
Fターム[3J044EA04]の内容
ピストン、ピストンリング、シリンダ (7,336) | 組立・製造方法 (439) | 焼入れ・焼鈍 (17)
Fターム[3J044EA04]に分類される特許
1 - 17 / 17
圧力リング及びその製造方法
【課題】高圧縮比のエンジンの熱負荷の高い環境で使用することが可能な、熱伝導性と耐熱ヘタリ性に優れ、且つ価格競争力のある圧力リングを提供することを課題とする。また、その製造方法を提供することを課題とする。
【解決手段】基本的には合金元素量の少ないJIS登録材料を使用するが、300℃の高温でも優れた耐熱ヘタリ性を発揮するように顕微鏡組織を調製する。具体的には、JIS G 4404に規定される材料記号SKS93なる鋼材を用い、ピストンリング線材をオイルテンパー処理する前に、焼鈍し、平均粒径0.1〜1.5μmの球状化セメンタイトを焼戻マルテンサイトマトリックス中に分散させることによって、300℃においても転位の移動やクリープを抑制し、耐熱ヘタリ性を向上させる。
(もっと読む)
シリンダライナ及びこれを備えるシリンダブロック

【課題】マグネシウム製のシリンダブロック本体によって鋳包んだ際の残留歪みを低減できるシリンダライナを提供する。
【解決手段】円筒形を呈し、その外周面Sに周方向に連続する環状の溝11が軸方向に所定のピッチで複数本設けられ、マグネシウム系材料からなるシリンダブロック本体31によって鋳包まれるシリンダライナ10であって、シリンダライナ10の外周面Sのうち少なくとも各溝11内の表面粗さ(Rz)が、20μm以下である。外周面Sに対する各溝11の側壁Wの傾斜角度θは、45°〜90°である。
(もっと読む)
圧力リング及びその製造方法
【課題】高圧縮比のエンジンの熱負荷の高い環境で使用することが可能な、熱伝導性と耐熱ヘタリ性に優れ、且つ価格競争力のある圧力リングを提供することを課題とする。また、その製造方法を提供することを課題とする。
【解決手段】基本的には合金元素量の少ないJIS登録材料を使用するが、300℃の高温でも優れた耐熱ヘタリ性を発揮するように顕微鏡組織を調製する。具体的には、JIS G 4801に規定される材料記号SUP10なる鋼材を用い、ピストンリング線材をオイルテンパー処理する前に、焼鈍し、平均粒径0.1〜1.5μmの球状化セメンタイトを焼戻マルテンサイトマトリックス中に分散させることによって、300℃においても転位の移動やクリープを抑制し、耐熱ヘタリ性を向上させる。
(もっと読む)
粒子強化アルミ合金複合材料を用いた耐摩環及びそのアルミ合金ピストン、並びにその製造方法
【課題】強度、耐摩耗性、高温特性を向上させると共に切削性を改善した粒子強化アルミ合金複合材料からなる耐摩環を提供する。
【解決手段】アルミ合金からなるピストンのトップリング溝を形成するための耐摩環において、スピネル(MgAl2O4)粒子またはアルミナ(Al2O3)粒子で強化したアルミ合金で耐摩環を形成するものである。
(もっと読む)
ピストンを製造するための方法およびピストン
【課題】従来は単純な単層の筒状石油パイプの接合に限定されていた前述の誘導溶接手法を、接合面のインターフェイス全体にわたって均一であるが最小限の熱影響域を有する、強固で結合性の高い継手を達成する態様で、複雑なピストン構造を接合するためにうまく利用する。
【解決手段】 高荷重ディーゼルエンジンの用途のために特に適合されるピストンは、円周上に延在する接合面を有する別個の部分から製作され、接合面は、結合前に、接合面の結合が可能なほど十分な高温に加熱され、その後、接合面が互いに接触して捻じられ、接合面のインターフェイスにおいて恒常的な金属溶接を達成する。
(もっと読む)
ピストンリングとシリンダーライナの製造用窒化可能な鋼組成物
良好な窒化特性を有する特にピストンリングとシリンダーライナの製造用の鋼組成物は、該鋼組成物100重量%に対して表示された以下の割合の元素、0.5〜1.2重量%のC、4.0〜20.0重量%のCr、45.30〜91.25重量%のFe、0.1〜3.0重量%のMn、0.1〜3.0重量%のMo、2.0〜12.0重量%のNi、2.0〜10.0重量%のSi、そして0.05〜2.0重量%のVを含有する。これは、出発材料の溶融塊を製造し、溶融塊を調整型に流し込むことにより製造し得る。得られた鋼組成物を窒化すると、焼入れ焼戻した球状黒鉛鋳鉄を上回る特性を有する重力鋳造製造により製造される窒化鋼組成物を得る。 (もっと読む)
ピストンリングおよびシリンダスリーブを製造するための鋼材組成物
ピストンリングおよびシリンダスリーブを特に製造するための鋼材組成物は、該鋼材100質量%に対し下記の分画の元素:0.5〜1.2質量%のC、0〜3.0質量%のCr、72.0〜94.5質量%のFe、3.0〜15.0質量%のMnおよび2.0〜10.0質量%のSiを含む。この鋼材組成物は、出発材料を溶融し、溶融物を作成済みの型で鋳造することにより製造することができる。 (もっと読む)
ピストンリング
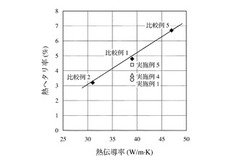
【課題】熱伝導性と耐熱へたり性に優れ、例えば内燃機関用のオイルリングやセカンドリングとして適用可能なピストンリングと、さらに優れた耐熱へたり性を備え、トップリングとしても適用可能なピストンリングを提供すること。
【解決手段】C、Si、Mn、Crを所定範囲で含有し、これら含有量から次式(1)及び(2)により算出されるパラメータA及びBの値がそれぞれ9.0以下及び10.8以上の調質鋼から成るピストンリングとする。特に、トップリング向けのピストンリングとしては、C、Mn、Cr含有量の下限値を高め、Si含有量の上限値を減じると共に、パラメータBの値を14.0以上とする。
A=8.8Si+1.6Mn+1.7Cr ・・・ (1)
B=36C+4.2Si+3.8Mn+4.5Cr・・・ (2)
(もっと読む)
鋼製ピストンのリング状溝の溝側面をレーザービームにより硬化させる方法
鋼製ピストン(5)のリング状溝(11)の溝側面をレーザービーム(3)により硬化させる方法が提案されており、この場合には、最初に酸素含有プロセスガスを鋼製ピストン(5)の溝側面(10)上に導き、鋼製ピストン(5)を回転移動させる。この場合、溝側面(1)は、溝側面上に酸化物層が形成されるまでレーザービーム(3)で照射される。引続き、プロセスガスの供給は、遮断され、溝側面(10)は、シュプールに沿って領域的に加熱され、硬化される。溝側面上の酸化物層によって、一面で溝側面の熱結合度が改善され、このことは、溝側面の迅速な加熱および硬化をもたらす。他面、それによって、溝側面の反射率は、減少され、したがってなお僅かな光だけが溝側面から溝の別の領域上に反射され、したがってこの領域は、意外なことに加熱されず、硬化されない。 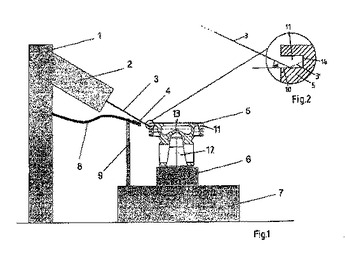 (もっと読む)
(もっと読む)
ピストン燃焼室凹部の溶融処理されたエッジ部
本発明は、ピストンヘッド(2)に設けられた燃焼室凹部(3)を備えた、内燃機関に使用される、軽金属製のピストン(1)を製造するための方法に関する。この場合、凹部のエッジ部(4)は溶融処理される。このために、第1の方法段階で、前記燃焼室凹部(3)のエッジ部(4)を誘導加熱し、第2の方法段階で、前記凹部の、仕切りゾーンとも称呼されるエッジ部(4)の領域の材料をレーザ光線によって精製することを特徴としている。  (もっと読む)
(もっと読む)
ピストンおよびピストンの製造方法
【課題】本発明は、ピストンの肉厚部分にできる鋳巣をなくし、信頼性が高く、安価なアルミニウム合金等からなるピストンおよびピストンの製造方法に関するものである。
【解決手段】本発明のピストンの粗材は、たとえば、アルミニウム合金、マグネシウム合金等を鋳造し成形する。その後、鋳巣の発生し易いシールリング溝、および、ボール穴近傍の肉厚部位を部分加熱(たとえば、レーザービーム、電子ビーム、アーク放電、摩擦等により)し、前記部位を改質し、有害な鋳巣を無くした後、シールリング溝およびボール穴、または、シールリング溝を加工成形する。
(もっと読む)
シリンダブロック
【課題】開口内壁に潤滑油が留まり易くなるように開口内壁を焼き入れしたシリンダブロックを提供することである。
【解決手段】シリンダブロック20の開口内壁71を、螺旋状に焼き入れする。開口内壁21が、複数の傾斜した線に沿って焼き入れされる。開口内壁71が複数の傾斜した線を単位として加熱され、加熱箇所を前記単位毎に移動させて、開口内壁71が焼き入れる。直前の加熱箇所を冷却する。誘導加熱コイル10をシリンダブロック20の開口70内に挿入し、開口70内において誘導加熱コイル10の一部がシリンダブロック20の開口内壁71に近接しており、誘導加熱コイル10に高周波電流を通電しつつ回転させ、同時に誘導加熱コイル10を軸方向に移動させて開口内壁71を加熱し、開口内壁71が螺旋状に焼き入れされる。
(もっと読む)
シリンダブロックの焼入装置、シリンダブロックの製造方法
【課題】シリンダブロックの開口内壁を螺旋状に焼入することできるシリンダブロックの焼入装置を提供し、また、このような焼入装置によって焼き入れを行い、シリンダブロックを製造する方法を提供することである。
【解決手段】第一接触子4a,4aと、第二接触子9a,9bと、導電部材12a,12bを備え、第一接触子4a,4a及び第二接触子9a,9bはシリンダブロックの特定の位置と接触可能で、第一接触子4a(4b)とシリンダブロックと第二接触子9a(9b)及び導電部材12a(12b)が直列に接続されて高周波電流が通電され、第一接触子4a(4b)の接触位置と第二接触子9a(9b)の接触位置とは軸方向及び回転方向に離れた位置であり、導電部材12a(12b)の一部又は全部を、第一接触子4a(4b)と第二接触子9a(9b)を繋ぐ仮想線15a(15b)に対向する位置に配した。
(もっと読む)
ピストンリングおよびシリンダライナの製造のための高珪素成分を含む鋼材
開示対象は、特にピストンリングおよびシリンダライナに適している高珪素成分を含む鋼材およびそれの製造方法である。但し、該鋼材は鉄および製造に伴う不純物のほかに0.5から1.2重量%の炭素、3.0から15.0重量%の珪素および0.5から4.5重量%のニッケルを含んでいる。該鋼材は、それに加え、微量の元素Mo、Mn、Al、Co、Nb、Ti、V、Sn、Mg、B、Te、Ta、La、Bi、Zr、Sb、Ca、Sr、Cer、希土類金属および核形成体NiMg、NiSiMg、FeMgおよびFeSiMgを含むことができる。Si含有量を高くすれば、鋼材の熔融温度は通常の鋳鉄レベルに相当し、高い飽和度1.0が達成される。該鋼材は鋳鉄に対する旧来の技術で製造することができ、しかも高い耐磨滅性および高い形態安定性(少ない変形)を有している。  (もっと読む)
(もっと読む)
エンジンのシリンダライナ
【課題】 強度および耐摩耗性を向上させ、かつ製造コストの削減を図り、軽量化したエンジンのシリンダライナを提供する。
【解決手段】 エンジンのシリンダブロックに鋳包まれ、内周面にピストンが摺動可能な摺動面が形成されたシリンダライナにおいて、シリンダライナは、Al、SiおよびCuを必須の成分とし、かつ、MnまたはSnのいずれかの一方の元素を少なくとも含有するAl合金から成り、Al合金中のマトリックス成分の硬さが70HV以上であることを特徴とする。
(もっと読む)
内燃機関用のピストンリングを製作するための方法及びこのようなピストンリング
本発明は、金属バンド(20)を加工し、これにより、製作しようとするピストンリング(10)のリングフランクの少なくとも一部を成す、少なくとも1つの傾斜面(15,16)を形成し、このように加工した金属バンド(20)からピストンリング(10)を形成し、該ピストンリングの表面が、内周面及び外周面(11,12)並びに上下リングフランクを形成しており、前記ピストンリング(10)の表面を硬化させることを特徴とする、内燃機関用のピストンリング(10)を製作するための方法に関する。本発明は更に、内燃機関用のピストンリング(10)であって、該ピストンリングの表面が、内周面及び外周面(11,12)並びに上下リングフランクを形成している形式のものにおいて、前記表面に均一な厚さの硬化された層(21)が設けられていることを特徴とする、内燃機関用のピストンリングに関する。  (もっと読む)
(もっと読む)
大型エンジン用ピストンおよびこうしたピストンの磨耗保護層形成方法
大型ディーゼルエンジン用のピストンであって、鉄材質からなる一つのピストンヘッド(1)を備え、これにはそれぞれ一つのピストンリング(3)を取り付けるための円環状のピストンリング溝(4)が備わっており、少なくとも燃焼室に最も近い一番上のピストンリング溝(4)が燃焼室から遠い側面の部分において磨耗保護層(5)で覆われており、また、該磨耗保護層(5)は金属マトリックス(7)を具備し、その中にはクロムより高い硬度を持つ荷重支持粒(6)が分散されていることにより、磨耗保護層(5)の荷重負担能力と耐用年数を高めることができる。該磨耗保護層(5)は、噴霧、融解、半田付けにて形成することができる。 (もっと読む)
1 - 17 / 17
[ Back to top ]