
Fターム[4E002AD04]の内容
Fターム[4E002AD04]に分類される特許
241 - 245 / 245
高強度熱延鋼板製造設備。

【課題】 薄スラブ連鋳直送熱延プロセスを適用して、表面性状、形状寸法及び内部組織が優れ、品質が良好なものを、安定して効率よく低コストで製造できる高強度熱延鋼板及び薄物熱延鋼板の製造設備を提供する。
【解決手段】 薄スラブを鋳造する連続鋳造機と、連続鋳造機の出側に配置し、薄スラブを搬送するローラテーブルと薄スラブを加熱・均熱する加熱装置とを備えたトンネル炉と、デスケーリング装置と、熱間圧延機と、高冷却設備と、空冷ゾーンに兼用若しくは切替可能であり、高速シャー及び切替コイラからなる近方巻取設備と、緩冷却設備または高冷却設備と、遠方巻取設備を備えた熱延鋼板製造設備で、高強度熱延鋼板および薄物熱延鋼板の製造設備として兼用可能。
(もっと読む)
ステッケルミルの振動を軽減する方法及び装置
本発明は、ステッケルミルにおけるステッケルロールのフラットスポットによって生じる振動を軽減するための方法及び対応する装置に関する。調製可能なロール(3)は、ステッケルファーネスのステッケルロール(1)と圧延機スタンド(5)の駆動装置(2)との間に取り付けられ、圧延素材(6)に接触することができる。本発明は、ロール(3)によって圧延素材(6)上に加えられる力が規定された値に調整されることを特徴としている。 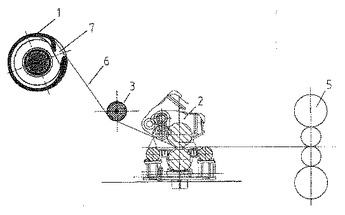 (もっと読む)
(もっと読む)
曲げ性、疲労特性に優れた高強度冷延鋼板の製造方法
【課題】 750N級以上の強度を維持しながら、薄肉化しても十分な強度をもち、自動車,家電機器,建材等の部材として使用される高強度冷延鋼板を提供する。
【解決手段】 炭素当量Ceq(C+Si/24+Mn/6+Cr/5+B×5+V/14+Mo/4+Ni/40)を0.45〜0.7質量%に調整したC-Si-Mn鋼を加熱温度:1000℃以上で粗圧延した後、仕上げ温度:Ar3+50℃以上,巻取り温度:700℃以下で熱間圧延する。冷延後、830℃以上×60秒以上の加熱保持→10℃/秒以下で720〜600℃まで冷却する一次冷却→7℃/秒以上で二次冷却温度T:(-248×Ceq+538)℃まで冷却する二次冷却→T+30℃以上×3分以上の恒温処理の連続焼鈍を施すことにより、曲げ性,疲労特性が共に良好な高強度冷延鋼板を製造する。
(もっと読む)
低温靱性に優れた超高強度ラインパイプ用鋼板及び鋼管並びにそれらの製造方法

【課題】現地溶接部の低温靭性及び長手方向の耐破壊特性の両立を可能にする超高強度ラインパイプを提供する。
【解決手段】質量%で、C:0.03〜0.07%、Si:0.6%以下、Mn:1.5〜2.5%、P:0.015%以下、S:0.003%以下、Ni:0.1〜1.5%、Mo:0.15〜0.60%、Nb:0.01〜0.10%、Ti:0.005〜0.030%、Al:0.06%以下を含み、更に、所要量のB、N、V、Cu、Cr、Ca、REM、Mgの1種又は2種以上を含有して残部が鉄及び不可避的不純物からなる鋼板を突き合わせて溶接した鋼管であって、2.5≦P≦4.0で、Hv-ave(母材部の肉厚方向の平均ビッカース硬さ)/C量で決まるマルテンサイト硬さHv-M(Hv-M=270+1300C)との比(Hv-ave)/(Hv-M)が0.8〜0.9で、引張強さTS-Cが900〜1100MPaであることを特徴とする低温靱性に優れた超高強度ラインパイプ。
P=2.7C+0.4Si+Mn+0.8Cr+0.45(Ni+Cu)+(1+β)Mo-1+β(B≧3ppmではβ=1、B<3ppmではβ=0)
(もっと読む)
加工性に優れ、かつ加工性の幅方向での変動が少ない薄鋼板の製造方法
【課題】 寸法精度の厳しいプレス加工用途にも適合し得る、加工性に優れ、かつ加工性の幅方向で均一な薄鋼板の製造方法を提供すること。
【解決手段】 重量%にて、C:0.2%以下、Si:2.0%以下、Mn:3.0%以下、P:0.2以下、S:0.05%以下、O:0.004%以下、sol.Al:0.01〜0.1%、N:0.02%以下を含有する連続鋳造スラブを再加熱後または直接熱間圧延するに際して、Ar3以上で圧下率70%以上で1次圧延を施し、鋼帯全体をAr3+10℃〜1150℃の範囲内で再加熱し、その再加熱の前または後またはその両方で鋼帯の幅方向エッジを100℃以下で加熱し、Ar3点以上の温度で80%以上の圧下率にて2次圧延を施し、その終了温度をAr3〜Ar3+30℃の範囲内とし、引き続き750℃以下の温度で巻き取る。
(もっと読む)
241 - 245 / 245
[ Back to top ]