
Fターム[3H013FA07]の内容
Fターム[3H013FA07]に分類される特許
1 - 7 / 7
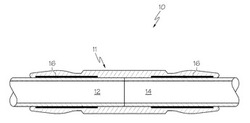
軟質金属中間層を使用した油圧継手の向上したコンダクタンス
【課題】管と継手との間を確実に結合する。
【解決手段】油圧継手10と油圧管12、14との間に軟質金属中間層16を組み込むことにより、油圧継手上でコンダクタンスを向上させる方法であって、軟質金属中間層は、加圧下でスウェージング又はインスタレーションすると継手が油圧管に嵌合する領域に配置される。
(もっと読む)
樹脂管の接続構造

【課題】樹脂管と金属パイプの間の密着性を向上させて、樹脂管と金属パイプの間に水や埃などが侵入し難くする。
【解決手段】金属パイプ10の端部の外表面に、金属パイプ10の全周にわたって延びる環状突起12を形成する。環状突起12よりも金属パイプ10の先端側に、環状突起12とともに第1環状溝15を区画形成する第1拡径部14を設ける。第1環状溝15にシールリング16を嵌着する。環状突起12よりも金属パイプ10の基部側に、環状突起12とともに第2環状溝18を区画形成する第2拡径部17を形成する。樹脂管30の先端31は第2拡径部17の最大径の部分の近傍に位置する。
(もっと読む)
導管の連結構造及びその形成方法
【課題】剛性パイプラインと可撓性導管要素との間の流れに好都合な連結を構成して材料がこのような連結による悪影響を受けること無く可撓性導管要素のコンパクトな組込みを可能にする。
【解決手段】本発明は、大径の剛性パイプライン(10)と可撓性導管要素(12)との連結構造に関し、この連結構造は、鋼製ニップル(14)の一端がパイプライン内に達し、他端が可撓性導管要素内に達することによって実現され、可撓性導管要素は、締付けリング(10c)によってニップルに固定される。ニップルを受け入れるパイプラインの部分(10b)の断面及び締付けリングの断面は、磁気パルス形状成形コイル(16)の作用を受けて減少し、パイプライン及びニップルは、同一の内径を有する。
(もっと読む)
プレス式管継手のプレス確認装置
【課題】継手から離れていても、配管と継手との接合状態を確認することができ、しかもプレスの実施有無のみならず、規定のプレス量が付与されているか否かも確認することのできる、プレス式管継手のプレス確認装置を提供すること。
【解決手段】継手本体3の外周面をプレスして、配管4を圧着接合するプレス式管継手2において、少なくともプレス部位8を包囲体1で包囲し、この包囲状態によりプレス接合の完了を確認できるようにしたプレス式管継手のプレス確認装置である。
(もっと読む)
樹脂被覆金属管の製造方法
【課題】樹脂被覆層形成後に形成した塑性加工部における樹脂被覆層の剥離が発生し難い樹脂被覆金属管の製造方法を提供すること。
【解決手段】自動車用配管等に使用する樹脂被覆金属管を製造する方法。該樹脂被覆金属管は、金属管本体12の外周に熱可塑性プラスチックの樹脂被覆層の押出被覆工程の後、加熱処理工程を介して、樹脂被覆層を水冷等による冷却工程を経て製造する。加熱処理は、樹脂被覆層の熱可塑性樹脂の融点より高い温度で行う。
(もっと読む)
筒状部材とその接続対象物との接続構造
【課題】 金属管等の筒状部材とその接続対象物との、気密性、液密性及び接続安定性の高い接続構造を得るとともに、この接続を、少ない部品点数や作業工程で、簡易な製作技術で行う。また、メッキ処理液の残留による腐食等も防止可能とする。
【解決手段】 金属管等の筒状部材20の先端縁を外側に折り返し、この折返片21の内周面と金属管等の筒状部材20の外周面とを接触する。そして、折返片21の外周面を接続対象物22の開口部23の内周に接続可能な寸法とする。この折返片21の先端を金属管等の筒状部材20の軸方向と交差する方向に折曲突出してフランジ部24を形成する。このフランジ部24を接続対象物22の外周面に固着する。
(もっと読む)
樹脂管の接続構造
【課題】 長期間、金属パイプとこれに圧入される樹脂管との間から流体が漏洩しない樹脂管の接続構造を提供すること。
【解決手段】 金属パイプ1の端部域に間隔を設けて少なくとも二つの拡径部10,11を形成すると共に前記拡径部10,11相互間を周溝12として当該周溝内にシールリングSRを収容し、前記周溝12を構成する二つの拡径部10,11のうち奥側の拡径部11を越える位置まで樹脂管2を圧入させてある。前記周溝12内にはシールリングSRと共にバックリングBRを収容させてある。金属パイプ1の拡径部10,11は、バルジ加工やスプール加工により形成されている。
【選択図面】 図1  (もっと読む)
(もっと読む)
1 - 7 / 7
[ Back to top ]