
Fターム[3F024BA06]の内容
ベルトコンベア(ベルト) (2,097) | 構成物質 (251) | 塩化ビニル (8)
Fターム[3F024BA06]に分類される特許
1 - 8 / 8
傾斜搬送用コンベヤベルト
【課題】物品を上らせたり下らせたりする傾斜を有する搬送ラインであっても十分な搬送能力を発揮することができるとともに、搬送面がプーリと接触するようなレイアウトで使用した場合でも騒音の発生の少ない傾斜搬送用コンベヤベルトを提供する。
【解決手段】搬送面3にベルト走行方向に対して斜め方向に形成された波形状の凹凸4を搬送面3の全周にわたって設けており、また、搬送面3にはベルト走行方向の縦溝を設け、前記凹凸4をベルト幅方向に分断した形状となっている。
(もっと読む)
伝動ベルトおよび搬送ベルト
【課題】より長期間にわたり、高い動的特性を発現できる、伝動ベルト、及びより長期間にわたり、高い動的特性を発現できる、搬送ベルトを提供することを課題とする。
【解決手段】心線が埋設された接着ゴム層と圧縮ゴム層との少なくとも2種のゴム層が積層された積層体と、該積層体の上面、下面又は全周面に接着された布材料とを備え、該心線及び該布材料の少なくとも一方が、ポリエステル繊維等の繊維で構成され、かつ
2−クロロ−1,3−ブタジエン−2,3−ジクロロ−1,3−ブタジエン共重合体ラテックスを含有し、かつラテックス成分の固形成分中における該共重合体ラテックスの含有量が少なくとも50質量%であるRFL接着剤組成物を含浸させたものである伝動ベルト、並びにポリエステル繊維などの繊維で構成され、かつ該共重合体ラテックスをラテックス成分として含有したRFL接着剤組成物を含浸させた繊維材料により、補強されたものである、搬送ベルト。
(もっと読む)
搬送用ベルト

【課題】ベルトの背面にプロファイルを熱融着したベルトにおいて、ベルト本体のソリを防止した搬送ベルトを提供する。
【解決手段】熱可塑性樹脂からなるベルト本体中に心体を埋設してなり、該ベルト本体の背面にプロファイルが熱融着により一体化した搬送用ベルトにおいて、前記プロファイルから50mm以内のベルト背面に反りを防止するための補強材を貼り付ける。
(もっと読む)
回収コンベア
【課題】組み付け工数、製造コストを抑えた上で、小型軽量化ができる回収コンベアを提供する。
【解決手段】高低差を有する場所に搬送物を運搬する急傾斜コンベア10の下方に配置され、急傾斜コンベア10から落下する搬送物を回収して急傾斜コンベア10にリターンする回収コンベア30において、プーリ31にコンベアベルト32が巻回され、このコンベアベルト32が急傾斜コンベア10のベルト本体15を形成する材料よりも軟らかい材料の熱可塑性樹脂で形成されていることを特徴とする。
(もっと読む)
ベルト用補強布およびベルト
【課題】ベルト設置時に容易に高張力を発現させることができるとともに、ベルトの耐久性を向上させ、長寿命を実現できるベルト用補強布およびベルトを提供する。
【解決手段】ベルトの補強に用いるベルト用補強布において、該補強布の経糸を、弾性率が300cN/dtex以上の高弾性フィラメント糸と、弾性率が300cN/dtex未満の低弾性フィラメント糸とを撚り合わせた複合コードとする。また、該複合コードにより補強されたベルトとする。
(もっと読む)
エンドレスベルト、定着装置、及び画像形成装置
【課題】複雑なシステムを要せず、薄肉で均一な膜厚のエンドレスベルトの片側又は両側の端部の強度アップを図り、エンドレスベルトの挫掘又はエンドレスベルト端部の摩耗変形やベルト破断につながる亀裂が発生するのを確実に防止することができる低コストのエンドレスベルトを提供する。
【解決手段】ベルト本体の片側又は両側の端部が外側又は内側に向かって90°以上折り曲げられてなる折り曲げ部を有することを特徴とするエンドレスベルトである。前記ベルト本体が耐熱性樹脂を含有してなる基層を有することが好ましい。さらに、前記ベルト本体と前記折り曲げ部との間を接合する接合部を有することが好ましい。
(もっと読む)
樹脂コンベヤベルト
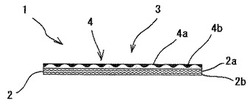
【課題】帆布心体の側縁部をベルトの両側端部に露出させることなく、しかも帆布心体の側縁部が露出するのを防止するためにベルトを構成する帯状体の端部に糸で縫いつけたカバー材の糸がベルトの搬送面側にほつれとなって現れることのない樹脂コンベヤベルトを提供する。
【解決手段】カットエッジタイプの樹脂コンベヤベルトであって、帆布心体3の側縁が露出する前記帯状体2の幅方向端部2aにおいて、該幅方向端部2aを覆うようにベルト全周にわたってカバー材5で被覆して縫製固定し、更にカバー材5を被覆した帯状体2の幅方向端部2aをベルト1の裏面側へ折り返して糸を使わずに固定してなる。
(もっと読む)
ニップ駆動式カーブコンベヤ用搬送ベルト
【課題】ニップ駆動式カーブコンベヤにおいて、搬送用ベルトの耐久性を向上する。
【解決手段】第1の熱可塑性樹脂層100と、透孔を有する第1の帆布101と、第2の熱可塑性樹脂層102と、透孔を有さない第2の帆布103とをこの順で積層する。第1の帆布101に織目に隙間がある粗目織物を用い、第2の帆布103に織目の詰まった織物を用いる。熱可塑性樹脂が第1の帆布の透孔を通して流通し、第1および第2の熱可塑性樹脂層100、102が融着される。
(もっと読む)
1 - 8 / 8
[ Back to top ]