
Fターム[4C059HH55]の内容
歯科補綴 (2,532) | 鋳造 (130) | 鋳型 (47) | 対象品目が特定された鋳型 (29) | 人工歯 (8)
Fターム[4C059HH55]に分類される特許
1 - 8 / 8
可撤式キーパー対応キーパートレー
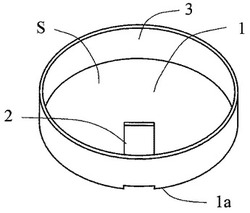
【課題】一般的な形状のキーパーを取り付けることが可能で磁気吸引力を損なうことがなく、またMRI診断の際にキーパーを取り外してもキーパーが挿入されて接着固定されていた空間の縁等が傷つくことがなく、容易にキーパーの取り外しや診断後の取り付けができる根面板を、ロストワックス法により簡便に鋳造することができるようにするための可撤式キーパー対応キーパートレーを提供する。
【解決手段】キーパーが挿入されて接着固定される空間Sを有する歯科用磁性アタッチメントの根面板をロストワックス法により鋳造する際に使用される、空間Sが内部に形成された合成樹脂製又は金属製の可撤式キーパー対応キーパートレーを、底面1にその外周部1aから中心部に向けて所定幅で切欠されて空間Sに開口した開口部2を形成させた形状にする。
(もっと読む)
鋳造用金合金及びその製造方法
【課題】メタルセラミック修復用材料であって審美性が改善された金合金を提供する。
【解決手段】Pt及びPdの少なくとも1種を5〜50mass%、Geを0.8〜5mass%含み、残部がAuからなり、合金表面が白色酸化物層で覆われていることを特徴とする鋳造用金合金。白色酸化物層は金合金に対して大気熱処理を施すことで形成する。
(もっと読む)
フィギュアや宝飾品等の原型造り用組成物の製造方法
【課題】 この発明はフィギュアや宝飾品あるいは歯科技工の鋳型を製造する際の原型造りに必要な組成物の製造方法に関し、ハードワックスの欠点である硬すぎて削りにくい、盛り上げにくい、くっつきにくい、作業に時間がかかるなどの欠点とインジェクションワックスの低融点に起因するべたつき、削りにくさ、ぐにゃぐにゃした扱いにくさなどの欠点を払拭し、切削性に優れ、盛り付けしやすくて修正が簡単で、表面の仕上りが奇麗で、べとつかないなど、ソフトなタッチで女性や素人の方にも扱いやすく、しかも、削りかすの再利用ができて経済的なワックスを提供するためになされたものである。
【解決手段】 重量比でパラフィン50〜80%とカルナバ20〜50%を混合したもの、あるいはこれらにミツロウを5〜10%、染料を1〜5%の範囲内で適宜添加し、70〜80℃の温度範囲内で加熱攪拌したのち、所望の形状の型枠に流し込み放冷固化後に型枠から取り出す。
(もっと読む)
圧力窯の稼働方法ならびに圧力窯

【課題】安全のためにプレス圧力を低減する必要なく、あるいは包合材料マッフルが破裂する危険性を高めることなく、極めて形状が精密な包合材料の使用を可能にする、特に歯科材料用の圧力窯の稼働方法、ならびに圧力窯を提供する。
【解決手段】プレスピストン(26)によって主にセラミック歯科材料を圧入することができる包合材料を備え、前記プレスピストン(26)の進入速度を検出する、特に歯科材料用の圧力窯の稼働方法であり、プレス工程中に進入速度の上昇および/またはプレス圧力の低下が検出され、それに基づいて信号が発信される。
(もっと読む)
セラミック形成部品の調製法
固体内容物および液体内容物を有する縣濁液/分散液から、前記縣濁液/分散液中に少なくとも部分的に浸され、かつ調製される形成部品と同形ではあるが縮小サイズを有する多孔性自己支持性支持体の周辺に、固体内容物を沈着させることによってセラミック形成部品を調製するための方法であって:
−前記固体内容物は、酸化物セラミック粒子を含み;
−前記多孔性自己支持性支持体は、前記縣濁液/分散液中に浸されない区域において引き揚げ部に分離可能的に接続され;
−前記縣濁液/分散液は、前記縣濁液/分散液中に充満する圧と、引き揚げ部に充満する圧との間の陽圧差によって、前記多孔性自己支持性支持体に向かって移動させられ;
前記縣濁液/分散液の液体内容物は、前記多孔性自己支持性支持体の周辺に固体内容物を沈着させながら前記多孔性自己支持性支持体中に侵入する、方法。
(もっと読む)
歯型作成アセンブリおよび方法
歯型作成システムを使用して人間の歯の鋳型から歯型を形成する方法および歯型作成システム。この歯型作成システムは、対向歯型ベース、歯型ベース、および鋳込治具を備える。鋳込治具は、鋳型支持部材および歯型支持部材を備える。鋳型は、鋳型の両側に形成された人間の対向する上下の歯の凹凸を含むことができる。この方法は、対向歯型ベースを鋳型支持部材に装着し、対向歯型ベースおよび鋳型の一側面上の歯の凹凸に第1の成形可能な材料を充填し、充填した第1の成形可能な材料を対合させ、歯型ベースを歯型支持部材に装着することを含むことができる。この方法はさらに、歯型ベースを鋳型の反対側の歯の凹凸と位置合せし、鋳型の反対側に第2の成形可能な材料を充填し、充填した第2の成形可能な材料を歯型ベースと対合させ、第1および第2の成形可能な材料を硬化して、対向する上下の歯の鋳型を含む歯型を形成することを含む。 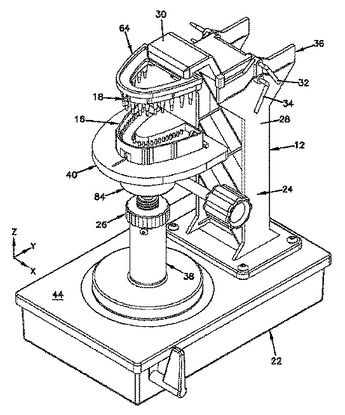 (もっと読む)
(もっと読む)
環状オリゴマーのブチレンテレフタレートの使用、熱可塑性義歯の製造用出発材料及び熱可塑性義歯の製造方法
【課題】熱可塑性材料を用いた加工の欠点である非常に高い加工温度と困難な加工条件、例えば高い材料粘度とそれにより制限される非常に高い加工圧力を回避する。
【解決手段】熱可塑性義歯の製造のために又は熱可塑性義歯用の出発材料の製造のために、特に補綴物(繊維強化されていてよい)、人工歯、クラウン又はブリッジ(繊維強化されていてよい)の製造のために並びにそれら用の出発材料の製造のために環状オリゴマーのブチレンテレフタレートを使用する。
(もっと読む)
電気泳動を用いて予め決定された空間形状を有する全部セラミック義歯材を製造する方法
本発明は、電気泳動を用いる予め決定された空間形状を有する全部セラミック義歯材の製造方法に関するものであり、その際に電気伝導性チップ又は導電性にされたチップが作業模型の2つの歯型(10、20)の間にか又はフレームワーク部材に直接にか又は間隔をあけて配置されており、その際にチップ(30)は、異なる電気伝導率の領域(50、60)を有していてよい。チップは電気泳動の間に陽極と接続されている。この方法を用いて、ブリッジ用のフレームワークが製作されることができ、並びに前装材料がフレームワーク上に施与されることができる。異なる領域の幾何学的形状により、局部電流の強さ、ひいては局部の材料堆積は調節され、それにより堆積物の所望の空間形状が達成される。こうして製造される義歯材は、故に大きな模型がもはや必要ないので、それにより顕著な時間の節約と結び付いている。特に前装材料の刷毛での施与が不必要である。 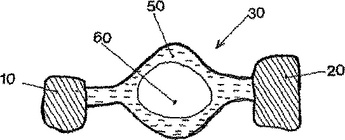 (もっと読む)
(もっと読む)
1 - 8 / 8
[ Back to top ]