
Fターム[3H111EA13]の内容
Fターム[3H111EA13]に分類される特許
1 - 11 / 11
二重管およびその製造方法
【課題】
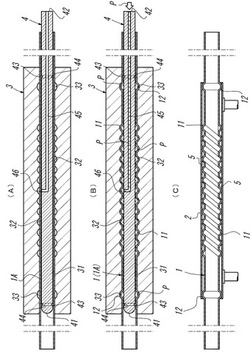
螺旋状の凹凸部が設けられた内管と内管に嵌合された外管との間に螺旋状の熱交換通路が構成され熱交換器として使用される二重管について、熱交換通路の外部への開放を閉鎖するためのシール加工を容易にする。
【解決手段】
拡径処理によって螺旋状の凹凸部11が形成された内管1に外管2が嵌合されて内管1,外管2の間に熱交換の一方の流体が流通する熱交換通路5が構成され、外管2の両端部で熱交換通路5の外部への開放を閉鎖するシール加工が施されている。内管1の外管2の両端部に対面する位置に外管2の内周面に当接される環状の閉鎖用凸部12が形成されている。
(もっと読む)
水素充填用ホースとホース金具のアッセンブリ品の製造方法

【課題】ニップルの変形を抑制しつつ、ホース金具を水素充填用ホースに強固に固定して高いシール性と耐久性を得られるアッセンブリ品の製造方法を提供する。
【解決手段】90℃での乾燥水素ガスのガス透過係数が1×10-8cc・cm/cm2・sec.・cmHg以下の熱可塑性樹脂製の内面層と、熱可塑性樹脂製の外面層5との間に、PBO繊維fを編組させたブレード構造の補強層を少なくとも2層積層した水素充填用ホース2の端部を、ニップル7とソケット8との間に挟んで、ソケット8の外周面を周方向に連続した状態で加圧しつつ、この加圧をホース2の反端部側から端部側に向かって行なってソケット8を加締めるとともに、加締めた部分8cよりもホース2の端部側に、環状溝9bよりも外周側に内周面を膨出させた膨出部8bを形成し、膨出部8bとニップル7との間にホース2を充填した状態にする。
(もっと読む)
ゴムホースの製造方法
【課題】加硫済みゴムホースを製造する上で、ホース層内での気泡残存を抑制しつつ生産性を高める。
【解決手段】定寸裁断済みの直管状の未加硫ゴムホース10SNKを、常圧より高い0.05〜1MPaの圧力とEPDMゴム材料の加硫を起こす加硫温度(170〜200℃)とを満たす1次加硫環境を維持する複数の加硫缶100に連続的に挿入配置する。それぞれの加硫缶100は、この1次加硫環境を維持する構成を備えてループ状に搬送されるので、加硫缶100に挿入配置された未加硫ゴムホース10SNKは、加硫缶のループ状搬送の間において1次加硫処理に連続的に処される。その後、1次加硫済みの半加硫ゴムホース10SKは、大気圧下で上記加硫温度を満たす2次加硫環境を作る2次加硫装置500にて、加硫完了までの2次加硫に連続的に処される。
(もっと読む)
筒型繊維強化樹脂成形品の製造方法
【課題】マトリックス樹脂の未含浸部分の発生がなく、強度的に優れ、かつ、水密性に優れた筒状繊維強化樹脂成形品を安定して製造することができる方法を提供することを目的としている。
【解決手段】筒状または柱状をした成形型の型面に沿って強化繊維からなる強化繊維層を設け、気密性フィルムと成形型との間に形成される気密空間内に少なくとも強化繊維層を収容し、気密空間内を大気圧より減圧したのち、この減圧状態を保ちながら気密空間外からマトリックス樹脂を気密空間内に供給してマトリックス樹脂を強化繊維層に含浸させる工程を備える筒型繊維強化成形品の製造方法において、成形型を立てた状態でマトリックス樹脂を強化繊維層の下端から含浸させること特徴としている。
(もっと読む)
繊維強化樹脂製配管材の製造方法
【課題】管端に差口を有するパイプ継手を、インフュージョン成形法を用いて生産性よく製造することができる繊維強化樹脂製配管材の製造方法を提供する。
【解決手段】成形型1の型面に沿う筒状をした強化繊維層2を、気密性フィルム5で覆い、この気密性フィルム5と成形型1との間に形成される気密空間S内に収容し、気密空間S内を大気圧より減圧したのち、強化繊維層2の端部を気密性フィルム5の外側から接続される他の配管材の管端部の内径と略同じ内径をした外径規制型7を装着して外径規制し、減圧状態を保ちながら気密空間S外からマトリックス樹脂を気密空間S内に供給して強化繊維層2に含浸させ、含浸完了後、含浸されたマトリックス樹脂を硬化あるいは固化させるようにした。
(もっと読む)
超純水用管継手
【課題】 超純水を取り扱うことができる管継手及びその配管システムにおいて、管継手からの不純物の超純水への溶出がなく、また非酸素透過性を向上することができ、更に耐薬品製を向上することができる、超純水用管継手及びその配管システムの提供を課題とする。
【解決手段】 合成樹脂製の管継手の少なくとも接液部に、DLC膜がコーティングされてなる超純水用管継手である。
(もっと読む)
燃料噴射管及びその製造方法
【課題】 燃料噴射管を巨大化させたりすることがなく、必要な塑性加工段階で亀裂等の損傷を引き起こさず、しかも内圧疲労強度を高めた燃料噴射管を提供する。
【解決手段】 外径14〜16mm、肉厚3.0〜4mmのフェライト系高圧配管用炭素鋼管からなる外管の内側に、外径が該外管の内径よりも小さく、肉厚が3.0〜4mmの析出硬化型ステンレス鋼、マルエージング鋼もしくはオーステナイト系ステンレス鋼のうちの1種からなる内管を挿入した後、一体絞りにより伸管加工を行って外管と内管とを密着接合させて二重管とし、該二重管に所定の塑性形状加工を行った後に必要な熱処理を施して内管の強度アップをする。
(もっと読む)
金属/樹脂複合管およびその製造方法
【課題】金属製の外管とFRP製の内管を複合した金属/樹脂複合管において、加熱成形後の冷却工程における両管の間の剥離や、内管の座屈および材料破壊を防止することを目的とする。
【解決手段】金属の外管とFRPの内管を加熱および加圧成形するに際し、管軸方向の圧縮強度と圧縮弾性率との比率が所定の関係を満たす繊維強化樹脂を緩衝層として両管の間に挟み込むことにより、外管の熱収縮による管軸方向の圧縮荷重が、かかる緩衝層の圧縮および剪断変形によって吸収される。また複合管の管軸方向について、第二の繊維強化樹脂の圧縮強度/圧縮弾性率の値(Rc2)が、第一の繊維強化樹脂の圧縮強度/圧縮弾性率の値(Rc1)よりも大きいことを特徴とする。
(もっと読む)
ポリエチレン樹脂被覆金属管の製造方法およびポリエチレン樹脂被覆金属管
【目的】ポリエチレン樹脂の被覆の厚さが5.0mm以上の厚膜被覆を有する金属管を流動浸漬槽を用いて安定して製造する。
【構成】槽内に収納したポリエチレン樹脂粉体の下方から送風してポリエチレン樹脂の流動層を形成し、予熱した金属管を流動層中に浸漬し、浸漬後送風を停止し更に槽内の空気を吸引して金属管の外面に融着した該ポリエチレン樹脂の被覆層を形成する。金属管を、金属管の軸に水平となる箇所が発生しない向きに金属管を傾けて流動層中に浸漬することが好ましい。
(もっと読む)
補強ホースの製造方法
【課題】 補強糸を埋設した補強ホース10Aの曲げ剛性のバラツキを抑制する。
【解決手段】 ブレーキホース10(補強ホース)を製造するには、ゴム材料から内管層12を押出形成し、下糸層14を編組し、中間ゴム層16を巻き付け、上糸19を編組し、RFL接着液に浸漬した後に外皮ゴム層20を押出すことにより行なう。さらに、押し出された補強ホース10Aは、ほぐし装置40の第1および第2ローラ群41,42の間を通して圧縮することで曲げ剛性を均一化する。
(もっと読む)
例えばベローズのような可撓性管状金属製装置
本発明は、湾曲頂部(T)および湾曲底部(B、B’)を有し全体的にベル状形を有する1つまたは複数の波形の回旋(2)を備え、最大60ミリメートルの内径を有する可撓性管状装置、例えばベローズに関する。新規の態様は、回旋(2)の外表面の曲率は、数字上、底部(B、B’)よりも頂部(T)において小さく、該可撓性管状装置の外表面(4)と該可撓性管状装置の長手方向軸(8)を通る平面との交差として画定される曲線(6)から得られ、上記曲線の曲率は、頂部(T)と隣接した底部(B、B”)との間に位置する変化位置(P、P’)において、一回のみ符号を変え、曲線(6)の第1のセクション(7)の長さが曲線の第2のセクション(9)の長さよりも少なくとも10%長く、第1のセクション(7)は或る変化位置(P)から頂部(T)を経て隣接した変化位置(P)に延び、第2のセクション(9)は或る変化位置(P)から底部(B、B’)を経て隣接した変化位置(P’)に延びることを含む。本発明は、従来技術に比して、より低い応力で可撓性が増大することにより、耐久性が増した改良されたデザインを提供する。  (もっと読む)
(もっと読む)
1 - 11 / 11
[ Back to top ]