
Fターム[3E094EA12]の内容
基本的包装技術−容器の閉鎖 (6,223) | 装着される包装機の種類 (569) | 真空包装機 (13) | 真空チャンバーを持つもの (8)
Fターム[3E094EA12]に分類される特許
1 - 8 / 8
シール装置
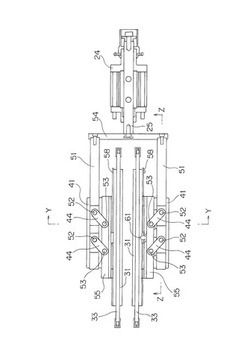
【課題】 シール部材の駆動機構をシール部材の軸心方向に配置して装置構成の自由度を向上させることが可能なシール装置を提供する。
【解決手段】 ヒートシール部材31の移動機構は、一対の第1溝部41aと係合する一対の第1カムフォロワ42と、一対の第2溝部41bに係合する一対の第2カムフォロワ43と、これらの第1カムフォロワ42と第2カムフォロワ43とを連結する連結部44とを備えたリンク部材を有する。第1カムフォロワ42は、ヒートシール部材31の軸心方向に往復移動可能な移動部材51と、第1連結軸を介して連結されている。また、第2カムフォロワ43は、ヒートシール部材31を支持する支持部材と、第2連結軸52を介して連結されている。
(もっと読む)
真空封止装置

【課題】チャンバ容器内を所望の圧力まで減圧することができ、その減圧状態で被封止材を密封することができる真空封止装置を提供する。
【解決手段】真空封止装置10は、真空ポンプ32によって内部を減圧可能なチャンバ容器12と、チャンバ容器12内にセットされた真空断熱材18の開口部24aを封止するシール装置14とを備え、シール装置14には、チャンバ容器12内で伸縮可能であると共に、その内側空間がチャンバ容器12外と連通されることで該チャンバ容器12の内外空間を気密に仕切るベローズ16a〜16cと、ベローズ16a〜16cの伸張方向で先端側に設けられ、ベローズ16a〜16cが伸張された場合に、チャンバ容器12内に設置された受け台54との間で前記開口部24aを押圧し挟持する押圧台44と、押圧台44及び受け台54の接触面44a、54aに設けられ、開口部24aを加熱して接合する加熱部56、58ヒータ62とを備える。
(もっと読む)
ベルト式真空包装機
【課題】搬出シュートを回転ベルトの搬出部の上方に設けて、包装袋をソフトに搬出することが困難であった。
【解決手段】被包装物を充填した包装袋8を回転ベルト1上に載置し、包装袋上から真空チャンバーで真空包装するベルト式真空包装機であって、回転ベルト1の幅方向に、袋口7をシールするためのシール台5を配置し、シール台5に沿って長手方向に、袋口押さえ棒10を回動自在に軸支し、回転ベルト1上の袋口押さえ棒10の端部近傍に跳ね上げレバー17を軸支し、回転ベルト1の搬出部の近傍で、跳ね上げレバー17の移動方向前方に、当接ローラ19Aを設け、シール台5に近接して、滑り台方式の傾斜板9を回転ベルト1上に固定した。
(もっと読む)
深絞り包装機
【課題】 切り込み線に沿って、確実に開封することができる深絞り包装体を製造することができる深絞り包装機を提供すること
【解決手段】 深絞り包装機に用いられる真空チャンバー10に供給される上側フィルム5には、下側フィルム2のポケット部と対向しない箇所に切り込み線が形成されているものを用いる。真空チャンバーは、両フィルムを上下から挟み込んで閉塞する上側ボックス11と下側ボックス12とを備える。上側ボックスに配置されるシーラー18の下面は、切り込み線に対向する位置に帯状溝18cを形成し、切り込み線の部分をシールしないように構成した。
(もっと読む)
固体食品の脱気包装方法及び装置
【目的】製袋充填包装機から産出される包装体を能率的に脱気.密封シールする。
【構成】順次運びだされる第2コンベヤ25上の複数の包材30に対して上方から複数の弾性ブロック38が、直動モータ27によって下降して各包装体30内部の固定食品を押し付け、各スライダー29のガイド26に沿う運動49で、ラック歯40に係合する平歯車39と一体に弾性ブロック38を回転させて複数の包装体30を90度角だけ回転し、各包装体30を縦長状から横長状に方向変換させたあと、第2ベルトコンベヤ65と同速で往復動する真空包装用の耐圧チャンバーに運びいれる。この場合、第2ベルトコンベヤ65の回転速度は、搬出コンベヤ25よりも低速であり、この速度差により第2ベルトコンベヤ65に移乗する包装体30の間隔を狭めるので、耐圧チャンバーの容積は縮小し、包装能率は向上する。
(もっと読む)
ベルト式真空包装機のシール装置
【課題】ベルト運搬式の真空包装機において、包装体の開口縁を上下から同時溶着する。
【解決手段】蓋材20がベルトコンベヤ13に密着し包装体10を密封すると同時に、前記蓋材20に固定した導電子43は、前記ベルトコンベヤ13に固定した受電子60に接触する。この結果、第2配線45は繋ぎ線47を介して、シール台14上面に配置する第2フイラメント40に繋がり、一方、上域のシールバー29の下面に配置した第1フイラメント30は第1配線36と繋がっているので、包装体10の開口縁を、それを挟圧する第1、第2両フイラメント30及び40へのインパルス電流により両面同時加熱することが可能になるのである。
(もっと読む)
包装体の製造方法および包装装置
【課題】 包装装置が高速化あるいは広幅化した場合や、蓋材および底材を薄肉化した場合でも、包装体の蓋材と底材をシールした部分に歪みや折れ目等が入りにくい製造方法および製造装置を提供すること。
【解決手段】 底材を準備する準備工程と、前記底材の両端を掴み移送する移送工程と、前記底材を形成する成形工程と、前記底材を成形した部分に被包装物を挿入する挿入工程と、蓋材と前記底材とをシールして包装体フィルムを作製するシール工程と、前記包装体フィルムをカットし包装体を得るカット工程と、を含む包装体の製造方法であって、前記カット工程の前にたわみ防止手段と冷却手段を有することを特徴とする包装体の製造方法である。
(もっと読む)
真空包装機における袋口処理装置
【課題】 被包装物の周りでフイルムを製筒し且つこの包装体を真空包装機構に搬入する手段において、包装体両側の袋口に皺を形成しないように真空チャンバーに搬入する。
【解決手段】 ブロック肉11の周りで、上下2枚の帯状フイルム15,16をシールバー14で溶着して製筒し、この両側の袋口17を、登坂用スライドプレート51で真空包装機構のシール台28上に誘導する場合、前記プレート51の登り勾配による摩擦により前記袋口17に皺が生ずる可能性が高いが、進行中フインガーバー54は前記袋口17を積極的に引張り、一方、定盤21に向けて真空チャンバー(図示省略)が下降する領域に、前記登坂用スライドプレート51に隠れるように橋板53を配置し、同橋板53の押し出しにより、前記袋口17のシール台28への誘導を支障なく行なう。
(もっと読む)
1 - 8 / 8
[ Back to top ]