
Fターム[3C269EF36]の内容
数値制御 (19,287) | プログラムの作成、管理 (3,117) | プログラムの内容 (1,894) | 変数の利用 (177) | 位置、速度以外の変数 (65)
Fターム[3C269EF36]に分類される特許
1 - 20 / 65
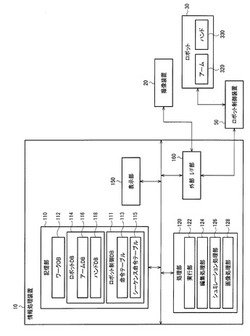
ロボット制御システム、ロボットシステム及びプログラム
【課題】 動作の記述に用いられる命令の処理対象が集合パラメーターであったとしても、動作における命令の構成を変更することなく、容易に所望の動作を実現するロボット制御システム、ロボットシステム及びプログラム等を提供すること。
【解決手段】 ロボット制御システムは記憶部110と、命令を実行する処理部120と、処理部120の処理結果に基づきロボット30の制御を行うロボット制御部(ロボット制御装置50)を含み、記憶部110は処理部120が実行する命令の情報と命令の処理対象を表すパラメーターの情報を記憶し、処理部120は命令が複数の命令により構成されるシーケンス命令であり且つシーケンス命令のパラメーターの属性が集合パラメーターの属性である場合に、シーケンス命令を構成する複数の命令を変更することなく、パラメーターを変えながらシーケンス命令を複数回実行する。
(もっと読む)
工作機械及びその加工制御装置

【課題】安定限界曲線に基づいて設定された条件で切削加工を行う工作機械において、加工中に発生したびびり振動を、容易にかつ安定して抑える。
【解決手段】この加工制御装置は、記憶部7と、演算部8と、振動検出センサ5と、を備えている。記憶部7は、主軸回転数に対してびびり振動が抑制される限界切込み量を示す安定限界曲線のデータが格納されている。演算部8は、安定限界曲線データに基づいて加工開始時の主軸回転数及び工具切込み量を設定し、振動検出センサ5の検出結果によりびびり振動が発生したか否かを判定し、びびり振動が発生した場合に、安定限界曲線データを参照してびびり振動が抑制されるように主軸回転数を制御する。
(もっと読む)
ワイヤ放電加工機、ヘッド制御方法、及びそのプログラム
【課題】ワイヤ放電加工機の上下ヘッドの相対位置ずれを、簡易的な構成と処理で正確に補正を行う。
【解決手段】本体及び被加工物搭載用のX−Yテーブルが前面側から見て略左右対称に設計され、背面側から前面側に延出するコラムを有しており、コラムの先端部周辺に配設されたコラム前温度センサからの温度情報を入力する温度情報入力部41と、ヘッドの位置ずれが生じていないときの基準温度情報を記憶する基準温度記憶部46と、入力された温度情報及び基準温度情報の差分を演算する温度差演算部42と、コラムの材質における線膨張係数と、その延出部分の長さから得られる補正係数を記憶する補正係数記憶部45と、演算した温度変化及び補正係数に基づいて、上下ヘッドの相対的なずれ量を演算するずれ量演算部43と、演算されたずれ量に基づいて、前記ヘッド駆動軸を制御してV方向の位置ずれを補正するヘッド駆動軸補正部44とを備える。
(もっと読む)
ロボットの制御方法およびロボットの制御装置
【課題】目標位置におけるツールの向きを決定するための変数の値を設定する際におけるユーザの作業負担を軽減しつつ、ロボットの移動時間の短縮を図る。
【解決手段】ユーザにより、ツールの所定軸まわりの回転角度が任意変数として指定されると、コントローラは、その所定軸まわりの回転角度をコントローラ側で任意の値に設定可能な任意変数として設定する。コントローラは、ツールの先端が現在位置から目標位置に移動する際に要する移動時間と、移動後のツールの先端位置の目標位置に対する位置誤差とに基づく評価指標を設定し、その評価指標を最適化することで任意変数の値を決定する。コントローラにより上記各処理が実行されることにより、目標位置におけるツールの向きが、ロボットの移動時間が極力短くなるようなものに自動的に決定される。
(もっと読む)
工作機械
【課題】たとえ経験の浅い作業者等であっても、びびり振動を抑制しやすく、ひいては歩留まりの向上等を図ることができる工作機械を提供する。
【解決手段】びびり振動が発生した際に所定のパラメータを変更することで、変更後のパラメータの値に応じた振幅Q及び周期Rで主軸2の回転速度を変動させるものにおいて、そのパラメータに係る情報をパラメータ表示制御部11が表示手段9へ表示する。したがって、作業者は表示手段9における表示を参考にしてパラメータを変更し、主軸2の回転速度の振幅Q及び周期Rを変更することができる。そのため、経験の浅い作業者であっても、従来より容易にびびり振動を抑制させることができ、ひいては歩留まりの向上も図ることができる。
(もっと読む)
対象物の製造方法
【課題】構造特性と負荷環境とに耐えることができる層構造を提供する。
【解決手段】対象物の製造方法は、対象物の数学モデルは対象物外形状の分割した複数の有限要素に関連するフィールド{f}及びポテンシャル{x}の各数値を特定して生成し、各有限要素の素材の各物性値の対称性が特定され、関係式{f}=[k]{x}及び上記対称性に基づいて素材の物性マトリックス[k]を算出し、素材の物性値の係数を、素材の物性マトリックス[k]から有限要素毎に抽出し、抽出された素材物性値の係数と既知の素材物性値の係数とを一致するように比較し、製造設備を制御するための各製造パラメータを一致した素材物性値の各係数に基づいて決定する。
(もっと読む)
穴加工用NCプログラム作成装置
【課題】複数の穴が交差する場合の穴加工用NCプログラム作成装置を提供する。
【解決手段】穴領域抽出手段120により、製品形状三次元CADデータ20において加工すべき複数の穴領域G1,G2,G3を抽出する。交差穴領域抽出手段130により、複数の穴領域G1,G2,G3の中から相互に交差する二つの穴領域G2,G3を抽出する。加工工程決定手段160により、相互に交差する二つの穴領域G2,G3のうち先に加工する一方の穴領域G2に対して尖ドリルT2により加工し、後に加工する他方の穴領域G3に対して少なくとも交差部を平ドリルT3により加工し、交差部より奥側を尖ドリルT2により加工するように加工工程を決定する。この加工工程に基づいて、NCプログラム作成手段170がNCプログラムを作成する。
(もっと読む)
工具軌跡生成装置、工具軌跡算出方法および工具軌跡生成プログラム
【課題】びびり振動の増減に影響を与えるびびり振動増減影響値を考慮して加工条件を求めることにより、びびり振動の発生が抑制された加工能率の高い工具軌跡を得る。
【解決手段】第1実施形態の加工条件決定方法では、S100で操作者によって、工具や被削材を含む工作機械装置の振動特性が不明である旨の情報、びびり振動の方向が不明である旨の情報、工具に対する被削材の比切削抵抗の大きさと方向が不明である旨の情報、および切削幅または再生幅の許容値が入力される。次に、S110において、加工条件である、許容される最大の送り量が選択される。その後、S120において、最大の加工能率(または要求される加工能率を満たした上で加工システムの安定性がより大)となる切込み量、ピックフィード量および工具姿勢の組合せが算出される。その後、加工条件の情報は工具軌跡等算出部に送られ、工具軌跡等の情報が工具軌跡生成装置外部に出力される。
(もっと読む)
最適工程決定装置および最適工程決定方法
【課題】演算処理を短縮することができる最適工程決定装置および最適工程決定方法を提供する。
【解決手段】登録されている工具を複数の刃径グループに分割して(S3)、それぞれの刃径グループ毎に加工工程を演算処理する(S5〜S14)。そして、刃径グループ別工程を統合することにより、最適工程を決定する(S17)。
(もっと読む)
最適工程決定装置とその方法、NCデータの作成支援装置およびその方法
【課題】全ての加工工程の種類において回転軸の全割出角度についての演算を行うことなく、演算処理時間を大幅に短縮することができる最適工程決定装置および最適工程決定方法を提供する。
【解決手段】所定刃径の工具について、回転軸の全割出角度について演算することにより、当該所定刃径の工具による最適工程候補を算出する。この最適工程候補に含まれる有効割出角度を抽出する。そして、他の刃径の工具についての最適工程候補を算出する際には、有効割出角度のみについて演算を行う。
(もっと読む)
回転速度演算装置
【課題】算出した安定回転速度を表示するか否かを決定し、びびり振動を抑制できないような安定回転速度を作業者に知らせることのない回転速度演算装置を提供する。
【解決手段】安定回転速度の算出に用いたk値若しくは今回算出した安定回転速度と直前のk値を用いて算出した安定回転速度との差と、所定の設定値との比較にもとづいて安定回転速度を表示手段に表示するか否かを決定するようにした。したがって、たとえばk値が所定の設定値よりも大きく、びびり振動を効果的に抑制できないような安定回転速度については表示しない。つまり、表示手段には、びびり振動の抑制に比較的有効な安定回転速度のみが表示されるため、作業者にとって使い勝手が良い。
(もっと読む)
工作機械および加工方法
【課題】ワークに作用する外力に対してテーブルの回転方向の剛性を確保し、かつ、発振現象を防止すること。
【解決手段】速度フィードバックゲインを自動的に更新する速度フィードバックゲイン自動設定装置16と、ワーク11を支持するテーブル5を回転させるモータ7の回転速度を計測するセンサ10と、テーブル5の角度が目標角度に一致するように、その速度フィードバックゲインに基づいて、モータ7をその回転速度に基づいてフィードバック制御する制御装置17とを備えている。このような工作機械1は、その速度フィードバックゲインが可変であり、その速度フィードバックゲインに適正な値が代入されたときに、ワーク11に作用する外力に対してテーブル5の回転方向の剛性を確保し、かつ、発振現象を防止することができる。
(もっと読む)
工作機械および加工方法
【課題】ワークに作用する外力に対してテーブルの回転方向の動剛性を確保し、かつ、発振現象を防止すること。
【解決手段】ワーク10の慣性モーメントに基づいて速度フィードバックゲインを算出する速度フィードバックゲイン自動設定装置16と、ワーク10を支持するテーブル5の回転に関するセンサ値を計測するセンサ8と、テーブル5の角度が目標角度に一致するように、その速度フィードバックゲインに基づいてテーブル5を回転させるモータをセンサ値に基づいてフィードバック制御する制御装置17とを備えている。ワーク10を支持するテーブル5の慣性モーメントは、ワーク10の慣性モーメントにより変化する。このような工作機械1は、ワーク10の慣性モーメントに基づいてその速度フィードバックゲインに適正な値が代入され、ワーク10に作用する外力に対してテーブル5の回転方向の動剛性を確保し、かつ、発振現象を防止することができる。
(もっと読む)
工作機械における変位補正式の生成装置および工作機械における変位補正式の生成方法
【課題】 複数のデータ群における工作機械の変位量と工作機械の変位に影響を与える因子との相関関係を代表して表す変位補正式を精度よく生成する。
【解決手段】 工作機械1の変位量データと工作機械1の変位に影響を与える因子データとの相関関係を示す変位補正式を生成する変位補正式生成装置40は、変位量データおよび因子データからなる複数のデータ群を取得する手段431aと、データ群ごとに変位量データと因子データとの相関関係を示す係数を含む変位補正式を生成する手段431bと、変位補正式における係数を抽出する手段432bと、複数のデータ群間における係数の平均値を演算する手段433bと、係数の平均値を用いて複数のデータ群における変位量データと因子データとの相関関係を代表して表す代表変位補正式を生成する手段434bと、を有する。
(もっと読む)
移動体軌道生成方法および移動体軌道生成装置
【課題】移動体の動作軌道の自動生成方法として従来ポテンシャル法が用いられていたが、ローカルミニマムによって軌道生成不能となることがあった。
【解決手段】作業空間に障害物と移動体の初期位置と目標位置とを結ぶ動作軌道モデルを設定する。さらに、作業空間中に障害物を発生源とする斥力ベクトル場を設定する。この斥力ベクトル場を、動作軌道モデルを構成する質点に作用させて動作軌道モデルを変形させることにより、移動体の動作軌道を生成する。
(もっと読む)
びびり振動抑制方法及び装置
【課題】より確実にびびり振動を抑制することができ、安定した加工を行うことができるびびり振動抑制方法を提供する。
【解決手段】びびり振動の周波数fc及び振動加速度を取得する第1工程と、取得したびびり振動fcの周波数及び加速度と、工具の刃数Zと、主軸の回転速度Sとから、主軸の回転速度を変更させる際の下限Sp1及び上限Sp2を求める第2工程と、主軸の回転速度を下限Sp1から上限Sp2の間で変更する第3工程とを実行する。尚、下限Sp1を求めるにあたっては下記式(1)を、上限Sp2を求めるにあたっては下記式(2)を夫々用いる。
式1:Sp1=60×fc/{Z×(k+1)}
式2:Sp2=60×fc/(Z×k)
kは、60×fc/(Z×S)の整数部分である。
(もっと読む)
先鋭な角度を形成し得る切削加工方法
【課題】回転する工具の切削によって加工面を形成する際、比較的簡単な制御によって加工面が湾曲せずに不連続状態であることによる先鋭な角度を形成しているコーナー部分を実現し得る構成を提供すること。
【解決手段】三次元造形対象物2に対する工具1の回転に伴う切削加工方法であって、一方の加工面21に沿って工具1が切削しながら特定のコーナー20に至るまで移動した後に、当該コーナー20から離脱して、前記一方の加工面21を延長した方向に移動した後、切削を伴わずに所定の規則に沿って移動したうえで前記コーナー20の位置に戻って突入し、当該突入する方向は前記コーナー20において前記一方の加工面21と交錯している他方の加工面22の交錯方向であって、前記突入以後、当該他方の加工面22に沿って切削を再現することにより、前記課題の解決を可能とするコーナー20において先鋭な角度を形成し得る切削加工方法。
(もっと読む)
ねじ送り装置の熱変位補正方法及びねじ送り装置
【課題】熱変位補正に有効な中立点の変更をより簡単な構成で実現可能とする。
【解決手段】S1において特定位置xをNC装置に入力し、S2で軸受ブラケットの温度を測定し、S3でθN演算装置でストローク範囲の外気温度上昇θNを演算する。次に、S4において、S1〜3で得た値から、温度演算装置20により熱変位補正に係る軸受ブラケットの適切な温度を求め、S5でS4の結果を各温度コントローラに指令する。そして、S6では、温度コントローラで適切な温度に調整された油が流路に流れることで、軸受ブラケットの温度が変化してボールねじ軸の温度分布が変更し、中立点Pが特定位置xに合致する熱変位補正が行われる。
(もっと読む)
数値制御式工作機械の熱変位補正方法
【課題】 金型等において滑らかな曲面加工が要求される場合に好適な数値制御式工作機械の熱変位補正方法を提供する。
【解決手段】 数値制御装置NC内でのサンプリング周期ごとに算出されるZ軸方向の目標位置Zpsnの算出部10から与えられるこの目標位置は、加算部ADにて本発明の方法で算出された熱変位補正量Cnと加算されサーボ制御部12へ与えられ、サーボアンプ14を介してZ軸駆動用モータ16を駆動する。温度センサS1、S2からのアナログ信号をA/D変換してデジィタル量Tnに変換する温度検知部24が設けられている。さらにZ軸方向の熱変位補正量の目標値Pの計算部22が設けられ、熱変位補正フィルタ部20に与えられる。この出力Cnは、Cn=P+(Cn−1−P)・EXP(−t/T)
である。
(もっと読む)
加工機械の消費エネルギー表示装置
【課題】加工機械において、消費エネルギー量を効率よく削減できるようにする。
【解決手段】消費エネルギー表示装置は、複数の動作でワークを加工する加工機械の表示装置であって、エネルギー量算出部42と、表示部20aと、を備えている。エネルギー量算出部42は、動作毎に設定された単位時間当たりのエネルギー消費量と動作をしている時間とに基づいて各動作の消費エネルギー量を算出する。表示部20aは、算出されたエネルギー量を動作毎に表示する。
(もっと読む)
1 - 20 / 65
[ Back to top ]