
Fターム[4E001DE04]の内容
Fターム[4E001DE04]に分類される特許
1 - 20 / 144
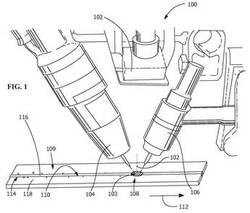
溶接システム、溶接プロセス及び溶接物品
【課題】3以上のタイプの溶接装置を用いた溶接を提供すること。
【解決手段】 溶接システム、溶接プロセス及び溶接物品が開示される。本システムは、レーザ溶接装置、GMAW装置及びGTAW装置を含む。レーザ溶接装置、GMAW装置及びGTAW装置は、溶接パスに沿って物品を溶接するよう位置付けられる。本プロセスは、レーザ溶接装置、GMAW装置及びGTAW装置を有する溶接システムを準備する段階を含む。本プロセスは更に、レーザ溶接装置、GMAW装置及びGTAW装置の1以上を用いて物品を溶接する段階を含む。溶接物品は、レーザ溶接装置、GMAW装置及びGTAW装置からの溶接によって形成される溶接を含む。
(もっと読む)
プラズマアーク溶接方法及びプラズマアーク溶接装置

【課題】キーホール溶接に際して垂れ落ちや不整がない安定した一定高さの裏波ビードを確実に得ることができるプラズマアーク溶接方法及びプラズマアーク溶接装置の提供。
【解決手段】溶接電流にパルス電流を用いると共に、このパルス電流のパルス周波数を溶融池Pが同期する周波数に制御して溶接する。これによって、キーホール溶接に際して垂れ落ちや不整がない安定した一定高さの裏波ビードを確実に得ることができる。
(もっと読む)
疲労特性に優れた重ねすみ肉アーク溶接継手およびその製造方法
【課題】 鋼板の重ね隅肉アーク溶接継手に負荷が作用した際に、溶接開始点の止端部から発生する疲労破壊及び溶接終了点のルート部から発生する疲労破壊の一方または双方を抑制した疲労特性に優れた重ね隅肉アーク溶接継手およびその製造方法を提供すること。
【解決手段】 2枚の鋼板の一部を重ね合わせて、上板鋼板と下板鋼板の隅を溶接して隅肉アーク溶接ビードを形成した重ね隅肉アーク溶接継手において、隅肉アーク溶接ビードの溶接終了点となる上板鋼板側に、上板鋼板と下板鋼板とを点溶接した溶接終了点側上板付加ビードを設け、かつ、前記隅肉アーク溶接ビードの溶接開始点止端部と一部重なり合う溶接開始点側下板付加ビードを下板鋼板に設けたことを特徴とする疲労特性に優れた重ね隅肉アーク溶接継手。
(もっと読む)
プラズマキーホール溶接システム、および、プラズマキーホール溶接方法
【課題】 よりきれいなビードを形成できるプラズマキーホール溶接方法、および、プラズマキーホール溶接システムを提供すること。
【解決手段】プラズマ電極112と母材Wとの間に、設定周波数Ffrのパルス電流を流す出力回路31と、母材Wに形成されたキーホールのサイズを検出するキーホールサイズ検出部と、上記キーホールサイズ検出部によって検出されたキーホールのサイズの変化に基づき、設定周波数Ffrを算出する周波数算出回路38と、を備える。このような構成によると、パルス電流の周波数を調整することによって、キーホールのサイズを調整できる。これにより、よりきれいなビードを形成することができる。
(もっと読む)
GMA溶接方法
【課題】溶接部の特性をさらに向上させた溶接を行なうことが可能なGMA溶接方法を提供する。
【解決手段】GMA溶接装置10は、ノズル11、コンタクトチップ12、溶接ワイヤ13、ワイヤ送給ローラ14、ワイヤ送給制御装置15、及びアーク溶接電源17を備えている。GMA溶接装置10では、シールドガス16に含まれるO2及びCO2のいずれかの酸化性ガスを従来より少なくすることにより、母材20の溶融池21の酸素濃度を従来より低い50〜310重量ppmに低下させ、溶接速度を0.4m/min以下とする。このため、溶融池21中の対流の方向を溶融池21の中心から溶融池21の底部に向かう方向にすることができ、より深い溶け込み形状の溶融池21を得ることが可能となる。
(もっと読む)
マグ溶接用シールドガス,マグ溶接方法,および溶接構造物
【課題】狭開先溶接での品質の向上を図った,マグ溶接用シールドガス,マグ溶接方法,および溶接構造物を提供する。
【解決手段】マグ溶接用シールドガスが,8重量%以上,13重量%以下のCrを含有する高Cr鋼を,8重量%以上,13重量%以下のCrを含有するソリッドワイヤを用いて,1層1パスで,一対の母材の厚さH1とこれら母材間の開先の間隔W1の比が0.4以下,この開先の角度θ1が10°以下の狭開先を溶接するためのマグ溶接用シールドガスであって,5容量%以上,17容量%以下の炭酸ガス,30容量%以上,80容量%以下のヘリウムガス,残部がアルゴンガスの3種混合ガスからなる。
(もっと読む)
溶接電源
【課題】作業効率を低下させないで、裏波ビードの溶け落ちを防ぐために母材を冷却することができる溶接電源PS1を提供する。
【解決手段】被覆アーク溶接棒2を用いて裏波溶接を行うための溶接電源PS1において、本溶接電流設定回路IWRが本溶接電流設定信号Iwrを出力し、低レベル電流設定回路LWRが高速パルスからなる低レベル電流設定信号Lwrを出力する。電流設定切り替え回路SWは、切り替え起動スイッチBSがHighレベル信号を出力している期間は低レベル電流設定信号Lwrを、Lowレベル信号を出力している期間は本溶接電流設定信号Iwrをそれぞれ電流設定制御信号Irとして出力する。電源主回路PMが電流設定制御信号Irに基づいて被覆アーク溶接棒2と母材4との間に電力を供給する。作業の効率を大幅に向上させることができ、溶接作業者の技量も不要である。
(もっと読む)
2ワイヤ溶接のクレータ制御方法
【課題】2ワイヤ溶接において、健全なクレータ部を形成すること。
【解決手段】定常期間(時刻t1以前)中は、溶接ワイヤと母材との間に溶接電圧Vwwを印加し溶接電流Iwwを通電してアークを発生させると共に、このアークによって形成された溶融池にフィラーワイヤを接触させながら送給Fsして行う2ワイヤ溶接のクレータ制御方法において、クレータ期間Tc中は、溶接ワイヤと母材との間に発生しているアークを消弧すると共に溶接ワイヤの送給Wsを継続し、送給Fsを継続しているフィラーワイヤと母材との間に溶接電圧Vwfを印加し溶接電流Iwfを通電してアークを発生させ、このアークによって溶接ワイヤを溶融してクレータ処理を行う。フィラーワイヤのアークと溶接ワイヤの挿入とによってクレータ処理を行うので、溶融池が効率よく冷却され健全なビードが形成される。
(もっと読む)
2ワイヤ溶接制御方法
【課題】消耗電極アークにフィラワイヤを送給して溶接する2ワイヤ溶接方法において、フィラーワイヤの溶着量を増大させて溶接効率を向上させる。
【解決手段】消耗電極と母材との間にアークを発生させて溶融池を形成し、フィラーワイヤを溶融池の後半部に挿入しながら溶接する2ワイヤ溶接制御方法において、フィラーワイヤを溶接方向の前後方向にウィービングして、フィラーワイヤの挿入位置の変位量Lhを正弦波状に変化させる。そして、フィラーワイヤの送給速度Fwを変位量Lhに比例させて正弦波状に変化させる。これにより、フィラーワイヤの挿入位置がウィービング中心位置よりも前側方向にあるときはフィラーワイヤの溶融を促進してフィラーワイヤの送給速度Fwを高速化し、後側方向にあるときは溶融池の冷却及び盛り上がりを押さえてハンピングビードの形成を抑制している。
(もっと読む)
複合溶接方法と複合溶接装置
【課題】レーザ溶接とアーク溶接を制御して行う複合溶接方法と複合溶接装置において、良好な溶接を行うと共に、溶接パラメータの設定を容易にすることを目的とする。
【解決手段】被溶接物の溶接位置にレーザビームを照射しながら前記溶接位置に第1ワイヤを送給して前記被溶接物との間でアーク溶接を同時に行うと共に、前記レーザビームと前記アーク溶接で形成した溶融池に第2ワイヤを供給する複合溶接方法と複合溶接装置であって、演算手段は、レーザ出力と溶接速度を用いてレーザ入熱を算出し、アーク電流とアーク電圧と溶接速度を用いてアーク入熱を算出し、前記レーザ入熱と前記アーク入熱が予め定めた特定の関係を満足する場合にのみ前記溶接許可信号を出力する。
(もっと読む)
複合溶接方法と複合溶接装置
【課題】レーザ溶接とアーク溶接を制御して行う複合溶接方法と複合溶接装置において、良好な溶接を行うと共に、溶接パラメータの設定を容易にすることを目的とする。
【解決手段】被溶接物の溶接位置にレーザビームを照射しながら前記溶接位置に第1ワイヤを送給して前記被溶接物との間でアーク溶接を同時に行うと共に、前記レーザビームと前記アーク溶接で形成した溶融池に第2ワイヤを供給する複合溶接方法と複合溶接装置であって、演算手段は、前記レーザ発生手段のレーザ出力と前記アーク発生手段から制御される前記レーザ発生手段のレーザ出力と前記アーク発生手段のアーク電流と前記第2ワイヤの送給速度との何れも前記溶接速度に比例するよう演算処理を行う。
(もっと読む)
アーク溶接方法およびアーク溶接システム
【課題】消費電力の低減を図るのに適するアーク溶接方法を提供する。
【解決手段】各単位期間中に、非消耗電極15と母材Wとの間に生成したアークa1により母材Wに溶融池888を形成する工程と、溶融池888を形成する工程の後に、アークa1により、溶接金属881を加熱する工程と、を備える。このような構成によると、溶接金属881を加熱する工程はそれぞれ、溶融池888を形成する複数回の工程の間に行われる。そうすると、従来の場合と比較して、溶融池888が形成された時からあまり時間が経過していない時に、当該溶融池888が凝固した溶接金属881に対する平坦化のための加熱を、行うことができる。これにより、溶接金属881の温度があまり低下していない時に、溶接金属881に対する平坦化のための加熱を行うことができる。よって、溶接金属881を溶融させるために必要なエネルギの低減を図ることが可能となる。
(もっと読む)
溶接装置
【課題】グロビュール移行領域の内外で安定した溶接を行なうことができる溶接装置を提供する。
【解決手段】溶接装置は、炭酸ガスをシールドガスに使用し、短絡状態とアーク状態とを交互に繰り返す炭酸ガスアーク溶接方法によって溶接を行なう。短絡期間の後に続くアーク期間の初期の第1アーク期間Ta1にハイレベル電流が出力され、アーク期間の後期の第2アーク期間Ta2に定電圧制御された溶接電圧に対応したアーク電流が出力されるように、電源回路が制御される。ワイヤを送給速度の速度設定値が所定範囲X2外である場合に比べて、速度設定値が所定範囲X2内である場合には、ハイレベルベース電流に重畳する所定の周期で増減する波形の振幅が増加される。これにより短絡移行領域でもグロビュール移行領域でも安定した溶接が可能となる。
(もっと読む)
高融点の極細金属及び合金線の溶接方法及び高融点金属・合金細線接合体
【課題】融点が2000℃を超える金属又は合金極細線を開放大気中で溶接する技術とその接合体を提供する。
【解決手段】高融点金属又は合金の素線径が10−100μmの範囲とし、素線先端の突合せ角を20°以下であることを特徴とし、大気開放下でのCO2、N2Oの不活性ガスまたはH2還元ガスを混合したガス雰囲気で高電圧マイクロ放電の出力を調整することにより溶接を行う。
(もっと読む)
ガスシールドアーク溶接方法
【課題】耐食性に優れたガスシールドアーク溶接方法を提供する。
【解決手段】質量%でSi:0.01〜0.10%、Ti:0.05〜0.30%、Al:0.005〜0.3%、C:0.01〜0.3%、Mn:0.1〜3.0%、P:0.05%以下、S:0.01%以下、Cr:0.05〜0.5%およびN:0.001〜0.02%を含み、残部はFeおよび不可避的不純物からなる鋼板に対して、溶接ワイヤを用い、主体ガスと酸化性ガスとからなるシールドガスを供給してガスシールドアーク溶接を行う方法であって、シールドガス中に含まれる酸化性ガスは体積%で3〜12%のCO2または1〜3%のO2もしくはその両方からなり、該酸化性ガスは下記式(A)を満足するようにする。
記
3≦3X+Y≦12 (A)
ただし、X:O2量〔体積%〕、Y:CO2量〔体積%〕である。
(もっと読む)
ガスシールドアーク溶接方法
【課題】溶接止端部の疲労強度を向上させるガスシールドアーク溶接方法を提供する。
【解決手段】質量%でSi:0.01〜0.10%、Ti:0.05〜0.30%、Al:0.005〜0.30%、C:0.01〜0.3%、Mn:0.1〜3.0%、P:0.05%以下、S:0.0005〜0.01%、Cr:0.05〜0.5%およびN:0.005〜0.02%を含み、残部は鉄および不可避的不純物からなる鋼板に対して、溶接ワイヤを用い、不活性ガスと酸化性ガスとからなるシールドガスを供給してガスシールドアーク溶接を行う方法であって、シールドガス中に含まれる酸化性ガスは、体積%で3〜12%のCO2または1.5〜5.0%のO2もしくはこれらの両方からなり、該酸化性ガスは下記式(A)を満足するようにする。
記
3≦2X+Y≦15 (A)
ただし、X:O2量〔体積%〕、Y:CO2量〔体積%〕である。
(もっと読む)
二重ワイヤ溶接トーチおよびそれに関連する方法
【課題】二重ワイヤ溶接トーチおよびそれに関連する方法を提供する。
【解決手段】溶接トーチは、第1の溶接ワイヤ方向に第1の溶接ワイヤを配向するように構成された第1の溶接ワイヤガイドと、第1の溶接ワイヤ方向に対して同一平面にない逸脱する第2の溶接ワイヤ方向に、第2の溶接ワイヤを配向するように構成された第2の溶接ワイヤガイドとを有するノズルを含む。溶接方法は、溶接すべきワークピース継手に対して溶接トーチを移動させるステップを含む。溶接トーチの移動中に、第1の溶接ワイヤは、第1の溶接ワイヤ方向を定める第1の溶接ワイヤガイドを通して供給され、また第2の溶接ワイヤは、第1の溶接ワイヤ方向に対して同一平面にない逸脱する第2の溶接ワイヤ方向を定める第2の溶接ワイヤガイドを通して供給される。
(もっと読む)
アーク溶接制御方法
【課題】 直流パルスアーク溶接において、磁気吹きによるビード外観の悪化を抑制する。
【解決手段】ピーク期間中のピーク電流及びベース期間中のベース電流から形成される溶接電流を通電して直流パルスアーク溶接するアーク溶接制御方法において、ベース期間中の溶接電圧の上昇によって、複数の溶接個所の中から磁気吹きが発生した溶接個所Ps2−Pe2を判別して記憶する直流パルスアーク溶接によるテスト溶接を行い、実施工時に、記憶された磁気吹き発生溶接個所以外の溶接個所Ps1−Pe1、Ps3−Pe3を溶接するときは前記直流パルスアーク溶接によって溶接し、記憶された磁気吹き発生溶接個所Ps2−Pe2を溶接するときは溶接法を直流パルスアーク溶接から交流パルスアーク溶接に自動的に切り換えて溶接を行う。交流パルスアーク溶接は磁気吹きによるアーク切れが発生しにくいので、ビード外観を良好に保つことができる。
(もっと読む)
2ワイヤ溶接制御方法
【課題】アーク長を周期的に変化させて溶接する2ワイヤ溶接方法において、高速溶接性を向上させる。
【解決手段】ピーク期間中のピーク電流及びベース期間中のベース電流を1パルス周期として繰り返して溶接ワイヤ1に通電し、切換信号Stcに同期してアーク長Laを第1アーク長HLaとそれよりも短い第2アーク長LLaとに周期的に切り替えて溶融池2を形成し、フィラーワイヤ6を溶融池2に送給して溶接する2ワイヤ溶接制御方法において、フィラーワイヤ6の送給速度Wsを、第1アーク長HLaのときは第1フィラーワイヤ送給速度LWsに設定し、第2アーク長LLaのときは第1フィラーワイヤ送給速度LWsよりも高速の第2フィラーワイヤ送給速度HWsに設定する。アーク長が短いときのフィラーワイヤの送給速度が高速になるので、溶融池の冷却効果が増大し、高速溶接性が向上する。
(もっと読む)
パルスTIG溶接ロボットの制御方法及び制御システム
【課題】パルスTIG溶接において、ベース電圧を利用した倣いができない。
【解決手段】
外部パルス信号受信判別器52はパルス信号のピーク電圧区間及びベース電圧区間を判定する。電圧抽出器53は設定された指定電圧区間における実溶接電圧V1をサンプリング周期毎に抽出する。差電圧算出器56は抽出した実溶接電圧V1の平均電圧値とアーク基準電圧との差を算出し、トーチ動作方向判定器57及びトーチ動作方向判定器57により、溶接トーチ11の動作方向とトーチ動作量を得る。ロボット制御装置20は溶接トーチ11とワークW間の距離を制御して倣い制御する。ピーク電圧区間だけでなく、ベース電圧区間を利用して倣い制御ができ、溶接環境に適応した倣いを行うことができる。
(もっと読む)
1 - 20 / 144
[ Back to top ]