
Fターム[3C269EF19]の内容
数値制御 (19,287) | プログラムの作成、管理 (3,117) | プログラムの内容 (1,894) | シーケンス動作指令 (38)
Fターム[3C269EF19]に分類される特許
1 - 20 / 38
数値制御装置
【課題】特定の加工工程の加工部位の再加工を容易におこなうことができるとともに、容易に処理を実装することができる数値制御装置を提供する。
【解決手段】NCプログラム23aは、工程が実行順に記述されるとともに、工程はシーケンシャルファンクションチャート310のステップに対応し、加工機械50を各工程が実行される直前の工程別加工準備完了状態に至らせるための工程別加工準備指令が各工程の前段に記述され、NCプログラム実行手段25aは、実行開始ステップ設定手段116bで設定された実行開始ステップに対応する実行開始工程の前段に記述された工程別加工準備指令までスキップし、実行開始工程に対応する工程別加工準備指令を実行することにより、加工機械50を実行開始工程が実行される直前の工程別加工準備完了状態に至らせた後に、実行開始ステップに対応する実行開始工程からNCプログラム23aを実行する。
(もっと読む)
ブロック実行順表示装置

【課題】シーケンスプログラムおよびNCプログラムからなる制御プログラムの全体を構造的かつ視覚的に表現し、制御プログラムの実行順序および実行状態を容易に把握することができるブロック実行順表示装置を提供する。
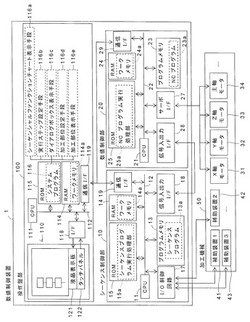
【解決手段】数値制御およびシーケンス制御を備えた生産装置50と、シーケンスプログラム13aを実行するプログラマブルコントローラ10と、NCプログラム23aを実行する数値制御装置20と、シーケンス機能ブロックおよびNCプログラム実行ブロックを実行順に配列したブロック実行順配列を表示するブロック実行順配列表示手段116aと、配列要素の一つを選択する選択手段と、選択手段によってNCプログラム実行ブロックが選択されると、複数のNC機能ブロックを実行順に配列したNC機能ブロック実行順配列を表示するNC機能ブロック実行順配列表示手段116cを備える。
(もっと読む)
ロボット制御システム、ロボットシステム及びプログラム
【課題】 動作の記述に用いられる命令の処理対象が集合パラメーターであったとしても、動作における命令の構成を変更することなく、容易に所望の動作を実現するロボット制御システム、ロボットシステム及びプログラム等を提供すること。
【解決手段】 ロボット制御システムは記憶部110と、命令を実行する処理部120と、処理部120の処理結果に基づきロボット30の制御を行うロボット制御部(ロボット制御装置50)を含み、記憶部110は処理部120が実行する命令の情報と命令の処理対象を表すパラメーターの情報を記憶し、処理部120は命令が複数の命令により構成されるシーケンス命令であり且つシーケンス命令のパラメーターの属性が集合パラメーターの属性である場合に、シーケンス命令を構成する複数の命令を変更することなく、パラメーターを変えながらシーケンス命令を複数回実行する。
(もっと読む)
異常時モータ減速停止制御機能を有する制御装置
【課題】数値制御部およびモータ制御部の異常を検出する異常検出部を備え、前記数値制御部および前記モータ制御部のいずれにおいて異常が発生しても、前記異常検出部からの信号を受けて、減速停止専用モータ制御部に設けられたモータ減速停止制御部によりモータを減速停止させることが可能な異常時モータ減速停止制御機能を有する制御装置を提供すること。
【解決手段】機械50を制御する数値制御装置10は、移動指令を出力する数値制御部11と、数値制御部11からの移動指令に基づいてモータ40を駆動する指令を出力するモータ制御部12とを備え、アンプ20は、モータ制御部12からの指令に基づいてモータ40を駆動するモータ駆動用のアンプであって、異常検出部13は数値制御部11またはモータ制御部12の異常を検出し、モータ減速停止制御部15は異常検出部13からの異常検出信号を受けてモータ40を減速停止させる異常時モータ減速停止制御機能を備えた制御装置。
(もっと読む)
数値制御工作機械、制御プログラム及び記憶媒体
【課題】工具交換サイクルを短縮できる数値制御工作機械、制御プログラム及び記憶媒体を提供する。
【解決手段】制御装置のCPUは、加工ブロックの1ブロックを読み込んで解釈する(S1)。このS1の処理では、CPUは、タイミングテーブルを参照して、各指令の内容と、実行タイミングを読み取り、タイミング順に指令の内容を並び替えて、制御装置のRAMに記憶する。CPUは、指令が工具交換指令と判断した場合(S3:YES)、工具交換動作を開始する(S4)。ここで、CPUは、Z軸上昇処理を実行する。Z軸上昇処理は、主軸ヘッドが現在位置から工具交換位置(ATC原点)まで上昇する処理である。主軸ヘッド7がR点まで上昇した場合に(S5:YES)、S1の1ブロック読み取り処理でRAM73に記憶した指令の内容にタイミングAで実行する指令がある場合には(S6:YES)、当該タイミングAで実行する指令の内容を実行する(S7)。
(もっと読む)
ロボットシステム
【課題】動作プログラム内の命令を動作プログラムの変更履歴データを用いて修正する場合、従来はプログラム全体の全ての履歴を時系列に検索していくことになり、所望の変更履歴データを得るまでに多くの時間を要するという課題があった。
【解決手段】表示中の動作プログラムで命令を選択し、選択している命令に関する変更履歴を抽出して表示し、抽出された履歴情報のなかから所望の履歴情報を選択することで、選択している命令の内容を、所望の履歴情報に変更することにより、動作プログラムの変更に掛かる時間を少なくすることができる。
(もっと読む)
制御装置、制御システムおよび制御方法
【課題】目標軌道が動的に生成された場合であっても、その目標軌道の終点における速度を目標値に維持することのできる制御装置、制御システムおよび制御方法を提供する。
【解決手段】複数の駆動軸により移動可能な可動部を有する装置を制御するための制御装置を提供する。制御装置は、始点および終点により定義される移動区間に対して目標軌道を生成する目標軌道生成手段と、目標軌道における現在位置から終点までの残距離を推定する残距離推定手段と、可動部の現在の移動速度を目標軌道の終点において可動部が満たすべき移動速度である目標速度まで変更した場合に、可動部が移動する距離が残距離と実質的に一致するように、当該変更に係る加速度を算出する加速度算出手段と、現在の移動速度を算出した加速度で補正することで移動速度の新たな目標値を算出する移動速度更新手段とを含む。
(もっと読む)
数値制御装置
【課題】 基本的な補助指令を実行するときに、補助指令の処理をシーケンスプログラムで作成する機械メーカの負担の削減するため、シーケンスプログラムの作成なしで、一般的な補助指令命令を実行できる数値制御装置を得る。
【解決手段】 数値制御装置付き機械を製造する機械メーカに供給される数値制御装置において、加工プログラムにて指令される補助指令を処理するシーケンス処理部103と、補助指令をシーケンス処理部103による処理なしで処理する組込み補助指令処理部117と、補助指令を、シーケンス処理部103及び組込み補助指令処理部117の何れで処理するかを設定する補助指令切替設定部111と、補助指令が指令されたとき、この補助指令を、補助指令切替設定部111の設定に基づいて、シーケンス処理部103及び組込み補助指令処理部117の何れで処理するかを切り替える補助指令切替処理部116とを設けた。
(もっと読む)
シミュレーション装置
【課題】被制御装置の模擬が実行可能になるまでに要する時間が短く、且つ、被制御装置を正確に模擬することができるシミュレーション装置を提供する。
【解決手段】シミュレーション装置20は、制御装置10の制御対象である被制御装置を模擬するものであって、被制御装置を構成する機器毎の特性を示す情報が格納された設定ファイルの内容に基づいて、被制御装置を構成する機器のうち応答速度が予め設定された基準速度よりも速い機器を模擬するシミュレーションPLC21と、上記の設定ファイルの内容に基づいて、被制御装置を構成する機器のうち応答速度が基準速度よりも遅い機器を模擬するシミュレーションPC22とを備える。
(もっと読む)
工作機械における温度に依存した位置変化を補償するための方法およびデバイス
【課題】工作機械での温度に依存した位置変化を補償すること
【解決手段】本発明は、少なくとも1つのリニア軸を有する工作機械での温度に依存する位置変化を補償するための方法およびデバイスに関する。本発明の方法によれば、工作機械の第1リニア軸の第1温度測定位置にて少なくとも1つの第1温度を得て、第1基準温度と第1温度との間の第1温度差を得て、この第1温度差に応じて第1補償値を決定し、第1補償値に応じて工作機械での温度に依存する位置変化を補償する。本発明は、第1補償値を更に第1リニア軸の軸位置に応じて決定することを特徴とする。
(もっと読む)
表示装置、表示制御方法、プログラム、およびコンピュータ読み取り可能な記録媒体
【課題】制御対象の特定部位の指令された指令位置と、当該特定部位の応答位置との間の誤差をユーザにわかりやすく表示する表示装置を提供する。
【解決手段】表示装置は、指令値に基づいた特定部位の応答位置を取得し、指令位置と応答位置との位置の差を算出する。表示装置は、差が閾値以上であるか否かを判定する。表示装置は、指令位置に基づく空間的軌跡または応答位置に基づく空間的軌跡と当該空間的軌跡のうち閾値以上であると判定された部分を示すマークとを画面に表示する。さらに、表示装置は、選択されたマークFB9に対応する部分の指令位置の空間的軌跡と当該空間的軌跡に対応する応答位置の空間的軌跡とを同じ倍率で拡大した態様であって、当該拡大された各空間的軌跡が互いに重なる態様にて、各空間的軌跡を画面11に表示する。
(もっと読む)
工作機械の制御装置および運転制御方法
【課題】手動パルスモードと1ブロック停止モードとの両方を選択してNC装置を運転する場合に、NCプログラムの動作がブロック終了位置で自動停止した後における運転再開のための操作性を向上させる。
【解決手段】CNC部50のNCプログラムがブロック終了位置で停止した後、手動パルス発生器20のハンドル14の回転停止および当該回転停止後の回転開始をPLC部40において検出したときに、NCプログラムの次のブロックの実行を開始するように制御することにより、NCプログラムがブロック終了位置で自動的に停止した後も、ハンドル14を回転させるという1つの操作を行うだけで、NCプログラムの動作を再開させることができるようにする。
(もっと読む)
ロボットコントロール装置、ロボットコントロール方法
【課題】CPUが動作制御装置を単独で制御する用途、および、CPUを備えず動作指示装置からの指示に基づきロボットの動作制御する用途の両方の使い方を可能にするロボットコントロール装置、ロボットコントロール方法を提供することを課題とする。
【解決手段】ロボットコントロール装置1は、動作指示装置2と動作制御装置3とを備えている。動作制御装置3は、ロボット4が信号線5を介して接続されている。動作制御装置3は、通信ユニット300と動作制御ユニット400を備え、通信ユニット300と動作制御ユニット400とは、BUS端子302とBUS端子401を用いて接続され、通信ユニット300は、通信部301と、BUS端子302とを備え、動作制御ユニット400は、BUS端子401と、拡張ユニット判別部402と、実行部403と、第1記憶部404と、第2記憶部405と、ロボット制御部406とを備えている。
(もっと読む)
ロボット制御装置およびロボット制御方法
【課題】簡易な構成で容易にロボットを制御するロボット制御装置を得ること。
【解決手段】データを入出力するI/Oエリア内での位置であるI/O番号3Aと、このI/O番号3Aの位置に書き込まれるデータ4Aと、によって定義された指示情報30Aを、所定のプログラム言語で動作するPLC1から受信すると、指示情報30A内の、I/O番号3Aとデータ4Aに基づいて指示情報30Aに応じた動作をロボット5に行なわせるロボットCPU21を有する。
(もっと読む)
インペラ加工機
【課題】直交3軸と回転1軸を有する工作機械を用いてインペラを加工するインペラ加工機を提供すること。
【解決手段】符号32は縦型工作機械の主軸頭である。この縦型工作機械はX軸,Y軸として表される水平2軸とX軸,Y軸に垂直なZ軸の直線3軸の可動軸を有する。載置台36には傾斜台34が取り付けられており、回転テーブル20は傾斜台34に固定されている。回転テーブル20には、回転軸中心28を中心軸として回転する円盤22を備えている。回転軸中心28は水平軸であるX軸に対して傾斜している。円盤22にはワーク3を取り付けるアダプタ26がボルト24によって取り付けられている。そして、アダプタ26にはワーク3が取り付けられる。ワーク3は工具30によって切削されインペラが作成される。工具30としてはエンドミルカッタを用いることで、インペラのブレードの加工が可能である。
(もっと読む)
サーボシステムの停止制御方法、停止制御装置およびこれを機能液滴吐出装置
【課題】サーボシステムの現在位置がインポジション幅に入ったか否かに関係なく、次動作に移行することのできるサーボシステムの停止制御方法等を提供する。
【解決手段】シーケンスコントローラ80からの指令により、移動対象物を、目標位置での偏差であるインポジション幅102に停止させるサーボシステムの停止制御方法であって、移動対象物の停止応答の過渡状態における減衰振動動作に対し、インポジション幅102を設定するインポジション幅設定工程と、設定したインポジション幅102を通過する減衰振動動作の通過回数を設定する通過回数設定工程と、通過回数をカウントする通過回数カウント工程112と、カウントした通過回数が、設定した通過回数になったときに、シーケンスコントローラ80に停止動作完了信号を出力する完了信号出力工程113と、を備えた。
(もっと読む)
ワーク寸法計測装置および工作機械
【課題】 ワークの材質および環境温度に応じた、より正確な補正値または補正係数を生成することができるワーク寸法計測装置および工作機械を提供する。
【解決手段】 計測器20と、計測器20で計測された計測値を補正値または補正係数で補正して計測出力値とする計測データ補正手段21とを備え、計測データ補正手段21は、計測器20が設置される環境温度の情報と、ワークWの材質の温度による熱変化量との関係を設定した材質別熱変化量設定手段22と、計測対象のワークWの材質の情報および環境温度の情報を入力する材質・環境温度入力手段23と、材質・環境温度入力手段23で入力されたワークWの材質の情報および環境温度の情報を、材質別熱変化量設定手段22の設定内容に照らして補正値または補正係数を生成する補正値生成手段24とを有する。
(もっと読む)
制御装置
【課題】プログラマブルコントローラで制御される数値制御機械のシミュレーションの容易化。
【解決手段】プログラマブルコントローラは、外部出力要素に連動して動作する内部出力要素と、その外部出力要素のオンオフ状態を変化させた場合に、その後、状態の変化が予定されている外部入力要素に対して、内部出力要素の動作に連動して仮想入力値を与える模擬制御ロジックが組み込まれたシーケンスプログラムを有している。シミュレーション指令が付与された時には、プログラマブルコントローラに対して、外部出力要素に対応した全ての外部リレーを動作させず、外部接点のオンオフ状態を外部入力要素に読み込まないことを指令する入出力遮断指令手段を有する。シミュレーション指令が付与された時には、入出力遮断指令手段による指令の実行の後、プログラマブルコントローラに対して、模擬制御ロジックを起動することを指令する模擬制御ロジック起動手段とを有する。
(もっと読む)
5軸加工機を制御する数値制御装置
【課題】工具先端点位置と工具姿勢の変化が小さいブロックのプログラム指令を間引き、工具の小さいぶれを取り除くことによって、加工形状を滑らかにし加工時間を短縮することが可能な、5軸加工機を制御する数値制御装置を提供すること。
【解決手段】加工プログラムであるNCプログラムのブロックは、指令読み取り手段1で解析され、間引き手段2を介して所定の間引き処理がなされ、所定の間引き処理がなされた直線軸機械座標位置と回転軸の回転位置に対して補間手段3により移動経路上を指令された相対移動速度で移動するように補間周期毎に各軸位置を求める補間処理がなされ、補間処理されたデータに基づき各軸のサーボ4X、4Y、4Z、4B(A)、4Cの各軸が制御される。
(もっと読む)
数値制御装置、数値制御プログラム及び記憶媒体
【課題】工具ホルダ装着状態の判断信頼性を向上し、工具ホルダの装着、非装着、及び不完全装着の各形態を精度良く判断する。
【解決手段】本発明の工具交換装置は、主軸に設けられ、クランプばねを備えて該クランプばねのばね力により工具ホルダを主軸にクランプするドローバーと、ドローバーによるクランプ状態をクランプばねのばね力に抗して解除するためのアンクランプ操作部とを備えると共に、制御装置25などを備えている。この制御装置25は、アンクランプ操作部に作用する前記クランプばねのばね力を検出する検出手段、この検出手段によって検出されたばね力に基づいて、前記主軸に対して、工具ホルダが正常に装着されたか、工具ホルダが不完全に装着されたか、工具ホルダが装着されていないかを判断する判断手段として機能する。
(もっと読む)
1 - 20 / 38
[ Back to top ]