
Fターム[3E172DA37]の内容
ガス貯蔵容器、ガスの充填、放出 (22,547) | 機能 (1,039) | 補強 (300) | FRP (169) | 3層以上 (16)
Fターム[3E172DA37]に分類される特許
1 - 16 / 16
高圧ガスタンクの製造方法と製造装置
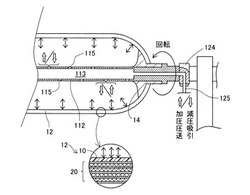
【課題】繊維強化樹脂層を樹脂製ライナーの外周に形成した高圧ガスタンクの形状維持に有益な新たな製造手法を提供する。
【解決手段】中間生成品タンク12は、樹脂容器製のライナー10の外周に熱硬化前のエポキシ樹脂を含浸した繊維強化樹脂層20を備える。繊維強化樹脂層20のエポキシ樹脂の熱硬化に際しては、タンク軸支シャフト112にて軸支した中間生成品タンク12のライナー10の内圧を正圧・負圧に交互に繰り返しながら、中間生成品タンク12を回転しつつ加熱してエポキシ樹脂を熱硬化させる。
(もっと読む)
圧力容器

【課題】より安定した物理的強度を有する圧力容器を提供する。
【解決手段】圧力容器は、ライナ10の外周表面に、ライナ10を被覆する繊維強化樹脂層を備える。繊維強化樹脂層は、プリプレグを複数段積層させたプリプレグ積層体120をライナ10に巻回させ、次いで、プリプレグ積層体120に含浸された樹脂を硬化させて形成される。プリプレグ積層体120を構成する複数段のプリプレグ120a,120b,120cは、それぞれ次式の関係を有する。
Xn=(n−1)t/{R+(n−1)t}×100
(上記式において、nはプリプレグ積層体におけるプリプレグのライナ側からの段数、Xnはライナ側からn段目のプリプレグの縮み率(%)、Rはライナ最外周の半径(mm)、tはプリプレグ積層体の厚み(mm)、をそれぞれ示す。)
(もっと読む)
高圧タンクの製造装置並びに製造方法
【課題】金属ライナーに樹脂含浸繊維を巻き付ける際に、ライナーの両端部のドーム部において、繊維の横すべりが生じにくく、理想的な軌道に近い軌道で巻き付けることができる新しい高圧タンクの製造方法を提供する。
【解決手段】樹脂含浸繊維を金属ライナー1の外面にフープ巻きとヘルカル巻きとを交互に繰り返しながら複数回巻き付ける巻き付け工程を含み、この巻き付け工程の過程で、金属ライナー1の外方に配置した外部加熱装置4により、巻き付けられる樹脂含浸繊維を順次加熱硬化させるようにし、金属ライナー1のドーム部1bに向けて配置した冷却装置5により、ドーム部1bの樹脂含浸繊維を冷却して樹脂の粘度低下を遅らせるようにし、樹脂含浸繊維の横すべりを抑えるようにした。
(もっと読む)
圧力容器構造
【課題】圧力サイクル耐久性能が向上し、また従来製品と同等の圧力サイクル耐久性能を維持しつつ肉厚を薄肉にすることができる圧力容器構造を提供する。
【解決手段】内部の貯蔵空間に流体が充填されるライナー(11)と、ライナー(11)の周囲に設けられた補強層(12)と、を含む圧力容器構造である。そして補強層(11)は、少なくとも3層以上の複数層(12−1〜12−7)であって外周側の層(12−6,12−7)の引張弾性率が内周側の層(12−1〜12−5)の引張弾性率以下である。
(もっと読む)
タンクおよびその製造方法
【課題】フープ層に生じうる段差に起因してヘリカル層が損傷するという事態を抑制する。
【解決手段】タンクのFRP層が、ライナ20の外周に繊維束70が巻回されて形成されるヘリカル層と、段差抑制部材を含むフープ層とから形成されている。段差抑制部材は例えばシート繊維71であり、この場合、FRP層は、ライナ20の外周に繊維束70が巻回されて形成されるヘリカル層と、該ヘリカル層とともに積層されたシート繊維71からなるフープ層とから形成されている。シート繊維71からなるフープ層が、ヘリカル層の少なくとも一つに対して内層側と外層側とに設けられて当該ヘリカル層を挟んでいることが好ましい。
(もっと読む)
FRPタンク及びその製造方法
【課題】ドーム状の側部のバースト強度と胴部のバースト強度との双方を両立させるFRPタンク及びその製造方法を提供する。
【解決手段】ライナ(20)と、ライナ(20)の外周に繊維(F)が巻回されて形成されたフープ層(24)及びヘリカル層(22、23)からなるFRP層(21)と、を備え、FRP層(21)の内側層(210)は、ヘリカル層(22、23)のみで構成されているFRPタンク(1)を構成する。
(もっと読む)
FRP圧力容器
【課題】FRP積層構造を有する耐破裂性に優れ、軽量な高圧容器を提供することを目的とする。
【解決手段】樹脂を含浸したガラス繊維またはカーボン繊維をライナーに巻付けて形成したFRP積層構造を有する圧力容器であって、前記FRP積層構造の外面側の層として、ライナー胴部の軸方向に対して、45〜60°の配向角を有する高角度ヘリカル巻き層としたことを特徴とするFRP圧力容器。
(もっと読む)
高圧タンクの設計方法
【課題】タンク形状に応じた適切なフープ巻き層とヘリカル巻き層の積層構造として、外力の作用によりタンクに発生した応力をより確実に低減させる。
【解決手段】設計ライナの形状及び大きさと設計繊維強化樹脂層群3の全体厚さTとを決定する。衝撃力が作用したときに設計ライナに発生する歪を解析する。周方向歪みεbよりも軸方向歪みεaの方が大きい場合は、設計ライナを備えた高圧タンクがタンク形状を保持しうるヘリカル巻き層の全体厚さの下限値たるTh下限値を算出する。設計繊維強化樹脂層群におけるフープ巻き層の全体厚さTfとヘリカル巻き層の全体厚さThとの比であるTf/Th設計値を求める。このとき、Tf/Th設計値におけるThをTh下限値とする。
(もっと読む)
圧力容器
【課題】圧力容器の安全性を向上させる技術を提供する。
【解決手段】圧力容器であって、所定の流体の漏洩を遮断する樹脂製のライナー層と、ライナー層よりも外側に形成され、耐圧性を有する、繊維強化プラスチック製の第1の層と、ライナー層と、第1の層との間に配置され、第1の層よりも伸びが大きいプラスチックから成る第2の層を備えることを特徴とする圧力容器。
(もっと読む)
FRP容器の製造方法
【課題】FRP容器の外径が大きくなることを抑制し、多層FRP層の繊維体積含有率をコントロールすることができるFRP容器の製造方法を提供する。
【解決手段】フィラメントワインディング法により、ライナー30に熱硬化性樹脂24を含浸させた繊維を巻き付けて多層FRP層を形成する多層FRP層形成工程と、前記多層FRP層を加熱硬化する硬化工程とを含むFRP容器の製造方法であって、前記多層FRP層形成工程において、前記多層FRP層の単層又は複数層毎に前記熱硬化性樹脂の含浸量を変化させた繊維を用いる。
(もっと読む)
圧力容器及びその製造方法
【課題】繊維強化複合材で補強された圧力容器の耐久性を高める。
【解決手段】ライナ102と、繊維強化複合材を巻き付けた複数の複合材層と複数の複合材層に挟まれた耐熱性シートを含む外殻部106と、を備える圧力容器とする。
(もっと読む)
FRP成形体及びその製造方法、並びにガスタンク
【課題】FRP成形体において、内層の繊維体積含有率が高くなるのを抑制する。
【解決手段】ライナ10と、該ライナの外層に形成された、繊維及び熱硬化性樹脂を含む複数の樹脂含浸繊維層20と、ライナ10の外層に形成された、繊維とエラストマー状熱硬化性樹脂又は熱可塑性樹脂とを含む複数のブロック層30とを備え、樹脂含浸繊維層20とブロック層30とが交互に積層されている。
(もっと読む)
圧力容器及びその製造方法
【課題】重量の増加を抑えつつ、耐衝撃性が向上された圧力容器。
【解決手段】筒状の胴部(10)を有する高圧タンク(1)であって、胴部(10)は、繊維強化樹脂層(4)と、繊維強化樹脂層(4)の外周面上に形成された格子状補強層(5)と、を備える。格子状補強層(5)は、胴部(10)の周方向に所定ピッチで巻かれた帯状部(51a)からなる第1補強層(51)と、軸方向に所定ピッチで巻かれた帯状部(52a)からなる巻かれた第2補強層(52)と、を交差させてなる。
(もっと読む)
成形体の製造方法、成形体、並びにタンク
【課題】樹脂含浸繊維の樹脂が巻き付けによって染み出すことを抑制できると共に、樹脂含浸繊維層の内部での剥離を抑制できる、成形体の製造方法、成形体、並びにタンク。
【解決手段】樹脂含浸繊維を硬化させてなる樹脂含浸繊維層(4)を有する成形体の製造方法において、樹脂含浸繊維層(4)を形成するための一連の工程を備える。一連の工程は、樹脂含浸繊維を所定分巻き付ける巻付け工程と、巻き付けられた樹脂含浸繊維の樹脂をゲル化するゲル化工程と、を有する。そして、一連の工程では、巻付け工程及びゲル化工程を実行後、さらに巻付け工程を実行することで、ゲル化されたものの上に新たな樹脂含浸繊維を所定分巻き付けるようにした。
(もっと読む)
繊維束接合体及びその製造方法並びにタンク
【課題】繊維束を接合するにあたり、接合部の肥大化を抑制するとともに、高張力の負荷にも耐え得る高い接合強度を得る。
【解決手段】第1の繊維束41と第2の繊維束42とが接合部44において長手方向に接合されてなる繊維束接合体40である。接合部44は、第1の繊維束41の端部41aと第2の繊維束42の端部42aとを、同軸上で重ね合わせずに配置した状態で、第1及び第2の繊維束41、42よりも細い第3の繊維束43を介して接合して構成したものである。
(もっと読む)
高圧タンク
【課題】補強層の本来の強度を有効活用でき、バースト強度の向上と薄肉化とを図ることができる高圧タンク。
【解決手段】高圧流体の透過を抑制するバリア層(3)と、バリア層(3)の外側でバリア層(3)の膨張を抑制する補強層(4)と、を有する高圧タンク(1)であって、補強層(4)は、単位体積あたりの引張破断伸びが外側より内側の方が大きくなるように構成されている。補強層(4)は、樹脂が繊維で補強された層を少なくとも2層有し、少なくとも2層のうち内側に位置する層は、その外側に位置する層よりも、引張破断伸びが大きいことが好ましい。
(もっと読む)
1 - 16 / 16
[ Back to top ]