
Fターム[4E002AC08]の内容
Fターム[4E002AC08]に分類される特許
1 - 10 / 10
形鋼の熱間圧延方法および形鋼
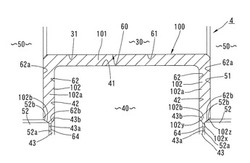
【課題】ルートフェイスを適切な幅にすることができる形鋼の熱間圧延方法を提案する。
【解決手段】エッジング圧延機により形鋼のフランジの先端縁部にルートフェイス102xとこのルートフェイス102xに連なる開先面102y、102zとを成形し、この後、仕上げユニバーサル圧延機4において、開先成形面43b、52bにより、開先面102y、102zを仕上げ形状に成形する。フランジ成形用空間62の先端縁部成形用空間部分62bには、主部成形用空間部分62aより狭い幅の逃がし空間64が連なっている。逃がし空間64を画成する逃がし成形面43a,52aの主部成形面42、51に対する角度は、開先成形面43b、52bの主部成形面42、51に対する角度より小さい。仕上げ圧延において、フランジ102の先端縁部102bの一部が逃がし空間64に入り込む。ルートフェイス102xの幅は、この逃がし空間64の厚さにより決定される。
(もっと読む)
セルガイド用形鋼の製造方法

【課題】セルガイドとして使用するにあたってコンテナ船内におけるコンテナの収容効率を高めるとともにセルガイドの軽量化を達成し、かつ熱間圧延で安定して大量に製造することによって製造コストを削減できるセルガイド用形鋼の製造方法を提供する。
【解決手段】矩形断面の鋼素材を所定の温度に加熱した後、孔型を有する圧延ロールを用いて圧下を施して、長手方向に垂直な断面の中央に円弧状の形状を呈する湾曲部7を有しかつ湾曲部から斜め方向に延伸する2枚の脚部8とその脚部の先端から外側に延伸する2枚の突出部9とを有する中間素材とし、さらに続く孔型により中間素材の湾曲部を曲げて脚部を互いに平行に形成する。
(もっと読む)
異形断面条の製造方法及びその製造方法により製造されたLEDチップ搭載用異形断面条
【課題】材料ロスにより歩留まり低下させることがなく、設備費の増大等を招くことがなく、ハーフエッチング或いはプレス加工等の加工に頼ることなしに、LEDチップ等がチップオンボードできる薄型で寸法精度の良好な異形断面条を提供する。
【解決手段】複数の大径部3と小径部4とが交互に並んだ段付きロール1と、段付きロール1と平行に配置した平ロール2との間で平板状素材5を圧延するに際し、平板状素材5の幅方向の両端部に、段付きロール1の小径部4により厚肉部7を形成しつつ、小径部4から突出する凸条部12により厚肉部7の端縁部の少なくとも一部を幅方向の内方に向けて押圧加工し、厚肉部の端縁部を押圧加工して形成される端縁溝部により残る厚さが、厚肉部の厚さをTとするとき、0.3×T〜0.95×Tの範囲内に設定され、薄肉部の厚さが0.20mm以下、寸法精度が±0.010mm以下とする。
(もっと読む)
異形断面条材の製造方法
【課題】コイル交換後の作業開始時に生じる板厚変動を低減することにより、仕上げ圧延時の不良発生を防ぎ、歩留を向上させ製造コストを低減することができる異形断面条材の製造方法を提供する。
【解決手段】圧延加工面が先端側からV字状に末広がりとなっている突起部61a,61bを有する平盤状V型ダイス60と、平盤状V型ダイス60の圧延加工面に対向して設けられた遊星圧延ロール71とを備えた異形断面条材製造装置70を用い、平盤状V型ダイス60と遊星圧延ロール71との間に平板状条材73を導入して平板状条材73を異形断面条材82へ圧延加工する異形断面条材の製造方法において、平盤状V型ダイス60に温度調整機構1を設け、異形断面条材製造装置70の停止時に平盤状V型ダイス60の温度低下を防止する方法である。
(もっと読む)
セルガイド用形鋼およびその製造方法
【課題】セルガイドとして使用するにあたってコンテナ船内におけるコンテナの収容効率を高めるとともにセルガイドの軽量化を達成し、かつ熱間圧延で製造することによって製造コストを削減できるセルガイド用形鋼、およびその製造方法を提供する。
【解決手段】矩形断面の鋼素材6を所定の温度に加熱した後、孔型を有する圧延ロールを用いて圧下を施して、長手方向に垂直な断面の中央に円弧状の形状を呈する湾曲部7を有しかつ湾曲部から斜め方向に延伸する2枚の脚部8とその脚部の先端から外側に延伸する2枚の突出部9とを有する中間素材とし、さらに中間素材の湾曲部を曲げて脚部を互いに平行に配置する。
(もっと読む)
船舶用熱間圧延形鋼およびその製造方法
【課題】船舶のバラストタンク等の厳しい腐食環境下において優れた耐食性を有すると共にYPが315MPa以上の強度を有する縦通材(ロンジ材)等に用いられる船舶用熱間圧延形鋼を安価に提供する。
【解決手段】質量%で、C:0.03〜0.25%、Si:0.05〜0.50%、Mn:0.1〜2.0%、P:0.025%以下、S:0.01%以下、Al:0.005〜0.10%、W:0.01〜1.0%、Cr:0.01%以上0.20%未満、N:0.001〜0.008%を含有する鋼素材を1000〜1350℃に加熱後、Ar3温度以下での累積圧下率を10〜80%、圧延仕上温度を(Ar3−30℃)〜(Ar3−180℃)とする熱間圧延し、その後、放冷することにより、加工フェライトを含むフェライトとパーライト組織とからなるミクロ組織を有する船舶用熱間圧延形鋼とする。
(もっと読む)
金属製保持器の製造方法
【課題】リム部を構成する円輪部4a、4aと円筒部5、5との連続部に存在する折れ曲がり部6a、6aの曲率を、この円輪部4a、4aを座屈変形させずに十分に大きくして、外周面の幅寸法が十分に大きい金属製保持器を能率良く造れる製造方法を実現する。
【解決手段】上記両円輪部4a、4aに加工すべき1対の素円輪部13、13の先端縁に面取り部15、15を形成した後、これら両素円輪部13、13を円筒状中間素材12の本体部分18に向け押し付けて、これら両素円輪部13、13を押し潰す。そして、これら両素円輪部13、13の外側面と上記円筒状中間素材12の外周面との連続部の曲率半径を小さくする。
(もっと読む)
高強度鋼構造部材の温間加工
【課題】高強度鋼素材から広範な高強度鋼構造部材を作るのに有用な方法の提供。
【解決手段】高強度鋼構造部材、および少なくとも約800N/mm2(120000プサイ)の引張り強度および少なくとも約600N/mm2(90000プサイ)の降伏強度を有する高強度鋼材の素材を準備し、その素材の強度特性を実質的に保持するか高める状態で所望幾何形状の部材を作るように該素材を温間加工することで高強度鋼構造部材を作る方法が開示される。
(もっと読む)
形鋼の冷却方法及び冷却装置
【課題】突っ掛けトラブルを生じることなく、形鋼のフランジおよびフィレットの内面を効果的に均一に冷却する方法と装置を提供する。
【解決手段】H形鋼1の搬送パスラインPを挟んで、接離移動可能に一対のサイドガイド11a,11bを設け、その上方と下方にH形鋼1のフランジ1fa,1fb内面とウエブ1w面を冷却する冷却ノズル22a,22b、30a,30bを設ける。これら冷却ノズル22a,22b、30a,30bの噴射角度をリンク25a,25b、33a,33bとシリンダ26a,26b、34a,34bで調整可能とし、H形鋼1におけるフランジ1fa,1fb外面と、これに対峙するサイドガイド11a,11bの相対位置を検知し、検知した相対位置に応じて制御装置36で冷却ノズル22a,22b、30a,30bの噴射角度を調整する。
【効果】形鋼のフランジおよびフィレットの内面を、同一断面内及び長手方向に均一に冷却できる。
(もっと読む)
歯列矯正スロットライナおよびその製造方法
【課題】表面硬度がHv400以上のTi−15Mo−5Zr−3Al合金製の歯列矯正スロットライナを得る。
【解決手段】Ti−15Mo−5Zr−3Al合金で構成される帯状の板材あるいは線材を曲げ加工して断面円弧状にし、次いで、底面を圧縮してその肉を左右に押しやって角部の肉圧の減少を防止または増大させつつ曲げ加工して断面U形または凹形に形成し、さらに、上下左右のローラで加圧して最終の断面凹形に形成した後、熱処理を施すことにより、スロットライナの表面硬度をHv400以上にすることで課題解決の手段とする。
(もっと読む)
1 - 10 / 10
[ Back to top ]