鋼板の精整ヤード位置座標を決定する工程と、作業実績を入力する工程と、採取した切板枚数、寸法に合わせて新鋼板番号を起番し、各切板の新精整ヤード位置座標を決定する工程と、搬出予定鋼板の鋼板番号、精整ヤード位置座標とクレーン吊上げ位置座標とを照合する工程と、鋼板を天井クレーンで吊上げて、次工程に払出す工程と、払出された鋼板のヤード占有情報を空にする工程とからなることを特徴とする精整ヤードの非固定式置場管理方法。
(もっと読む)
搬送制御装置
【課題】複数の搬送経路がある場合には、搬送が特定の装置に偏らないように搬送経路を別途定義することで、搬送経路を効率的に利用可能とする。
【解決手段】搬送装置21、分岐装置22及び生産装置30の利用順をマトリックスで定義した第1中継定義テーブルと、を記憶する中継経路記憶手段と、複数の搬送装置21のうち、複数の分岐装置22に接続している特定搬送装置から中継する一つの分岐装置22を定義した第1中継定義テーブルとを備えており、搬送経路決定部14は、第1中継定義テーブルの情報と、搬送物位置情報領域11aに記憶された搬送物の現在位置及び搬送先装置の情報とに基づいて、搬送物が到着した装置から次の装置までの搬送経路を決定する一方、搬送経路に前記特定搬送装置が含まれている場合には、この特定搬送装置に関しては第2中継定義テーブルの情報に基づいて次の中継装置を決定する。
(もっと読む)
1 - 20 / 46
[ Back to top ]