
Fターム[4D075AC29]の内容
流動性材料の適用方法、塗布方法 (146,046) | 噴霧、浸漬以外の手段 (16,716) | 回転円筒面を経由する (870) | ロール、バーの形状、構造、材質 (91)
Fターム[4D075AC29]の下位に属するFターム
多孔質、発泡体 (7)
Fターム[4D075AC29]に分類される特許
21 - 40 / 84
ワイヤーバー塗布装置およびこれを用いた塗布方法、光学フィルムの製造方法
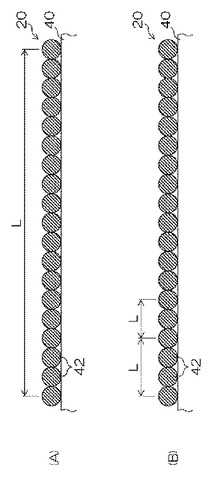
【課題】ワイヤーのねじれによる見かけ上のワイヤーの径変化に起因して発生する塗布スジを抑制することができるワイヤーバーを用いた塗布装置を提供する。
【解決手段】連続走行しているウエブ18に、芯金40にワイヤー42を密に巻回したワイヤーバー20を用いて塗布液を塗布するワイヤーバー塗布装置10において、ワイヤー42のねじれの周期をN[mm]、芯金40の直径をd1[mm]、ワイヤー42の直径をd2[mm]としたとき、下記の(式1)で表わされる芯金長手方向のねじれ繰り返し幅L[mm]が3以上であることを特徴とするワイヤーバー塗布装置である。
【数1】
L=d2×N/(π×d1) ・・・(式1)
(もっと読む)
導電性ローラの表面層形成製造装置およびそれを用いた導電性ローラの製造方法

【課題】グラビアロールを用いて、厚膜の導電性ローラ表面層を形成することのできる導電性ローラ表面層形成製造装置およびそれを用いた導電性ローラの製造方法を提供する。
【解決手段】グラビアロール11の直径を、前記導電性ローラ1の直径の3.5〜7倍とする。
(もっと読む)
接着剤塗布装置及び方法
【課題】筒状のワークに塗り漏れなく接着剤を塗布することができる接着剤塗布装置及び方法を提供する。
【解決手段】接着剤塗布装置Aは、上下方向相対位置変更手段41によって塗布ローラ46とワーク支持部13に支持されたワークWとの上下方向の相対的な位置を接触位置に位置付けさせ且つ塗布ローラ46を回転させた後、一旦、上下方向相対位置変更手段41によってそれらの上下方向の相対的な位置を非接触位置に位置付けさせ、しかる後、上下方向相対位置変更手段41によってそれらの上下方向の相対的な位置を接触位置に位置付けさせると共に軸直水平方向相対位置変更手段によってそれらの軸直水平方向の相対的な位置を変更させ且つ塗布ローラ47を回転させる。
(もっと読む)
非円形太陽電池基板のための縁辺被覆装置及び方法
非円形太陽電池基板(371)の縁辺に、被覆材料を塗布する縁辺被覆装置(300)。基板(371)を支持・回転するチャック(303)の形で提供される回転可能基板支持台に、基板(371)を載置する。被覆材料ディスペンサ(308)は、溝(310)の形で提供される凹部を有するローラー(309)の形で提供される塗布器を含む。縁辺被覆プロセスの間、基板(371)の縁辺が溝(310)に受容されるように、ローラー(309)が位置する。ローラー(309)の刻みを有する面が、基板(371)の縁辺に接触し、被覆材料が基板(371)の縁辺に塗布される。モーター(307)は、伝動ベルト(306)及びシャフト(305−1、305−2)により、チャック303を回転させて、基板(371)を回転させることにより、縁辺の被覆が行われる。 (もっと読む)
鏡の裏面側端縁部の縁塗り装置
【課題】裏面鏡の連続生産において、裏止め塗膜塗布後、次いで鏡端縁部の縁塗りを、行った後、縁塗り塗膜がかすれる、縁塗り塗料が鏡端面に垂れることなく、縁塗り塗膜の均一塗布および膜厚制御が可能な鏡の裏面側端縁部の縁塗り装置を提供する。
【解決手段】裏止め塗膜を被覆形成してなる鏡1を、裏止め塗膜を被覆形成してなる裏面側を上にしてコンベヤー上を搬送させつつ、該裏面側端縁部に上側より接触しつつ回転する塗布ロール2により、裏面側端縁部に縁塗り塗液を縁塗り塗装する鏡1の裏面側端縁部の縁塗り装置であって、連動回転する並接した塗液ピックアップロール3と調製ロール4と塗布ロール2からなる鏡の裏面側端縁部の縁塗り装置。
(もっと読む)
塗布装置と塗布方法
【課題】粘性流体からなる塗布液の掻き落し端部の盛り上がりを低減でき、掻き落し不良の発生を抑制するのに好適で、転写・塗布後の塗布液の幅方向寸法精度やその膜厚の均一精度の向上を図ることができる塗布装置と塗布方法を提供する。
【解決手段】コーティングロール(図2ではアプリケーションロール1)の外周面から塗布液を掻き取るのにあたり、コーティングロールの外周面にブレード3を接触させる方式において、コーティングロールに対するブレード3の接触地点cpは、コーティングロールの中心を通る水平面hp1より下方に10°から80°の範囲内にあり、かつ、コーティングロールに対するブレード3の接触角度caは、ブレード3の接触地点cpを含む水平面hp2より上方に0°を超えて10°の範囲内にあって、この範囲内でブレード3は斜めに傾斜してコーティングロールに接触するものとする。
(もっと読む)
ロッド状粒子配向塗膜の形成方法
【課題】電気伝導性や光学的な性質において有意な、長軸の長さLが0.5μm以上、短軸の長さφが0.3μm以下のロッド状粒子が配向率80%以上で配向したロッド状粒子配向塗膜の形成方法を提供すること。
【解決手段】基材上にガラス転移点が0℃〜150℃のアクリル系樹脂と架橋剤とからなるプライマー層を設け、該プライマー層上にロッド状粒子を含有する塗工液を塗工することにより、ロッド状粒子が配向率80%以上で配向した塗膜が形成される。
(もっと読む)
金属帯への塗装方法
【課題】連続的に走行する金属帯に対して、乾燥後の塗膜の膜厚が1μm以下のごく薄い塗膜を効率的にかつ安定して形成することができる塗装方法を提案する。
【解決手段】金属帯に接触して塗布液を塗布するアプリケータロールと、そのアプリケータロールに塗布液をカーテン状に押し出して供給するスリットダイと、アプリケータロールから金属帯に転写されずに残った塗布液を除去する掻取装置と、金属帯表面の塗布液を乾燥する乾燥装置を備えた塗装装置を用いて連続的に走行する金属帯に塗膜を形成する方法において、塗料より表面張力の低い溶媒で希釈した塗布液をスリットダイからアプリケータロールに供給することを特徴とする塗装方法。
(もっと読む)
走行する基材への塗装装置および塗装方法
【課題】連続して走行する基材に対して高速塗装を施した場合でも、空気同伴や筋状むら等の外観欠陥が発生しない塗装装置と、その塗装装置を用いた有利な塗装方法を提案する
【解決手段】基材表面に塗布液を供給して基材に塗装を施すスリットダイを有する仕上塗装装置と、その仕上塗装装置の上流側に、1本以上のロールからなるプレコート装置を有する塗装装置を用いて、連続して走行する基材に塗装を施す際に、上記仕上塗装装置とプレコート装置は同じ組成の塗布液を使用し、かつ、仕上塗装装置では、塗布液の塗布をプレコート装置で塗布した塗布液が液体の状態において行うことを特徴とする塗装方法。
(もっと読む)
塗布フィルム及びその製造方法並びに光学補償フィルム
【課題】ワイヤーバーから成る塗布装置で塗布することで塗布膜が形成された塗布フィルムにおいて、ワイヤーバーの両端部での塗布膜の剥がれ故障を防止する。
【解決手段】塗布膜端部の厚塗り部の高さと幅との比が、1.0×10−3以上4.0×10−3以下の範囲となるように塗布膜を形成する。特に、塗布液の粘度が2cp以下の場合には、ワイヤーバー12は、ワイヤー40とロッド38と軸部材44とで構成され、ワイヤー40とロッド38との止め部分46をハンダで接合して該ハンダ部分の径をロッドにワイヤーが巻かれた径と略同じ厚みにする形式であり、且つ、止め部分46の幅をロッド端面48から1mm以上5mm以下の範囲にする。
(もっと読む)
金属帯への塗装装置および塗装方法
【課題】高速で走行する金属帯に対して、塗布液の液膜の厚さが10μm以下の薄い塗膜を安定して形成することができる塗装装置とその装置を用いた塗布方法を提案する。
【解決手段】金属帯に接触して塗布液を塗布するアプリケータロールと、そのアプリケータロールに塗布液をカーテン状に押し出して供給するスリットダイと、アプリケータロールから金属帯に転写されずに残った塗布液を除去する掻取装置とを備える塗装装置を用いて連続的に走行する金属帯に塗布液を塗布して塗膜を形成する塗装方法において、スリットダイから塗布液をカーテン状に押し出してアプリケータロールに供給し、さらにその塗布液をアプリケータロールから金属帯へ転写して塗布する。
(もっと読む)
走行する基材への塗装装置および塗装方法
【課題】連続して走行する基材表面に塗装を施す際、コータパンからの気泡の巻き込みや塗布液の飛散がなく、かつ、塗膜表面に筋状欠陥を引き起こすことがない塗装装置と、その装置を用いた塗装方法を提案する。
【解決手段】連続的に走行する基材に接触して塗布液を転写して塗装するアプリケータロールと、そのアプリケータロールに塗布液を供給するスリットダイを有する仕上塗装装置と、その仕上塗装装置の上流側に、1本以上のロールからなるプレコート装置を有する塗装装置を用いて基材表面に塗装を施すに際して、仕上塗装装置とプレコート装置とでは同じ組成の塗布液を使用し、かつ、プレコート装置で塗布した塗布液が液体の状態において仕上塗装装置で塗布液の塗布を行う。
(もっと読む)
ロール塗布方法およびロール塗布装置
【課題】連続的に走行する基材に対して、生産性を阻害させることなく、且つ、基材表面に膜厚ムラを発生させること無く、塗布膜の薄膜化を可能とする。
【解決手段】ピックアップロール4に供給された塗布液3の液量を、ミタリングロール5で調整し、この調整された塗布液をアプリケーターロール6に供給し、塗布液が供給されたアプリケーターロール6を、連続的に走行する基材1に接触させて、基材1表面に塗布液を塗布する3ロールコーターにおいて、アプリケーターロール6として、ロール直径が150mm以下のものを用いると共に、3ロールコーターの基材1走行方向の上流側で、3ロールコーターで塗布する塗布液と同じ組成の塗布液を、塗布ロールによりプレコートし、このプレコートした基材1上の塗布液が液体の状態において、前記3ロールコーターにより塗布液を基材1に塗布する。
(もっと読む)
塗料供給ロール、ロール塗布装置および塗布済みウェブの製造方法
【課題】塗料の循環を不要とし、しかもブレードを使用しなくても前計量によって計量された塗料が区画溝に供給される塗料供給ロールと、この塗料供給ロールを用いて、膜厚が安定で、塗布欠点のないロール塗布装置および塗布済みウェブの製造方法を提供する。
【解決手段】塗料を保持する区画溝が密に形成された塗料供給ロールであって、外部から前記塗料供給ロール内部に塗料を供給する供給口と、前記供給口と連通して塗料を前記塗料供給ロール内部の周方向および軸方向に分配する分配路と、前記分配路と連通して前記区画溝に内部から塗料を供給する複数の供給路と、を備える塗料供給ロール
(もっと読む)
ロール塗布方法およびロール塗布装置
【課題】連続的に走行する基材に対して、例えば乾燥後の膜厚が0.1μm未満といった薄い塗布膜を形成させる場合であっても、生産性を阻害させることなく、かつ、基材表面に膜厚ムラを発生させることなく、塗布膜を形成することができるロール塗布方法およびロール塗布装置を提供する。
【解決手段】連続的に走行する基材1に対して、まず、プレコーターBによって塗布液13(塗布液3と同種類)を基材1に塗布し、続いて、プレコーターBで塗布した基材1上の塗布液13が液体状態のままで、その上に、硬度が60度以上のゴムをライニングしたアプリケーターロール6を備えた3ロールコーターAによって塗布液3を塗布する。
(もっと読む)
ロール塗布方法およびロール塗布装置
【課題】高速で連続的に走行する基材に対して、乾燥後の塗膜厚0.1μm未満の薄膜を欠陥なく効率的に塗布することができるロール塗布方法およびロール塗布装置を提供する。
【解決手段】3ロールコーターAの上流側にプレコーターBを設置し、基材1に塗布・乾燥後の塗膜厚0.1μm未満の塗布を施すに際して、プレコーターBで塗布した基材1上の塗布液13(塗布液3と同じ種類)が液体状態のままで、その上に3ロールコーターAで塗布液3を塗布する。
(もっと読む)
液体塗布装置、画像形成装置、液体塗布装置の製造方法および計量ローラの製造方法
【課題】塗布ローラへの液体供給構造を簡易化するとともに、 塗布ローラから媒体への塗布液量制御を容易にすること。
【解決手段】媒体Pに液体を塗布する周面31を有する塗布ローラ11と、塗布ローラ11の周面31に当接することにより周面31との間に液体保持空間20を形成して液体保持空間20から塗布ローラ11の周面31に液体を供給する液体保持部材21とを備え、塗布ローラ11は、周面31に液体保持空間20から供給される液量を計量する凹凸部が彫刻されている計量ローラによって構成した。塗布ローラ11は、周面31にはフッ素樹脂等の摺動性材料がコーティングされている。
(もっと読む)
ロール塗布方法およびロール塗布装置
【課題】高速で連続的に走行する基材に対して、例えば乾燥後の膜厚が0.1μm未満といった薄い塗布膜を形成させる場合であっても、乾燥後塗膜の膜厚ムラが発生しないように安定して操業することができるロール塗布方法およびロール塗布装置を提供する。
【解決手段】高速で連続的に走行する基材1に対して、3ロールコーターによって塗布液を塗布する場合に、アプリケーターロール6として、表面に凹凸部が形成されたゴムライニングロールを用いる。
(もっと読む)
塗布方法及び装置、及びインクジェット記録装置
【課題】特に基材よりも幅の狭いローラの全幅で塗布液を転写塗布する際に、塗布部の両端に厚塗りが生じるのを抑制し、均一且つ高い塗布精度を得ることができる。
【解決手段】
搬送される帯状の中間転写体12に、処理液を保持したローラ表面を接触させることにより処理液を中間転写体12に該ローラ表面の全幅で転写塗布するグラビアローラ14と、ローラ表面に当接させることにより該ローラ表面の余剰塗布液を掻き落とすブレード16と、を備えた塗布装置10において、ブレード16の先端部とグラビアローラ14の両端部とが交差する位置において形成される余剰塗布液のメニスカスを除去するエア吹付けノズル18を備えた。
(もっと読む)
バー塗布装置及び塗布方法
【課題】薄層塗布における塗布ムラを抑制し、ウエブ幅方向に均一に塗布する。
【解決手段】
連続走行するウエブ18に塗布液を塗布するバー塗布装置10において、芯金40にワイヤー42を巻回したバー20と、該バー20を回転自在に支持するバー受け部材22と、バー20に塗布液を供給するためのスロット34と、を備え、バー20のワイヤー42の径方向断面において、ワイヤー42の中心点Oで交差するX軸、Y軸方向の線径をそれぞれXi(mm)、Yi(mm)とし、線径の平均値をそれぞれXav(mm)、Yav(mm)としたとき、線径のアスペクト比Rxyi、平均値に対するX軸、Y軸方向における線径比Rxi、Ryiがそれぞれ下記式1〜式3を満たす。
Rxyi=Xi/Yi=0.98〜1.02…(式1)
Rxi=Xi/Xav=0.995〜1.005…(式2)
Ryi=Yi/Yav=0.995〜1.005…(式3)
(もっと読む)
21 - 40 / 84
[ Back to top ]