
Fターム[3C269AB08]の内容
数値制御 (19,287) | 作業内容、対象機器、対象製品 (2,914) | 機械加工 (1,369) | 放電加工 (24)
Fターム[3C269AB08]に分類される特許
1 - 20 / 24
機械における原点位置調整方法および原点位置調整機能を有する機械
【課題】作業時間を短くしつつ、原点位置をさらに容易に設定する。
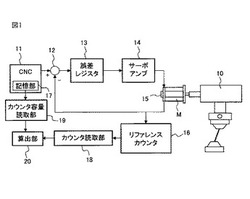
【解決手段】位置検出器を備えたサーボモータによって駆動される可動部(10)の機械原点位置調整機能を有する機械は、位置検出器により検出された値をカウントするレファレンスカウンタ(16)と、可動部を所定の方向に移動させて機械原点位置に位置決めしたときのレファレンスカウンタの容量を記憶した記憶部(17)と、可動部を位置決めしたときのレファレンスカウンタの値を読み取るレファレンスカウンタ読取部(18)と、レファレンスカウンタのカウンタ容量を読み取るカウンタ容量読取部(19)と、レファレンスカウンタの値とレファレンスカウンタ容量とに基づいて機械原点位置の調整量を算出する調整量算出部(20)と、を含む。
(もっと読む)
ワイヤ放電加工機、ヘッド制御方法、及びそのプログラム

【課題】ワイヤ放電加工機の上下ヘッドの相対位置ずれを、簡易的な構成と処理で正確に補正を行う。
【解決手段】本体及び被加工物搭載用のX−Yテーブルが前面側から見て略左右対称に設計され、背面側から前面側に延出するコラムを有しており、コラムの先端部周辺に配設されたコラム前温度センサからの温度情報を入力する温度情報入力部41と、ヘッドの位置ずれが生じていないときの基準温度情報を記憶する基準温度記憶部46と、入力された温度情報及び基準温度情報の差分を演算する温度差演算部42と、コラムの材質における線膨張係数と、その延出部分の長さから得られる補正係数を記憶する補正係数記憶部45と、演算した温度変化及び補正係数に基づいて、上下ヘッドの相対的なずれ量を演算するずれ量演算部43と、演算されたずれ量に基づいて、前記ヘッド駆動軸を制御してV方向の位置ずれを補正するヘッド駆動軸補正部44とを備える。
(もっと読む)
回転軸を備えたワイヤカット放電加工機の数値制御装置
【課題】回転半径が一定ではない場合の加工の安定化が可能な、回転軸を備えたワイヤカット放電加工機の数値制御装置を提供すること。
【解決手段】初期回転半径を明示する指令ブロックであるか否か判断し、指令するブロックである場合には初期回転半径Rを読み込み初期回転半径Rを現在の回転半径Raに代入し、指令するブロックではない場合には直線軸の移動量X、及び、回転軸の移動量Aを取得するSA100〜SA104。現在の回転半径Raを始点での回転半径Rsに代入し、回転半径指令があるか否か判断し、回転半径指令がある場合には回転半径Rを終点での回転半径Reに代入し、指令がない場合には現在の回転半径Raを終点での回転半径Reに代入し、終点での回転半径Reから始点での回転半径Rsを減算して得られた値を回転半径の増分Rincに代入し、移動量積算値SUMaを初期値の0とするSA105〜SA110。
(もっと読む)
サーボモータ制御ネットワークとその通信方法
【課題】 双方向シリアル通信ケーブルにてリング状に接続したサーボモータ制御システムの場合においては、全ての指令/応答データを2分割するため、あるアンプとコントローラで通信する時間における、アンプとコントローラ間のフレームの送受信回数は、分割しない場合の2倍となる。その結果、総伝送時間Ttotalに占めるフレーム間のマージン時間割合が多く、通信の高速化を阻害するという問題があった
【解決手段】 本発明によれば、コントローラは、一方の前記モータに接続された前記アンプに対して、反時計回り側の一方の前記モータに接続された前記アンプ向け指令フレームを出力すると同時に、時計回り側の他方の前記モータに接続された前記アンプに対して、時計回りに他方のモータに接続されたアンプ向け指令フレームを出力することとした。
(もっと読む)
加工システム、情報処理システム、情報処理装置、及び情報処理プログラム、並びに、コンピュータ読取可能記録媒体
【課題】人による作業工数を削減し且つ高精度な原点取得が可能な加工システム、情報処理システム、情報処理装置、及び情報処理プログラム、並びに、コンピュータ読取可能記録媒体を提供すること。
【解決手段】データサーバ14に格納されたワークのブランクモデルに、基準形状を設定しておく。アプリケーションサーバ10は、原点取得に必要な情報(基準形状に関する情報)を算出して加工機(MC116)に出力する。加工機は、基準形状に関する情報と、予め用意されたマスタプログラムとから生成される原点取得動作プログラムを用いてワークWの原点を自動で取得する。
(もっと読む)
放電加工装置
【課題】消費電力を低減でき、かつ効率的な稼動を可能とする放電加工装置を得ること。
【解決手段】電極と被加工物との間に形成される加工間隙に電圧を印加し、電極と被加工物とを相対移動させながら放電加工を施す放電加工装置であって、数値情報を用いて表される数値指令に基づいて放電加工装置を制御する数値制御手段であるNC装置13と、数値指令に応じて電極と被加工物とを相対移動させるための駆動を制御する駆動制御手段であるサーボアンプ14と、を有し、放電加工のための通常の動作を可能とする通常モードと、通常モードに対して消費電力を節減させた省電力モードとへの切り替えが可能であって、省電力モードにおいて数値制御手段と駆動制御手段とへ電力を供給する。
(もっと読む)
加工システム
【課題】設計工程以降において加工情報に変更があっても、設計自体のやり直しを伴うことなく各工程において変更後の加工情報を使用できるようにする。
【解決手段】加工システム11は、設定された加工情報に基づいて電極を設計し、設計された電極の形状情報データと加工情報データとを所定のフォーマットで別個に出力するCAD装置13と、形状情報データ及び加工情報データを記憶するデータサーバ15と、データサーバに記憶された形状情報データ及び加工情報データとから加工プログラムを作成するCAM装置17,19と、CAM装置によって作成された加工プログラムに従って加工を行う加工機械21,25と、CAD装置及びCAM装置と独立して設けられている編集端末29とを備え、編集端末を用いて、データサーバに記憶された加工情報データを編集し、データサーバに記憶される加工情報データを更新させることができるようにした。
(もっと読む)
ワイヤカット放電加工機の制御装置およびワイヤカット放電加工機の加工経路作成装置
【課題】ワイヤカット放電加工機による凹角コーナ部の多重加工における加工精度の向上。
【解決手段】加工プログラムを記憶する加工プログラム記憶手段1と、加工回数毎のワイヤオフセット量を記憶するオフセット量記憶手段6と、前記加工プログラムを解析する加工プログラム解析手段2と、加工プログラム解析手段2による解析結果に基づいて被加工物の加工形状を作成する加工形状作成手段3と、加工形状の補正を行うために用いる予め決められた円弧半径を記憶する加工形状補正用円弧半径記憶手段7と、加工形状作成手段3により作成された形状がお互いに非平行な2つの直線移動ブロックが交わることで形成される凹角コーナ部を有する加工形状の場合、当該凹角コーナ部側の各一部を削除し、該削除された部分に前記円弧半径を持つ円弧形状の移動ブロックを挿入する円弧形状挿入手段4と、を有するワイヤカット放電加工機の制御装置と加工経路作成装置。
(もっと読む)
加工条件生成装置
【課題】作業者が加工条件の組合せを生成する手法やプロセスを容易に知ることができない。また、作業者が加工条件の組合せを生成するプログラムを容易に作成または修正することができない。
【解決手段】表示装置4は、図形化された単位演算プログラムと演算プロシージャおよび理論的な相関関係を有する複数種類のパラメータのデータである基礎データの内容を表示する。操作装置5は、表示装置4の表示画面上で作成または修正された単位演算プログラムを任意に結合して関連付けて演算プロシージャを作成または修正できるようにする。また、操作装置5は、基礎データを表示画面上で作成または編集して記憶装置2に記憶させることができるようにする。記憶装置2は、演算プロシージャと基礎データを記憶する。演算装置6は、演算プロシージャに従って複数の単位演算プログラムを関連付けられた順番で実行させる。
(もっと読む)
製造装置
【課題】製品の製造に好適な製造装置を提供すること。
【解決手段】第1の加工条件で加工された加工物に対応する第1データと、前記第1の加工条件とは異なる第2の加工条件で加工された加工物に対応する第2データとを比較する制御部2と、前記制御部による比較結果に対応させて前記第2の加工条件および前記第2データを保存する保存部20と、を有することを特徴とする製造装置1。
(もっと読む)
水位異常検出機能を備えたワイヤカット放電加工機およびその水位異常アラーム発生原因特定方法
【課題】水位異常検出機能と水位異常アラーム発生原因特定方法を備えたワイヤカット放電加工機の提供。
【解決手段】加工槽3へ加工液を給水する給水手段と、加工槽から加工液を排水する排水手段と、加工槽に貯留された加工液の水位を検出する検出手段と、加工液の給水または排水を行い、加工槽の水位を調整する水位調整機構と、前記水位検出手段の水位と目標水位との差が予め設定された範囲を超えた時、水位異常アラームを発生させる水位異常検出機能6を備えたワイヤカット放電加工機において、前記アラームが発生した際に、加工槽への加工液の給水を停止すると共に、排水指令を出力する出力手段と、水位の変化量及び水位調整機構の状態に関する操作者への質問を表示する表示手段13と、該質問に対する回答を入力する入力手段と、該入力された回答から前記アラームが発生した原因となる箇所を特定する原因特定手段14と、を有するワイヤカット放電加工機。
(もっと読む)
加工用データ作成装置、作成方法、及び作成プログラム
【課題】歯車形状のばらつきの発生を防止する。
【解決手段】原点O1(α1=0,β1=0)を通るxy座標において、歯車の外形軌跡L上に位置する複数の座標点P1(X1,Y1),P2(X2,Y2),P3(X3,Y3),…の座標を演算し、第1座標点P1と第2座標点P2とを通り原点O1を中心とした中心角10°の円弧s1(半径r1)を算出する。そして第2座標点P2及び第3座標点P3を結ぶ線分gを算出し、垂直二等分線mと円弧s1の半径線h1との交点O2を算出し、交点O2を中心とし、上記交点から第2座標点P2までの距離を半径r2とする円弧s2を算出し、円弧s2を第2座標点P2から第3座標点P3までの歯車外形軌跡の近似データとすると、円弧s1,s2の端部がその半径線h1,h2に対して直角をなす。
(もっと読む)
ウォータジェット加工およびワイヤカット放電加工を行う複合加工装置における加工プログラムの生成装置、同加工プログラムの生成方法
【課題】 効率よく加工プログラムを生成することができるウォータジェット加工およびワイヤカット放電加工を行う複合加工装置における加工プログラムの生成装置、同加工プログラムの生成方法を提供する。
【解決手段】 複合加工装置1における加工プログラムの生成装置30は、ワークWの加工形状情報を設定する設定部31と、ワークWの加工形状情報に基づいてウォータジェット加工の加工プログラムを生成するウォータジェット加工プログラム生成手段337aおよびワイヤカット放電加工の加工プログラムを生成するワイヤカット放電加工プログラム生成手段337bを有することとしたので、ワークWの加工形状情報に基づいてウォータジェット加工およびワイヤカット放電加工のいずれの加工プログラムも生成することができ、各加工プログラムを生成する際にワークWの加工形状情報を重複して設定する必要がない。
(もっと読む)
パンチ加工用プログラム作成装置及びパンチ加工用プログラム作成用のプログラムを記憶した記録媒体並びにワイヤカット放電加工機
【課題】複数のパンチ形状を加工する加工時間を短くできる加工プログラムの作成装置、ワイヤカット放電加工機を得る。
【解決手段】1つのパンチ形状1aの加工終了位置Peと次のパンチ形状1bの加工開始位置Ps間の距離Lを求める。該距離が設定された所定値よりも短いときは、加工終了位置Peと加工開始位置Ps間を放電加工をして移動させる。又、この距離Lが設定された所定値以上の場合には、従来と同じように、加工終了位置Peでワイヤを切断し、加工開始位置Psまで移動させ、この位置ワイヤを結線し、放電加工を開始する。前記距離Lが所定値より短いときは、放電加工しながら移動させることによって、ワイヤの切断、結線等の処理を行うことがないので、加工時間を短縮できる。前記距離Lが短いときは、ワイヤを通す下穴の加工も省略することができる。
(もっと読む)
機械の制御装置
【課題】重要度が高いアラームに関する情報を長時間確実に記録できるようにする。
【解決手段】アラーム毎にその重要度を設定する。又、アラームの重要度A、B、C毎にアラームに付随するアラームデータを採取して記憶する領域12a、12b、12cを設ける。重要度が高いほどこの記憶領域の容量が大きいものとする。アラーム発生時、アラームデータを採取し、そのアラームに対して設定されている重要度に基づいて、対応する記憶領域に記憶する一番古いデータに代えて記憶する。アラームデータが重要度毎に記憶されるので、重要度の高いアラームの履歴データが重要度の低いアラームの履歴データによって、消されることはない。重要度の高いアラームの履歴データを長時間保存できる。障害発生時には、この記憶したアラーム履歴を表示し、障害原因の解明に役立てる。
(もっと読む)
ワイヤの走行経路設定方法
【課題】超硬物質等の素材からワイヤ放電加工で微小かつ高精度の製品を切取る際に、製品の辺に異常突起が生じたり、全周を切断されても素材に拘束されたりしない走行経路を設定する。
【解決手段】素材から直線若しくは曲線からなるN個の辺を有するN辺形の製品をワイヤ放電加工により切取るための走行経路設定方法であって、製品の少なくとも1の辺が、指定辺として入力される指定辺入力ステップと、製品の各辺の切断順序を制御して、指定辺が最終の切断辺とならない様にする切断順序制御ステップを有する方法。保持部に保持されている素材から、直線若しくは曲線からなるN個の辺を有するN辺形の製品のN個の辺の箇所をワイヤ放電加工により切断して当該製品を素材から切取る走行経路設定方法であって、製品のN個目の辺を素材から切断した状態では、当該製品の(N−2)個の辺が開放されている様に制御する落下形状制御ステップを有する方法。
(もっと読む)
NCデータの自動作成方法
【課題】高度の熟練や細心の注意を必要とせずに、非定形な素材から出来るだけ多数の製品を、あるいは指定された個数の製品を適切に切取ることを可能とする。
【解決手段】素材の状態を認識し、記憶するステップと、切取る製品の形状を認識し、記憶するステップと、切取る個数が入力されるステップと、最適配置シミュレーションステップを有し、前記素材は良好領域の他に製品を切取れない不良領域があり得る素材であり、前記最適配置シミュレーションステップは、前記入力された切取り個数が素材の全てを切取る全数切りの場合には前記良好領域から最大個数切取れる様に、素材の一部から入力された個数を切取る部分切りの場合には最小の良好領域から切取る様に配置を行うものであり、製品の形状に適合した製品の配置を形成する製品配置形成手順と、前記配置された製品の第1列の位置を決める列位置決定手順を有しているNCデータの自動作成方法。
(もっと読む)
ネスティング装置とネスティング方法
【課題】ネスティング装置に製品の切取りが可能である有効領域を正確に認識させる技術、ネスティング装置が製品を切取る経路を有効領域内に自動的に設定する技術を提供する。
【解決手段】製品形状データ入力部と、素材形状データ入力部と、有効領域認識部と、経路設定部を有し、製品形状データ入力部は、素材から切取る製品の形状についてのデータを入力され、素材形状データ入力部は、素材の形状と素材に描かれている板取りの可否に関係するマーキングを画像データとして入力され、有効領域認識部は、素材形状データ入力部に入力された画像データを反映して、素材から製品を切取ることが可能な領域である有効領域を認識し、経路設定部は、製品形状データ入力部に入力された製品の形状についてのデータと有効領域認識部が認識した有効領域を基に、有効領域から製品を切取るための経路を所定の手順で設定するものであるネスティング装置。
(もっと読む)
制御装置および制御装置内部情報取得システム
【課題】システムプログラムや加工条件などの更新情報の更新と同時に、メーカ側がユーザに対して制御装置のサービスを提供するのに必要な制御装置の内部情報を取得することができる制御装置内部情報取得システムを得ること。
【解決手段】放電加工装置60は、自装置に関する更新情報が書き込まれた携帯可能な記憶媒体90が装着されると、記憶媒体90中の更新情報を自装置内に導入する更新処理部と、更新処理部による更新情報の導入とともに、自装置が保持する所定の情報を記憶媒体90に保存する内部情報保存処理部と、を備え、ユーザの情報処理端末50は、制御装置情報格納サーバ20から放電加工装置60に関する更新情報をネットワーク40を介して記憶媒体90に保存するとともに、記憶媒体90中の放電加工装置60に関する内部情報を制御装置情報格納サーバ20に登録する通信処理部を備える。
(もっと読む)
工作機械の熱変位補正に用いられる熱変位量の演算方法、同熱変位量の演算システム、工作機械の熱変位補正方法、および同熱変位補正システム
【課題】 熱により機械的構造に変形があっても精度よく工具と加工対象物との相対位置関係のずれを補正し加工精度の向上を図る。
【解決手段】 放電加工装置1の温度データ検出位置において検出された温度データと、工具電極Eの標準熱変位量データ検出位置αにおいて検出された標準熱変位量データYαに対して標準熱変位量データ検出位置における変形に基づく変位量ΔYαを加算若しくは減算して得られた補正ベースの標準熱変位量データyαと、の相関関係を多変量解析により演算式として得るとともに、この演算式により得られた補正ベースの標準熱変位量演算値yβ(=yα)に対し、演算された工具電極Eの熱変位量補正位置βにおける変形に基づく変位量ΔYβを加算若しくは減算して熱変位量Yβの演算および熱変位補正を行う。
(もっと読む)
1 - 20 / 24
[ Back to top ]