
Fターム[3J044BC06]の内容
ピストン、ピストンリング、シリンダ (7,336) | 母材料及び表面被覆・処理の部位 (829) | ピストンリング (285)
Fターム[3J044BC06]の下位に属するFターム
外周摺接面 (109)
リング溝との摺接内周面 (26)
合い口部 (18)
Fターム[3J044BC06]に分類される特許
81 - 100 / 132
組合せオイルリング

【課題】上下レールが一体構造の組合せオイルリングにおいて、合口隙間を通じたオイル消費を低減する。
【解決手段】組合せオイルリング1はシリンダ9の内周面10と摺動する上下一対のレール6,7がウェブ8で連結された断面略I字形の鋼製オイルリング2と、このオイルリング2を半径方向外方に押圧付勢するコイルエキスパンダ3とからなる。組合せオイルリング1は、オイルリング2の合口隙間を塞ぐ矩形断面の線材からなる遮断部材14を、上下レール6,7とウェブ8で形成される外周溝12内に上レール6と接触可能に有する。遮断部材14は端部を曲げてオイルリング2のウェブ8に形成されている窓孔13に引っ掛ける構造としてもよい。
(もっと読む)
回転ピストンエンジンのピストンの密封システム

【課題】 膨張及び圧縮プロセスのための他のタイプの回転ピストンエンジンもまた比較的高い温度範囲において且つ容積変化、潤滑及び放熱に関し性質が改善されて実現できるよう、フェリクス・ヴァンケルの密封ラインの同一の幾何学的形状の原理が適用される回転ピストンエンジンのための密封システムの提供。
【解決手段】 回転ピストンエンジンの密封システムであって、ロータは、互いに並置される複数のロータディスクを含んで構成され、該複数のロータディスクは、共通のロータ軸に配されると共に、作用するバネ力及び/又はガス力によって当該ロータディスク間の合せ目において互いに離隔する側に押圧されることにより、ハウジングの側壁を指向する該ロータディスクの端面が該ハウジングの側壁に密封状態で当接し、かくして、媒体の軸への接近を阻止することを特徴とする。
(もっと読む)
ピストンリングの製造方法
【課題】ピストンリング線材の上下面へのコーティング処理を確実に行いつつ、ピストンリングの生産性の向上を図れるようなピストンリングの製造方法を提供する。
【解決手段】ピストンリングの製造方法の巻回工程(ステップST1)では、ピストンリング線材10を曲げ加工機に供給し、芯金20に螺旋状に巻回する。次の隙間発生工程(ステップST2)では、巻回後のピストンリング線材10間に所要隙間X1を発生させる。この所要隙間X1は、ピストンリング線材10の少なくとも一方の端部を弾性域内で引っ張ることによって発生させる。続くコーティング工程(ステップST3)では、隙間発生後のピストンリング線材10の上下面11,12にコーティングを施す。次に、切断工程(ステップST4)では、コーティング後のピストンリング線材10をリング長に切断する。
(もっと読む)
ピストンリング
【課題】アルミニウム合金製ピストンのリング溝に装着され、長期に亘りアルミニウム凝着を防止することができるピストンリングを提供する。
【解決手段】ピストンリングの上下側面の少なくとも一方に、複層の樹脂系皮膜を施し、その樹脂系皮膜の最表面層は層全体の体積に対して、0.5〜20%のカーボンブラック粒子を含有する樹脂層とし、最表面層の下層は層全体の体積に対して、3〜30%の固体潤滑材粒子を含有する樹脂層とする。カーボンブラック粒子としては、黒鉛化ブラック粒子又は複合グラファイトブラックの少なくとも一方を含むのが好ましい。
(もっと読む)
ピストンのオイルリング構造
【課題】既存のサイドレールを有効利用し、新たな材料変更に伴うコストアップを抑えつつ、オイルの掻き落とし性能の向上およびオイルの消費量の低減を図ることができるピストンのオイルリング構造を提供する。
【解決手段】オイルリングを、ピストン軸方向上下に設けられた上側サイドレールおよび下側サイドレール232と、この各サイドレール間に組み合わされたコイルエキスパンダとで構成し、下側サイドレール232の円周方向所定間隔置きの所定位置に、そのサイドレール232の剛性を部分的に低下させる複数の低剛性部232b,232b,…を設けている。各低剛性部232bを、下側サイドレール232をピストン軸方向に貫通する貫通孔により構成し、この貫通孔を、下側サイドレール232の円周方向に長い長円孔形状に形成している。
(もっと読む)
ピストンリング切り出し装置
【課題】ピストンリングの切り出し不良を低減できる部材供給装置を提供する。
【解決手段】ピストンリングを積層状態で保持するピストンリング保持部3と、積層されたピストンリングの合口部と係合する回り止め部材4と、ピストンリング保持部3に積層状態で保持されたピストンリングを、切り出し位置側のものから順に切り出す切り出し機構5とを備えたピストンリング切り出し装置1であって、回り止め部材4の切り出し位置側の端部が、ピストンリングの合口部を形成する、ピストンリングの両端部の対向する両端面と接している。
(もっと読む)
内燃機関のためのピストンリング
本発明は、特に鋼のキャリヤ材又は鋳込材でできたピストンリング(1)に関する。このピストンリングは、各々が金属窒化物の少なくとも2つの層(20、21)からなる周期構造(11)を各々が有する周期的な多層系(10)からなる耐摩耗コーティング(4)を有する。この多層系は、夫々の層(20、21)の厚さが2nm以上15nm未満であり、かつ多層系の厚さが4.5μmを超えた厚さの超格子構造を特徴とし、また、周期構造(11)内の互いに隣接する層(20、21)は、異なる金属元素を含む。 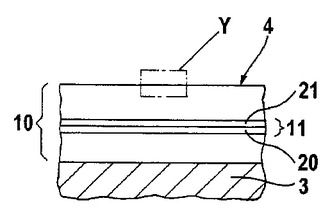 (もっと読む)
(もっと読む)
ピストンリング及びその製造方法
【課題】高価な合金元素を多量に用いることなく、低コストでありながら、しかも耐熱性に優れたピストンリング及びその製造方法を提供すること。
【解決手段】Cが0.45〜0.80重量%、Siが0.80〜2.50重量%、Mnが0.10〜1.00重量%、Crが0.30〜1.20重量%、Niが0.20〜1.50重量%、Vが0.05〜0.50重量%であって、残部が主としてFeからなる線材に、熱処理と伸線加工を施して矩形断面へ塑性加工し、焼き入れと焼き戻しを行った後にピストンリング形状に加工し、そのピストンリングに歪取焼鈍を施した後イオンプレーティングを施すことにより得られるピストンリングにおいて、歪取焼鈍後の材料の硬さがビッカース硬さ(HV0.5)で480〜550である。
(もっと読む)
ピストンリングおよびシリンダライナの製造のための高珪素成分を含む鋼材
開示対象は、特にピストンリングおよびシリンダライナに適している高珪素成分を含む鋼材およびそれの製造方法である。但し、該鋼材は鉄および製造に伴う不純物のほかに0.5から1.2重量%の炭素、3.0から15.0重量%の珪素および0.5から4.5重量%のニッケルを含んでいる。該鋼材は、それに加え、微量の元素Mo、Mn、Al、Co、Nb、Ti、V、Sn、Mg、B、Te、Ta、La、Bi、Zr、Sb、Ca、Sr、Cer、希土類金属および核形成体NiMg、NiSiMg、FeMgおよびFeSiMgを含むことができる。Si含有量を高くすれば、鋼材の熔融温度は通常の鋳鉄レベルに相当し、高い飽和度1.0が達成される。該鋼材は鋳鉄に対する旧来の技術で製造することができ、しかも高い耐磨滅性および高い形態安定性(少ない変形)を有している。  (もっと読む)
(もっと読む)
ピストンリング
【課題】低温低負荷状態における張力と、高温高負荷状態における張力とを変化させることができ、その結果フリクションロスを最小限に抑え、燃費の向上を可能とするピストンリングを提供すること。
【解決手段】 ピストンリングを、34.7mol%以上48.5mol%以下のニッケルと、9mol%以上22.5mol%以下の、ジルコニウムおよびハフニウムの少なくとも一方と、1mol%以上30mol%以下のニオブと、残部のチタンと、不可避的不純物と、からなる形状記憶合金によって形成する。
(もっと読む)
ピストンリング
【課題】低温低負荷状態における張力と、高温高負荷状態における張力とを変化させることができ、その結果フリクションロスを最小限に抑え、燃費の向上を可能とするピストンリングを提供すること。
【解決手段】 ピストンリングを、30mol%以上40mol%より少ないタンタルと、残部のチタンと、不可避的不純物と、からなるチタン−タンタル系形状記憶合金によって形成する。
(もっと読む)
内燃機関
【課題】シリンダボアの表面性状の改良と、ピストンリングやピストンスカート部に対するコーティング材料の改良により、シリンダとピストンとの間の摩擦損失や摩耗を大幅に低減した内燃機関を提供する。
【解決手段】少なくともシリンダボア6の内面6aがアルミニウム合金により形成されかつシリンダボア内面6aに多数の微細凹部11が形成された内燃機関であって、ピストンリング7およびピストンスカート部8の表面に硬質カーボン膜9を被覆したことを特徴とする。
(もっと読む)
内燃機関用ピストンリング
【課題】耐摩耗性及び耐クラック性・耐剥離性を兼ね備えた内燃機関用ピストンリングを提供する。
【解決手段】内燃機関用ピストンリング1は、Cr、N及びSiを構成元素とし、CrNと同一の結晶構造を有し、かつ、その結晶格子中にSiを原子比率で1%以上、9.5%以下の割合で固溶した結晶相から構成されている硬質皮膜2を少なくとも外周摺動面に有する。硬質皮膜は、Cr、N及びSiを構成元素とし、CrNと同一の結晶構造を有し、かつ、その結晶格子中にSiが固溶されている結晶相と、Si、N及びCrを構成元素とする非晶質相との混相からなり、硬質皮膜中の非晶質相の比率が4.5%以下であり、かつ、硬質皮膜中のSi含有量が原子比率で1%以上、9.5%以下であるものでもよい。また、Al、V、Ti、Zr、B、C、O又はFを添加する場合もある。
(もっと読む)
樹脂製シールリング
【課題】合口部に複合ステップ形状を有する樹脂製シールリングにおいて、当該合口部の折損を防止し、シール漏れの減少を図ること。
【解決手段】樹脂製シールリングの合口部の形状であって、前記合口部は外周に沿って突き出した凸部と前記凸部を挿入する凹部とを対向する両端部に互いに嵌合可能なように対称に配置し、前記合口部の凸部の根元部からリングの内周面に接続する面を、合口部を基準に所定の角度を有する傾斜面で接合させ、更に前記傾斜面とリング内周面の交点を通り、凸部の内周面に内接する円弧で接続することにより、前記外力による凸部の根元部に作用する応力集中の緩和を図る。
(もっと読む)
ピストンリング用溶射皮膜及びそのピストンリング
【課題】自己の耐焼付性・耐摩耗性に優れると共に相手攻撃性が低く、低コストなピストンリング用溶射皮膜を提供する。
【解決手段】MoとNiCr合金と炭化クロムからなる造粒焼結粉とMo造粒焼結粉とNiCr合金粉を混合し、溶射原料粉として形成した溶射皮膜はMoとNiCr合金からなる領域AとMoとNiCr合金と炭化クロムからなるサーメット領域Bが混在した組織でなるHVOF溶射皮膜は耐焼付性及び自己耐摩耗性に優れると共に相手材を摩耗させることが少ない。この溶射皮膜を外周摺動面に有するピストンリングも同様な摺動特性を得ることが出来る。
(もっと読む)
ピストンリング
【課題】潤滑油として用いられる軽油等を保持することができ、ピストンリング摺動面における良好な潤滑特性、特にエンジン始動時、エンジン停止時等の良好な潤滑特性を得ることができるピストンリングを提供することを課題とする。
【解決手段】ピストンリング(1)は、リング本体(2)に複数の潤滑油保持孔(3)が設けられている。潤滑油保持孔(3)は、シリンダライナと対向するピストンリング摺動面(4)に開口しており、リング本体(2)の内周面(5)まで貫通している。潤滑油保持孔(3)は、毛細管現象により潤滑油である軽油を取り込む。潤滑油保持孔(3)に取り込まれた軽油は、流れ落ちたり、蒸発したりすることが減り、エンジン始動時にピストンリング摺動面(4)に染み出し、当該箇所の良好な潤滑特性を実現する。
(もっと読む)
オイルリング用線材の製造方法
【課題】 小断面の2ピース型オイルリング用線材の製造方法において、オイルリングとしての性能を劣化することなく工数の低減を可能とする、オイルリング用線材の製造方法を提供する。
【解決手段】 本発明は、複数の貫通孔を線材の長手方向に具備する断面の外接円径が10mm以下の断面が略H型の2ピース型オイルリング用線材の製造方法であって、前記オイルリング用線材のオイルリングの外周面に相当する面からレーザによって所定寸法の貫通孔を穿孔する穿孔工程と、次いで前記オイルリング用線材のオイルリングの内周面に相当する面にブラスト処理を行い、表面粗さが最大高さRz=10μm以下のブラスト処理面を形成する工程を有するオイルリング用線材の製造方法である。
(もっと読む)
オイルリング用線材の製造方法
【課題】 本発明の目的は、小断面の2ピース型オイルリング用線材の製造方法において、ハンドリング時の変形を防ぐとともに、スパッタの付着を低減するのに好適なオイルリング用線材の製造方法を提供することである。
【解決手段】 本発明は、複数の貫通孔を線材の長手方向に具備する断面の外接円径が10mm以下の断面が略H型の2ピース型オイルリング用線材の製造方法であって、塑性加工によって断面が略H型に成形した線材に焼入れ焼戻しの熱処理を行なう工程と、次いで前記貫通孔を形成する面に油を塗布する油塗布工程と、次いでレーザによって所定寸法の前記貫通孔を穿孔する穿孔工程とを有するオイルリング用線材の製造方法である。
(もっと読む)
ピストンリング
【課題】負荷の大きいディーゼルエンジンの第2圧力リングとして好ましく用いられる低コストで特性のよいピストンリングを提供する。
【解決手段】内燃機関用ディーゼルエンジンに用いられる第2圧力リング10であって、質量%でCr:9.0%以上11.0%以下及びC:0.45%以上0.55%以下を含む鋼材からなり、上面b、下面c、外周面a、内周面dには、700Hv0.05以上の硬度を持つ窒化拡散層12が2μm以上25μm以下の深さDで形成されている。
(もっと読む)
ピストンリング
【課題】軽油等の燃料を潤滑剤に利用する軽油潤滑式ディーゼルエンジンに応じた特性を発揮できるピストンリングを提供することを課題とする。
【解決手段】ピストンリング(1)は、ピストンリング本体(5)の内周側にエキスパンダ(6)を備える。エキスパンダ(6)は、環状に形成したコイルスプリング(7)に周長調節機構(8)が組み込まれて形成される。周長調節機構(8)は、中央部に鍔部(9a)が設けられた棒体(9)、この棒体(9)を支持する左側支持部(10a)、右側支持部(10b)を有する。左側支持部(10a)と鍔部(9a)との間には、形状記憶合金からなり、コイル状に形成された形状記憶部材(11)が配置される。右側支持部(10b)と鍔部(9a)との間にはバイアスばね(12)が配置される。これによりエキスパンダ(6)のピストンリング本体(5)に対する拡径方向への押圧力が、低温状態より高温状態のほうが小さくなる。
(もっと読む)
81 - 100 / 132
[ Back to top ]