
Fターム[3F056CA04]の内容
線材巻取一般 (802) | トラバース制御による整列巻の手段 (84) | トラバース増速又はドラム回転の減速、停止 (29)
Fターム[3F056CA04]に分類される特許
1 - 20 / 29
線条体巻付けボビン、線条体巻取り方法、及び、線条体巻取り装置
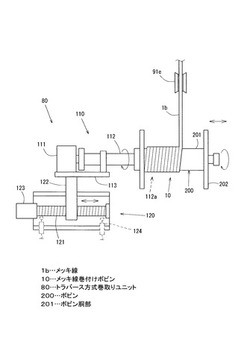
【課題】低耐力化した線条体をボビンに対して負荷をかけずに巻き付けても、巻き緩みや巻き崩れなどが生じることなく所望の整列巻きした状態に保つことができ、低耐力化した線条体をボビンに巻き付けた状態からスムーズに送り出すことができる線条体巻付けボビン、線条体巻取り方法、及び、線条体巻取り装置の提供を目的とする。
【解決手段】低耐力化した線条体1bをボビン胴部201に対して所定のトラバースピッチPでトラバース巻きすることにより、線条体1bをボビン200の半径方向へ巻き重ねた線条体巻付けボビン10であって、所定のトラバースピッチPを、定格ピッチpの1.0倍となる値を除く値、且つ、線条体1bを巻き付けたボビン周方向における少なくとも一部分に、ボビン周方向の他の部分と比較して線条体1bが嵩張った巻き太り部分を構成しない巻き態様となる値に設定した。
(もっと読む)
糸巻取装置

【課題】 リード比を設定してコーン形状のパッケージを生成する場合において、トラバースガイドを適切な速度プロファイルで駆動する糸巻取装置を提供する。
【解決手段】 コーン形状のパッケージ53を生成する糸巻取装置11であって、トラバースガイド17と、トラバース駆動部19とを備えるとともに、パッケージ53の小径側領域でのトラバース時間に対する大径側領域でのトラバース時間との比の値、若しくは、パッケージの大径側領域でのトラバース速度に対する小径側領域でのトラバース速度との比の値、を設定リード比として設定するリード比設定部43と、リード比設定部43により設定される設定リード比に応じて、パッケージ53の大径側領域と小径側領域のうち、少なくともいずれかの領域でのトラバースガイド17の速度プロファイルを調整する速度プロファイル調整部44と、を備える。
(もっと読む)
糸条巻取機、及び糸条の巻取方法
【課題】1本の巻取軸に複数のボビンを装着することを前提とした上で、糸条間での張力のバラツキを解消し、もって、各糸条の張力を仕様張力許容範囲内に収める技術を提供する。
【解決手段】糸条巻取機1は、複数の巻取ボビン2が同時に装着可能な1本のボビンホルダー3と、前記複数の巻取ボビン2に巻き取られる複数の糸条Yを夫々トラバースするための複数のトラバース装置5と、前記複数の巻取ボビン2に巻き取られる複数の糸条Yの張力を夫々測定するための複数の張力測定装置6と、各糸条Y毎に、前記張力測定装置6によって測定された上記糸条Yの張力が仕様張力許容範囲内に収まるように、前記トラバース装置5のトラバース速度VTを増減するトラバース速度変更部62と、を備える。
(もっと読む)
糸の巻き取り方法とその装置
【構成】 ボビンに糸をステッププレシションなどで巻き取るに際して、ターン部での糸道の軌跡を一定にして、所定の綾角のパターンで巻き取り、所望のワインド数に合致するように、中央部の綾角パターンを制御する。
【効果】 パッケージ端部での段巻きの発生や綾落ちを防止できる。
(もっと読む)
糸条巻取機、及び糸条巻取方法
【課題】バルジを抑制しつつも、糸種の種別に拘わらずリボンの発生を防止する技術を提供する。
【解決手段】ワインダー1は、パッケージ4形成中にパッケージ4に接触するコンタクトローラ8と、コンタクトローラ8に対して弾性糸2の走行方向の上流側に配置されるトラバース装置7と、パッケージ4形成中に、コンタクトローラ8とトラバース装置7との間にある弾性糸2のフリーレングスFLを変更可能なフリーレングス変更手段9と、パッケージ4の巻き始めではフリーレングスFLを増加させ、その後、巻き終わりにかけてフリーレングスFLを減少させるようにフリーレングス変更手段9を制御する制御部80と、を備える。
(もっと読む)
平角線の巻取装置および巻取方法
【課題】ボビンに平角線を多層整列巻きする際に、ボビンの両側の鍔部での反転位置での平角線の隙間の発生、平角線の重なり等の巻乱れを防止する。
【解決手段】トラバーサでボビンを軸線方向に往復移動させ、回転駆動されるボビンに平角線を多層整列巻きする巻取方法であって、前記ボビンの軸線方向のトラバース速度をシーケンス制御し、ボビンの胴部両端の鍔部と平角線が接触する反転位置で一時停止して重ね巻して層上がりさせ、層上がりした線に再び平角線が重ならないようにトラバース速度を速めて反転し、線押えローラにより平角線を鍔部側へと付勢して隙間を減少していることを特徴とする。
(もっと読む)
糸条巻取り機及び糸条巻取り方法
【課題】 糸条の種類などの上位要件によって基準綾角を小さくする場合であっても、耳高現象を解消する効果の高い糸条巻取り機及び糸条巻取り方法を提供する。
【解決手段】 合繊Yのパッケージ形成期間P1中にパッケージ18に接触するローラ31と、トラバース速度を変更可能として、トラバース速度を一時的に基準速度V1から目標速度V2まで増大させた後に基準速度V1まで減少させるトラバース速度変更を繰り返すトラバース装置21と、ローラ31とトラバース装置21との間にある合繊YのフリーレングスFLを変更可能として、フリーレングスFLを一時的に増大させた後に減少させるフリーレングス変更を繰り返すフリーレングス変更手段41と、を備え、トラバース速度変更を行うトラバース速度変更期間T2と、フリーレングス変更を行うフリーレングス変更期間F2とを一致又は重複させるワインダー11とする。
(もっと読む)
糸巻取機及び糸巻取方法
【課題】加速巻取区間のトラバース幅の制御方法を例えば糸の巻き方法に応じて柔軟に変更することができ、年輪や綾落ちの発生を抑制できる糸巻取機を提供する。
【解決手段】自動ワインダは、パッケージ駆動モータ41と、トラバース駆動モータ45と、トラバース幅短縮部63と、を備える。トラバース駆動モータ45は、パッケージ駆動モータ41により回転する巻取ボビン22に巻き取られる糸20を綾振るためのトラバースガイド11を往復駆動する。トラバース幅短縮部63は、加速巻取区間において、設定器51で設定された初期トラバース幅に基づく目標トラバース幅より小さい一定の縮小トラバース幅でトラバースを行うようにトラバース駆動モータ45を制御する縮小幅一定モードと、縮小トラバース幅から巻取速度が増加するにつれて連続的に増加するトラバース幅でトラバースを行うようにトラバース駆動モータ45を制御する縮小幅変更モードと、を有する。
(もっと読む)
クロス巻きボビンの作成方法および装置
本発明は、クロス巻きボビンの作成方法を改善する。本発明は、繊維機械の巻取りヘッドにクロス巻きボビンを作成する方法であって、巻き取られる糸の勾配角を巻取り中に変化させるようにした方法において、前記勾配角をボビン径に依存して選定すること、及び既に巻き取った糸の長さに基づいて前記ボビン径を算出することを特徴とする。また、本発明の装置は、既に巻き取った糸の長さからボビン径を算出するための制御部が設けられ、該制御部が糸ガイドの駆動部と接続されていることを特徴とする。 (もっと読む)
巻取り装置
【課題】被巻取り体の巻取り量、ひいては、巻取り軸の回りに巻取られることで引き出される被巻取り体の引き出し量及び引き出し力を安定させ、且つ、製造コストの増大が抑制される農業機械の巻取り装置を提供する。
【解決手段】巻取り軸へ回転動力を伝達する回転動力伝達部材と、農業機械の移植動作に連動して前進/後退する駆動部材と、回転動力伝達部材と駆動部材とを相対移動可能に結合する結合手段と、によって巻取り装置を構成する。
(もっと読む)
極細線巻き替え装置及びその方法
【課題】 スプールに巻き替えされる極細線の巻き幅の全域にわたって常に同一条件で巻き替えできかつ隣接する極細線の間隔を同一にして重なりを防止し、かつ65m/minの高速で巻き替えが可能な極細線の巻き替え装置及び方法を提供する。
【解決手段】 極細線を巻き取る巻き取りスプールを一定の回転速度で駆動する。巻き取りスプールを横方向に往復するように送って極細線をトラバースする。1トラバース当たりの巻数を設定する巻数設定手段を設ける。該巻数設定手段により、Mを整数としたとき巻数Sn をM+(2−1±2−2・・・・・±2−n)とし、nを4以上に設定する。トラバース反転時に任意の設定時間だけ反転を遅らせる。
(もっと読む)
縫い糸原糸の巻取方法、それから得られるパッケージ
【課題】 解ジョ時の張力変動が小さく解ジョ糸切れが減少し、また、梱包、開梱、輸送、糸立て準備等の取り扱い中の衝撃によって崩れが発生しても、一定量糸条を剥ぎ取るだけで復帰でき製品ロスを極小化可能であるパッケージを提供する。
【解決手段】 縫い糸原糸をテーパー上部、ストレート部、テーパー下部を有するパーンパッケージに巻き取るに際し、下式(1)を満足するトラバース幅で、巻き始めから巻き終わりまでトラバース幅一定かつトラバース折り返し部を一定量で移送させることを特徴とする縫い糸原糸の巻取方法。
(1)パッケージ最大巻幅/3<トラバース幅<パッケージ最大巻幅
(もっと読む)
仮撚加工糸の巻き取り方法
【課題】仮撚加工糸の巻き取り時のアヤ落ちを解消するとともに、巻終わりの部分の高速解舒を可能とした仮撚加工糸パッケージの巻き取り方法を提供する。
【解決手段】仮撚加工糸のパッケージを巻き取る際に、端面崩しの1サイクルにおいて、巻き取時間の経過にともなってトラバース幅の軌跡を変化させることを特徴とする仮撚加工糸の巻き取り方法。
(もっと読む)
糸巻取装置
【課題】一定速度で継続して供給される糸を巻き取る糸巻取装置において、糸掛け動作による糸張力の低下を素早く回復させ、巻取パッケージの品質を向上させる。
【解決手段】糸巻取装置50は、巻取管3を回転駆動するパッケージ駆動モータ9と、巻取管3に巻き取られる糸を綾振るトラバース装置6と、バンチアーム22と、パッケージ駆動モータ9、トラバース装置6、及び、バンチアーム22を制御する制御装置60とを備える。バンチアーム22は、空の巻取管3への巻取開始時に当該巻取管3に糸を装着する糸掛け動作(バンチ巻31を形成する動作)を行うように構成する。制御装置60は糸張力制御手段63を備え、糸張力制御手段63は、少なくとも糸掛け動作の直後から通常の糸巻取に至るまでの時点において、トラバース装置6の平均トラバース速度が通常の糸巻取時のものよりも大きくなるように制御する。
(もっと読む)
線材巻取装置
【課題】トラバースの折り返しを巻姿に応じて調整することにより、良好な巻姿を得る。
【解決手段】トラバース中に、ボビンの中央部において、ボビン1回転毎にダンサーローラ位置と計尺量を測定する。複数回測定して、その平均値と標準偏差を算出し、閾値を決める。フランジ近傍部において、ボビン1回転毎にダンサーローラ位置と計尺量を測定し、平均値との差から変移量を算出する。変移量と閾値を比較する。変移量が閾値を超えると、巻姿が変化したと判断し、変化が開始した変移位置を検出する。トラバースを1往復して、両側のフランジ近傍部での巻姿を判断し終わると、次のトラバース中に、折り返し調整を行う。巻太りの場合、変移位置よりも中央寄りで折り返す。巻細りの場合、変移位置から減速して、折り返し基準位置で折り返す。
(もっと読む)
糸巻取装置及び糸巻取方法
【課題】トラバース装置によって糸を綾振りしながらボビンに巻き取る糸巻取装置において、リボンを有効に防止できるとともに、糸解舒時の糸切れ(ラッチング)の生じにくいパッケージを形成できる構成を提供する。
【解決手段】重なりの強いリボンが発生する危険ワインド数に接近するまでは、通常の巻取綾角WA1を含む所定範囲内に綾角を維持しつつ巻き取る(ステッププレシジョン巻)。そして、パッケージ径の増大に伴ってワインド数が前記危険ワインド数に接近すると、綾角が上記範囲から減少側に外れて小さい綾角WA2となるように、トラバース速度を急減少させる。そして、当該小さくなった一定の綾角WA2を含む所定範囲内に綾角を維持しつつ巻き取り、その後、トラバース速度を急増大させて、前記危険ワインド数を飛び越えて元の綾角WA1側に戻すように制御する。
(もっと読む)
糸巻取装置
【課題】糸巻取装置において、糸継ぎ後の巻取再開時等において綾乱れやリボン巻等を防止できる構成を提供する。
【解決手段】糸を巻き取るための巻取チューブ6を回転駆動するためのパッケージ駆動モータ41と、前記巻取チューブ6への糸の巻取りの際にその糸を綾振るためのトラバース装置5と、を備える。このトラバース装置5は、糸と係合して糸を綾振りさせるためのトラバースガイド11と、前記パッケージ駆動モータ41とは切り離されて駆動し、前記トラバースガイド11を移動させるためのトラバースガイド駆動モータ45と、を有する。前記トラバースガイド11は、前記トラバースガイド駆動モータ45のモータ軸の正逆回転により往復移動するように構成されている。トラバースガイド11の加速時には、前記トラバースガイド駆動モータ45をフィードフォワード制御するフィードフォワード制御手段71がトラバース制御部46に備えられている。
(もっと読む)
糸巻取装置
【課題】糸巻取装置において、糸継ぎ後の巻取再開時等においても綾乱れやリボン巻、不適切な張力での巻取りを防止できる構成を提供する。
【解決手段】糸の巻取速度が加速又は減速しているときに、前記トラバースガイドによる糸の綾振りが前記巻取速度の加速又は減速に同期するように、トラバースガイドを駆動するトラバースガイド駆動モータを加速又は減速するように同期制御する。この糸の綾振速度の同期制御は、選択図の例では、トラバースガイドが1トラバースストローク分移動する間(区間STの間)に複数回行われている。
(もっと読む)
糸巻取方法及び糸巻取装置
【課題】綾落ちのない高品質なパッケージ7を形成できる糸巻取方法を提供する。
【解決手段】自動ワインダ1の糸巻取ユニット2は、糸巻取用の巻取ボビン6,7を回転駆動するためのパッケージ駆動モータ41と、巻取ボビン6,7への糸4の巻取りの際にその糸4を綾振るためのトラバース装置5と、を備える。トラバース装置5は、糸4と係合して糸4を綾振りさせるためのトラバースガイド11と、パッケージ駆動モータ41とは切り離されて駆動し、トラバースガイド11を移動させるためのトラバースガイド駆動モータ45と、を有する。巻取チューブ6への糸4の巻始めの時や、糸切断や糸切れ後に糸継装置14の糸継作業が完了した後の巻取再開時においては、巻取ボビン6,7の回転が開始されるが、その開始直後を含む回転加速区間において、前記トラバースガイド11のトラバースストロークを狭めるように前記トラバースガイド駆動モータ45を制御する。
(もっと読む)
巻き線機におけるトラバース駆動装置
【課題】駆動パルス列のパルス数が、ボビン1回転に対する線材の径の比の整数の数に設定され、その比に整数で割り切れない端数が生じても、隣接する巻き線同士が重なったり余分に離間したりして、コイルの形状を損なうことがなく、精度良くコイルを形成できる巻き線機におけるトラバース駆動装置を提供することを目的とする。
【解決手段】分周比設定部10及び分周回路3において、ボビン11の1回転に対する線径の比を演算し、その演算値における整数でのエンコーダから出力されるパルス列を分周して駆動パルス列を生成し、所定の周期毎に、出力パルス計数回路7を介してパルス数の累積を計数し、回転/トラバース比較回路8及び分周比設定部10を介して、前記演算値の整数で割り切れない端数の累積による累積誤差を検出し、この累積誤差を打ち消すように整数の分だけ分周比を補正する。
(もっと読む)
1 - 20 / 29
[ Back to top ]