
Fターム[4E001DC02]の内容
Fターム[4E001DC02]に分類される特許
21 - 29 / 29
プラズマミグ溶接方法
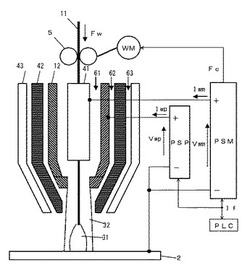
【課題】プラズマミグ溶接を、溶け落ちが発生しやすいアーク又はスパッタ付着のない高品質なビード外観が要求されるワークにも適用することができるようにする。
【解決手段】シールドガスノズル43内に配置された溶接ワイヤ11及びプラズマ電極12を備えた溶接トーチを用い、溶接ワイヤ11によるミグアーク31及びプラズマ電極12によるプラズマアーク32を同時に発生させて溶接するプラズマミグ溶接方法において、溶接モード選択信号を設け、溶接モード選択信号がプラズマミブ溶接モードであるときはプラズマアーク32及びミグアーク31を同時に発生させる上記のプラズマミグ溶接を行い、溶接モード選択信号がプラズマ溶接モードであるときはプラズマアーク32を発生させると共にミグアーク31は発生させないで溶接ワイヤ11のみを送給し、溶接ワイヤ11をプラズマアーク32によって溶融しながら溶接を行う。
(もっと読む)
2ワイヤ溶接の溶接開始方法

【課題】2ワイヤ溶接をスムースに開始するとともに、溶接ビードの開始端に溶接欠陥が生じることを防止することが可能な2ワイヤ溶接の溶接開始方法を提供すること。
【解決手段】ワイヤWAからアーク2を発生させながら溶接方向に進行させるとともに、溶接方向後方からフィラーワイヤWBを供給する2ワイヤ溶接の溶接開始方法であって、検出電圧Vtを印加した状態で、フィラーワイヤWBを溶接母材Pに向けて接近させるステップと、検出電流Itが流れた以降に、フィラーワイヤWBの接近を停止するステップと、フィラーワイヤWBを溶接母材Pから離間させるステップと、アーク2の点弧とワイヤWAおよびフィラーワイヤWBの溶接方向への進行とを始めるステップと、フィラーワイヤWBを溶接母材Pに向けて送給するステップと、を有する。このような構成により、フィラーワイヤWBの折損や溶接ビードWpの開始端に溶接欠陥が生じることを防止することができる。
(もっと読む)
2ワイヤ溶接の溶接開始方法
【課題】2ワイヤ溶接をスムースに開始するとともに、溶接ビードの開始端に溶接欠陥が生じることを防止することが可能な2ワイヤ溶接の溶接開始方法を提供すること。
【解決手段】ワイヤWAからアーク2を発生させながら溶接方向に進行させるとともに、溶接方向後方からフィラーワイヤWBを供給する2ワイヤ溶接の溶接開始方法であって、フィラーワイヤWBと溶接母材Pとの間に検出電圧Vtを印加した状態で、フィラーワイヤWBを溶接母材Pに接近させるステップと、フィラーワイヤWBと溶接母材Pとが通電した以降に、フィラーワイヤWBの接近を停止するステップと、アーク2の点弧とワイヤWAおよびフィラーワイヤWBの溶接方向への進行とを始めるステップと、フィラーワイヤWBを溶接母材Pに向けて送給し始めるステップと、を有する。このような構成により、フィラーワイヤWBの折損や溶接ビードWpの開始端に溶接欠陥が生じることを防止することができる。
(もっと読む)
TIGアーク溶接装置
【課題】フィラワイヤを通電してもアーク偏向を小さくできて、それにより安定した高溶着、大電流のTIGアーク溶接装置を提供できるようにする。
【解決手段】TIG溶接トーチのタングステン電極23と母材との間にアーク31を発生させる電圧を供給し、また、アーク31に向けてフィラワイヤ24を送給し、かつフィラワイヤ24と母材との間に電圧を供給し、その場合、タングステン電極23と母材との間に流れる電流の方向とは逆向きにフィラワイヤ24と母材との間に電流を流して、フィラワイヤ24先端から断続的にアークを発生させると共に、タングステン電極23から発生するアークの熱とフィラワイヤ24から発生する熱によってフィラワイヤ24先端がアークと短絡とを繰り返す状態を維持するようにした。
(もっと読む)
溶接装置及びその方法
【課題】この発明は、簡便にして容易に高能率な溶接作業を実現したうえで、高品質な突合せ溶接を実現することにある。
【解決手段】突合せ配置される直管13及びエルボ管14を管受け台15及び継ぎ手管受け台16に装着し、その直管13内に管芯出し・保持装置40を内挿して、該管芯出し・保持装置40の走行ユニット44を管内に移動させて位置調整すると共に、そのヘッド部43の油圧機構436を駆動してクランプ爪435を伸縮調整し、管内の突合せ部位に圧接させて芯出し保持した状態で、相互の開先の複数箇所を仮付け溶接し、エルボ管14の突合せ部位近傍の外部に、予熱装置30を装着して加熱した後、上記管芯出し・保持装置40のヘッド部43の油圧機構436の温度変動を冷却機構437により熱制御すると共に、直管13及びエルボ14を回転させ、溶接トーチ12により管の突合せ部位の全周に亘って開先下向き溶接を施すように構成した。
(もっと読む)
エレクトロガスアーク溶接方法
【課題】板厚50mm以上の厚肉鋼板の溶接に好適なエレクトロガスアーク溶接方法を提供する。
【解決手段】溶着量増加用のホットワイヤを溶融池に直接供給する。溶接装置は、溶接電源と溶接ワイヤ送給装置、電極トーチ、および溶接ワイヤで構成され、溶接電源の片極が電極トーチに、他極は被溶接部材に接続されている。溶着量を増大させるためのホットワイヤ供給機構として、通電加熱電源、ホットワイヤ送給装置、通電トーチ、およびホットワイヤからなる構成が溶接装置と独立して配置されている。アークを発生させ、溶融池を形成せしめる溶接ワイヤと被溶接部材の開先面の間に、ホットワイヤ送給装置、通電トーチを通して供給されるホットワイヤを送給するように配置する。
(もっと読む)
薄鋼板のTIG溶接方法
【課題】スパッタの発生がなく、また高速溶接においてもハンピング現象を抑制しつつ、溶着量の増加を図るべくフィラーワイヤを安定かつ容易に供給することができる薄鋼板のTIG溶接方法を提供する。
【解決手段】薄鋼板を被溶接材10として、少なくとも2本の電極1を用いる多電極TIG溶接を行なうにあたり、各電極と被溶接材との間に発生するアーク2のうち少なくとも2つのアークが電磁力の作用によりお互いに引き合って一体のアークを形成するよう電極を配置するとともに、その一体化したアークにより形成された溶融プール3の後方から、フィラーワイヤ4を、該ワイヤの前記溶融プールへの接触直前の温度が1200℃以上となるように、通電加熱しながら添加する。フィラーワイヤの通電加熱用電流の向きを、TIGアーク発生用電流と同じ向きとするのが好ましい。
(もっと読む)
薄鋼板の高速ホットワイヤ多電極TIG溶接方法
【課題】スパッタの発生がなく、また高速溶接においてもハンピング現象を抑制しつつ、溶着量の増加を図るべくフィラーワイヤを安定かつ容易に供給することができる薄鋼板の高速ホットワイヤ多電極TIG溶接方法を提供する。
【解決手段】薄鋼板を被溶接材10として、少なくとも2本の電極1を用いる多電極TIG溶接を行なうにあたり、各電極と被溶接材との間に発生するアーク2のうち少なくとも2つのアークが電磁力の作用によりお互いに引き合って一体のアークを形成するよう電極を配置するとともに、その一体化したアークにより形成された溶融プール3の後方から、ホットワイヤ形式で供給するワイヤ4の通電加熱用電流をTIGアーク発生用電流よりも小さくし、かつ、ワイヤのエクステンションをTIGアーク長よりも十分長く設定する。ワイヤの通電加熱用電流を、TIGアーク発生用電流の50%以下とし、エクステンションを70mm以上とするのが好ましい。
(もっと読む)
ステンレス鋼の多層盛溶接構造
【課題】 厚板の開先継手に開先底部の初層裏波溶接から開先上面部の最終層溶接まで積層する多層盛溶接を施工すると共に、溶接終了後の裏面側の溶接部分に残留する引張応力を圧縮応力に改善する。
【解決手段】 ステンレス鋼の端部に開先加工を施した継手部材1,2を相互に突き合わせて、消耗電極方式あるいは非消耗電極方式のパルスアーク溶接または直流アーク溶接により溶接ワイヤを溶融させて多層盛溶接部分を形成して継手部材を溶接したステンレス鋼の多層盛溶接構造において、開先裏面から前記継手部材の板厚の1/5ないし4/5の高さまでオーステナイト系の溶接ワイヤを溶融固化させて初期裏波溶接部を形成し、その後、開先上面までマルテンサイト系の溶接ワイヤを溶融固化させて開先裏面側の溶接部およびその近傍に圧縮応力を付与したことを特徴とするステンレス鋼の多層盛溶接構造。
(もっと読む)
21 - 29 / 29
[ Back to top ]