
Fターム[3H024EE03]の内容
損傷、摩耗、腐食からの管の保護 (2,069) | 管本体の材質 (147) | 金属 (121) | 鋳鉄 (20)
Fターム[3H024EE03]に分類される特許
1 - 20 / 20
固定リング取り付け用治具
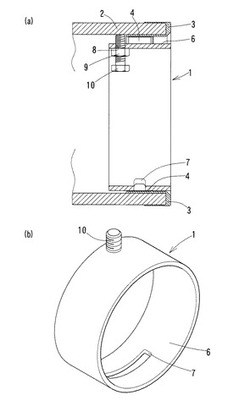
【課題】固定リングの浮き及び座屈の防止を図ること。
【解決手段】円筒状の固定部本体6に透孔7を形成し、この透孔7と周方向に対向する位置にこの固定部本体6の径方向外側に突出するボルト10を設ける。この突出量はボルト10のねじ込み量を調節することで調節する。このボルト10を切管の内周面に当接させて、この当接力の反力によって、第一係止孔20の周縁部及び連結部に固定部本体6を押さえ付ける。この状態で、透孔7を通して固定リング4の拡径作業を行うと、この固定部本体6による押さえ付け効果が発揮されて、前記周縁部及び連結部における固定リング4の浮きや座屈が防止される。
(もっと読む)
防錆部材

【課題】挿口部に挿嵌させることで挿口部の管端面に弾性部材が当接することによる防錆を行いながら、挿口部への過挿嵌を防ぐことで弾性部材の弾性変形に伴う防錆部材の内径方向側への伸出を抑えることができる防錆部材を提供すること。
【解決手段】弾性部材5aは、保持片部5dの挿口部5aへの挿嵌方向側の延設部5cと突出部5gとの間に配置されており、保持片部5dには、弾性部材5aが延設部5cと保持片部5dとの間で管端面3bに弾性変形して密着した後に、挿口部3aへの挿嵌を停止させるストッパー5iが設けられている。
(もっと読む)
管継手
【課題】挿口部を受口部に挿入する際に、防錆部材による挿口部の管端面の防錆を維持したまま挿口部を受口部に挿入することができる管継手を提供すること。
【解決手段】受口部2a内には、挿口部3aが受口部2a内に挿入されることで保持部5bと受口部2aの内面2hに当接して弾性変形するとともに、復元力により保持部5bを防錆部材5の周方向に沿って管端面3bに向けて押圧する弾性押圧体8が設けられており、受口部2aには、弾性押圧体8の復元力による挿口部3aの受口部2a内における移動を拘束する係止手段4,6が設けられている。
(もっと読む)
防錆部材
【課題】挿口部に挿嵌させることで挿口部の管端面に弾性部材が当接することによる防錆を行いながら、弾性部材の弾性変形に伴う防錆部材の内径方向側への伸出を抑えることができる防錆部材を提供すること。
【解決手段】保持部5bは、挿口部3aへの挿嵌方向に向けて延設され、挿口部3aの外周面3cに係合する延設部5cと、延設部5cから内径方向側に向けて延設された保持片部5dと、保持片部5dにおける延設部5cよりも内径側にて、挿口部3aへの挿嵌方向に向けて延設された突出部5gと、から構成され、弾性部材5aは、保持片部5dの挿口部3aへの挿嵌方向側の延設部5cと突出部5gとの間に配置されており、弾性部材5aの挿口部3aへの挿嵌方向側端部には、弾性部材5aの内径側端部から外径側に、弾性変形する弾性部材5aの伸出を許容する切欠部5hが形成されている。
(もっと読む)
防錆部材
【課題】挿口部に挿嵌させることで挿口部の管端面に弾性部材が当接することによる防錆を行いながら、弾性部材の弾性変形に伴う防錆部材の内径方向側への伸出を抑えることができる防錆部材を提供すること。
【解決手段】保持部5bは、挿口部3aへの挿嵌方向に向けて延設され、挿口部3aの外周面3cに係合する延設部5cと、延設部5cから内径方向側に向けて延設された保持片部5dと、から構成され、保持片部5dの挿口部3a側には、弾性部材5aが配置されるとともに、保持片部5dにおける弾性部材5aよりも内径方向側には、挿口部3aへの挿嵌により弾性変形する弾性部材5aの内径方向への伸出を防止する突出部5gが設けられている。
(もっと読む)
防錆部材
【課題】挿口部を受口部に挿入する際に、挿口部に挿嵌された状態で挿口部の管端面の防錆を維持することができる防錆部材を提供すること。
【解決手段】保持部5bは、挿口部3aへの挿嵌方向に向けて延設され、挿口部3aの外周面3bに係合する延設部5cと、延設部5cから内径方向側に向けて延設された保持片部5dと、から構成され、延設部5cと受口部2aの内周面2bとが摺接して保持部5bと挿口部3aとを挿口部3aの管軸C方向に相対移動させることで、弾性部材5aを管端面3bと保持片部5dとで挟圧する。
(もっと読む)
外面防食塗装を施した管路構成部材およびその製造方法
【課題】鋳鉄または鉄等の金属製管またはバルブ等の管路構成部材の外表面に、擬合金被膜と封孔処理被膜と合成樹脂被膜とを形成することによって、外面防食塗装を施した従来の管路構成部材より格段に優れた防食性能が得られることから、高い防食性能を長期間に亘って維持することができると共に、その高い防食性能からポリエチレンスリーブを被覆しなくてもよくなり、現場施工性が格段に向上する、外面防食塗装を施した管路構成部材およびその製造方法を提供する。
【解決手段】 鋳鉄管本体1と、鋳鉄管本体1の外表面に形成された、亜鉛からなる溶射ワイヤとアルミニウム−マグネシウム合金からなる溶射ワイヤとを用いたアーク溶射により形成された擬合金被膜2と、擬合金被膜2の上に形成された封孔処理被膜3と、封孔処理被膜3の上に形成された合成樹脂被膜4とからなる。
(もっと読む)
防食装置および管
【課題】短時間の作業で容易に管の切断端面を防食することが可能な防食装置を提供する。
【解決手段】管1の切断端面9に当接する環状の防食部材16と、防食部材16を支持する第1リング17と、第1リング17を管1に固定する第2リング18とを有し、第1リング17は管1の切断側端部3内に差込まれる筒状の第1差込部20を有し、第1差込部20に、径方向へ移動自在な突部24が設けられ、第2リング18は、第1リング17内に差込まれる筒状の第2差込部26と、突部24を径方向外向きに押出す押出片29とを有し、防食部材16は第1差込部20に外嵌されている。
(もっと読む)
抗菌・防かび性エポキシ樹脂組成物を含むライニング材、及びそれを用いた排水管のライニング工法
【課題】老朽化した排水管を、開削、取替工事を伴うスクラップ・アンド・ビルトする必要をなくし、短期間で、かつ低コストで老朽化排水管を延命化することができ、しかも悪臭・不快臭やかびの発生を長期にわたって防止することができるライニング材、及びそれを用いるライニング工法を提供する。
【解決手段】抗菌性ゼオライト、防かび剤を含有する抗菌・防かび性エポキシ樹脂組成物を含む排水管用ライニング材、及び排水管内部表面に前記ライニング材を塗布する排水管のライニング工法であって、抗菌剤としては銀イオンが好ましく、塗布方法としては、排水管内部を負圧下に維持してライニングを行う工法が好ましい。さらに、前記排水管内部表面に、予めプライマーを塗布し、その後、前記排水管用ライニング材を塗布することが好ましい。
(もっと読む)
抗菌性ビニルエステル樹脂組成物を含むライニング材、及びそれを用いた排水管のライニング工法
【課題】老朽化した排水管を、開削、取替工事を伴うスクラップ・アンド・ビルトする必要をなくし、短期間で、かつ低コストで老朽化排水管を延命化することができ、しかも悪臭・不快臭やかびの発生を長期にわたって防止することができるライニング材、及びそれを用いるライニング工法を提供する。
【解決手段】抗菌性ゼオライトを含有する抗菌性ビニルエステル樹脂組成物を含む排水管用ライニング材、及び排水管内部表面に前記ライニング材を塗布する排水管のライニング工法であって、抗菌剤としては銀イオンが好ましく、塗布方法としては、排水管内部を負圧下に維持してライニングを行う工法が好ましい。さらに、前記排水管内部表面に、予めプライマーを塗布し、その後、前記排水管用ライニング材を塗布することが好ましい。
(もっと読む)
鋳鉄管の表面処理方法
【課題】鋳鉄管の外面などの表面に溶射皮膜が形成され、前記溶射皮膜に封孔処理が行われ、さらに、塗料が上塗りされる鋳鉄管の表面処理方法において、上塗りされた塗料が剥がれることを最小限に抑えることを目的とする。
【解決手段】鋳鉄管1の表面に溶射皮膜2を形成し、溶射皮膜2に封孔処理剤3を供給して溶射皮膜2の封孔処理を行い、封孔処理を行った溶射皮膜2に塗料4を上塗りする鋳鉄管の表面処理方法において、封孔処理剤3に亜鉛または亜鉛系合金を含有させる。この方法により、鋳鉄管1の表面に形成された溶射皮膜2に対して封孔処理をすると、溶射皮膜2の表面に、封孔処理剤3に含まれている亜鉛や亜鉛系合金の皮膜3aが形成され、溶射皮膜2の表面の凹凸状態が大きくなり、皮膜3aを介して、封孔処理を行った溶射皮膜2に対して塗料4が良好に付着する。
(もっと読む)
管の加熱方法及び装置
【課題】管内面の粉体樹脂塗装の前処理として行う管内面の加熱処理において、加熱用器具の精密な位置決めが不要で、その上、管内面に残留する水分を高速で除去できる加熱方法及び加熱装置を提供すること。
【解決手段】本発明の加熱方法は、鋳鉄管の受口内面にガスバーナーの火口から出た火炎が前記受口内面に届くようにガスバーナーを設け、ガスバーナーの火炎で受口内面を炙り受口内面を高速で加熱することとした。また、加熱装置の構成を、管軸側から管内面へ火炎を出すガスバーナーと、ガスバーナーと管との管軸方向の相対的位置関係を変える管軸方向移動装置を備え、前記ガスバーナーはその外径が管受口内径より小さく、ガスバーナーの位置と姿勢を保持するための支持台に片持ち支持されるものとした。
(もっと読む)
鋳鉄管の防食方法およびそれによって処理された鋳鉄管
【課題】
本発明の防食方法は、作業の自由度が高い、すなわち、低温環境下でもプライマー塗料組成物の塗布が可能であり、かつプライマー塗膜の形成後、上塗り塗装までに長い間隔をあける事ができる防食方法を提供することを目的とする。
【解決手段】
鋳鉄管の外表面上に、(1)末端に複数のエポキシ基を有するエポキシ樹脂、(2)末端に複数のアクリレート基をもつエポキシアクリレート樹脂、および(3)ポリアミンを含有するプライマー塗料組成物(a)を塗布して、乾燥膜厚が15〜100μmであるプライマー塗膜を形成する工程(A)、および
前記プライマー塗膜の上に、2液型ポリウレタン塗料組成物(b)を塗布して、上塗り塗膜を形成する工程(B)を含むことを特徴とする、鋳鉄管の外表面の防食方法。
(もっと読む)
継手部を含む管路の樹脂ライニング工法
【課題】継手部を含む管路に対する樹脂ライニング工法において、継手漏洩抑止効果を得ることができると共に、管路の亀裂折損時漏洩抑止を得ることができ、更には、管路に分岐開口が存在する場合にも、事後的な分岐開口形成を行うことなく施工が完了できること。
【解決手段】即硬化性且つ高粘度の樹脂材を管路Pの長手方向に沿った回転軸の周りに回転駆動される回転ヘッド11に供給して管内面に向けて遠心分散させる樹脂分散手段10を用い、樹脂分散手段10を開放された管路Pの一端から他端に向けて設定速度で移動して、管路Pの内面に継手間隙を覆って連続性を維持する設定膜厚のライニング膜を形成し、管路Pに分岐開口が存在する場合には、樹脂分散手段10が分岐開口上を通過する際に、分岐開口の外から管路内に向かう送風を行う。
(もっと読む)
防食塗装管およびその製造方法
【課題】水質に悪影響を及ぼさず、厚塗り塗装が可能であることから高い防食性能を長期間に亘って維持することができると共に耐衝撃性に優れ、しかも、内外面同時塗装が可能であり、さらに、塗装後、急冷することによって直ちに使用することができる。
【解決手段】金属製管に表面仕上処理を施し、次いで、表面仕上処理を施した前記金属製管を予熱し、次いで、予熱した前記金属製管の内外面に熱可塑性飽和ポリエステル樹脂粉体を同時に塗装し、そして、前記金属製管を冷却し、かくして、前記金属製管の内外面に熱可塑性飽和ポリエステル樹脂からなる塗膜を形成する。
(もっと読む)
ポリエチレンスリーブ
【課題】腐蝕や電食の防止機能を良好に維持することができ、かつ、作業の手間や時間を低減させることができるポリエチレンスリーブを提供する。
【解決手段】本管部2と分岐管部3とを有する分岐管1をポリエチレンスリーブ10で被覆するポリエチレンスリーブ工法に使用されるポリエチレンスリーブ10であって、ポリエチレンスリーブ10の略筒状の本管被覆部11の断面形状を、本管部2の底部から分岐管部3の先端部まで収容可能な断面形状、例えば、ポリエチレンスリーブ10の略筒状の本管被覆部11の直径を、分岐管1の本管部2の底部から分岐管部3の先端部までの寸法Hよりも大きな直径Dで構成する。また、ポリエチレンスリーブ10の分岐管部12を本管被覆部11の一部から立設するように筒状に一体形成させる。この構成により、従来行っていたような本管被覆部に対する分岐管被覆部の接合作業を行わずに、ポリエチレンスリーブ10を被覆することができる。
(もっと読む)
管材の防食構造
【課題】 既設配管であっても、配管材料の形状を選ぶことなく、容易に且つ安価で防食処理できる防食構造を提供することを目的とする。
【解決手段】 透明性又は半透明性と、伸長性を有するフィルム層11と、透明性又は半透明性と、伸長性を有する接着層12とからなり、管2と、これを接続するための管継手3との接合部を覆う防食シート1であって、管2と管継手3との接続部を防食シート1で覆ったとき、防食シートを透して接続部を見ることができる。
(もっと読む)
継手体
【課題】防蝕体が、複数個形成された固定部材の頭部と引っ掛かることなく、スムーズに受口及び挿口の外面を被覆できる継手体を提供すること。
【解決手段】少なくとも頭部9aが受口5の外面外方に突出し、受口5の周方向に沿って複数個形成された固定部材9により受口5と挿口とを接続するとともに、外面32aが滑材からなる被覆部32とバンド部33とから構成された被覆バンド30が、被覆部32が複数個の固定部材9の頭部9aを被覆した状態で、受口5の周方向に取付けられ、受口5及び挿口の外面を防蝕体により被覆する。
(もっと読む)
継手体
【課題】防蝕体が、固定部材の頭部と当接して引っ掛かることなく、スムーズに受口及び挿口の外面を被覆できる継手体を提供すること。
【解決手段】一方の流体管の受口5に他方の流体管の挿口を水密的に接続する継手体であって、少なくとも頭部9aが受口5の外面外方に突出して形成された固定部材9により受口5と挿口とを接続するとともに、固定部材9の頭部9aを外面が滑材からなる被覆体25により被覆して、受口5及び挿口の外面を防蝕体により被覆する。
(もっと読む)
管内面ライニング方法
【課題】鉄管内面に大きな凹凸・起伏がある場合でも、その起伏を研摩除去することなく、起伏のない塗装仕上り面を得る。
【解決手段】凹凸や段差・角を管内面に有する鉄管の内面へ、経時硬化する流動性材料を注入し、鉄管内面に密着する第一層を設け、その第一層が硬化した後、その内表面を研摩し、その研摩面に充填材と樹脂液を供給して、第一層に密着する第二層を作る。このようにすれば、管内面の凹凸等は第一層によって埋まり、第二層表面の仕上り状態に影響を与えない。
(もっと読む)
1 - 20 / 20
[ Back to top ]