
Fターム[4E002AD04]の内容
Fターム[4E002AD04]に分類される特許
41 - 60 / 245
方向性電磁鋼帯を製造する方法およびそれにより製造された方向性電磁鋼
本発明は、溶融ケイ素合金鋼材が50〜100mmの範囲で厚さを有するストランドで連続的に鋳造され、0.7〜4.0mmの範囲で厚さを有する最終熱間圧延鋼帯コイルを製造するために複数の一方向圧延スタンドで熱間圧延、次いで熱間圧延鋼帯の連続焼なまし、冷間圧延、一次再結晶と、場合により、脱炭および/または窒化を誘導するために冷間圧延鋼帯の連続焼なまし、焼なまし鋼帯の被覆、二次再結晶を誘導するために巻取り鋼帯の焼なまし、焼なまし鋼帯の連続熱平坦化焼なまし、および電気絶縁のために焼なまし鋼帯の被覆に付されることで提供される、方向性電磁鋼(GOES)帯を製造する方法と、それにより製造された製品に関する。 (もっと読む)
マグネシウム合金薄板熱間圧延装置

【課題】 マグネシウム合金薄板の熱間圧延中の温度変動による製品の品質低下を防止、歩留まり向上、生産量を向上させる。
【解決手段】 本発明は、加熱可能で、マグネシウム合金薄板Sを巻出し巻取り可能な第1の巻取装置11と、前記第1の巻取り装置から送出される前記マグネシウム合金薄板を圧延して薄化する、加熱可能な圧延ロールを供えた圧延機13と、加熱可能で、前記圧延機から送出される前記マグネシウム合金薄板を巻取り巻出し可能な第2の巻取装置15と、前記第2の巻取装置15から送出される前記マグネシウム合金薄板の両側端部を切り取るトリマー18と、前記トリマーから送出される前記マグネシウム合金薄板を巻き取る第3の巻取装置19を備えたことを特徴とする前記マグネシウム合金薄板の製造装置である。
(もっと読む)
タンデム圧延機の動作制御方法及びこれを用いた熱延鋼板の製造方法

【課題】超微細粒鋼を製造することが可能なタンデム圧延機の動作制御方法、及び、これを用いた熱延鋼板の製造方法を提供する。
【解決手段】各スタンドの出側板厚を決定する出側板厚決定工程が、被圧延材の定常部を圧延するときの第1スタンドから第Nスタンドの出側板厚を決定する第1出側板厚決定工程(S11)と、被圧延材の先端圧延部を圧延するときの第1スタンドから第Nスタンドの出側板厚を決定する第2出側板厚決定工程(S12)とを含み、少なくとも被圧延材の最先端部が各スタンドに噛み込まれるまでは当該各スタンドの圧延潤滑剤を用いずに被圧延材を第2出側板厚決定工程で決定した出側板厚に圧延し、被圧延材の定常部は圧延潤滑剤を用いて第1出側板厚決定工程で決定した出側板厚に圧延する。但し第2出側板厚決定工程では、第1出側板厚決定工程よりも出側板厚が厚い。
(もっと読む)
アルミニウム合金板材の製造方法、アルミニウム合金板材およびアルミニウム合金板材の製造装置
【課題】軽量かつ強度の確保された選択的に強度を高めたアルミニウム合金板材を製造する。
【解決手段】アルミニウム合金の溶湯100を一対の鋳造ロール22、24間に供給する溶湯供給工程と、鋳造ロール22、24間にアルミニウム合金を通過させることで、アルミニウム合金を固化しつつ圧延して板状のアルミニウム合金材102を形成する鋳造圧延工程と、アルミニウム合金材102の少なくとも一部を圧延ロール52、54で圧延する圧延工程とを含み、鋳造圧延工程では、アルミニウム合金の部位に応じて鋳造ロール22、24間の距離を異ならせることで、鋳造ロール22、24の並び方向の厚みが互いに異なる部位を有するアルミニウム合金材102を成形し、圧延工程では、アルミニウム合金材102のうち少なくともその厚みが他の部分よりも厚い部位を圧延する。
(もっと読む)
帯板製造設備とその方法
【課題】 一定幅の薄板スラブに発生する幅端部の凹凸形状を連続圧延中に容易かつ迅速に矯正して偏平形状の帯板を製造でき、設備コストの低減化が図れる帯板製造設備とその方法を提供する。
【解決手段】 上部に配置されるタンディシュ2から鋳造湯3を供給され一定幅のスラブ5を連続鋳造する双ロール又は単ロールの連続鋳造機6と、連続鋳造機の下流側近傍に配置されかつ一対の上下作業ロール7、8が軸線に沿って互いに反対方向に移動可能な単体の仕上圧延機11からなる。
(もっと読む)
熱延鋼板の製造装置、及び鋼板の製造方法
【課題】熱延鋼板製造ラインにおいて、排水性に優れた熱延鋼板の製造装置及び鋼板の製造方法を提供する。
【解決手段】熱延鋼板の製造装置であって、その最終スタンドは、ハウジングに一対の立設部を有し、冷却装置は、鋼板上面に冷却水を噴射し、搬送方向に配置される複数の上面冷却ノズル帯と、鋼板下面に冷却水を噴射し、搬送方向に沿って配置される複数の下面冷却ノズル帯と、鋼板の上面側に上面ガイドとを有し、冷却装置の最終スタンド側端部は、立設部間に配置され、均一冷却幅W、該均一冷却幅の端部とハウジング立設部との平均的な間隙距離WSW、重力加速度gとし、均一冷却幅の平均的な水量密度Qqとし、WSW、及び上面ガイドと鋼板上面との平均的な距離hから決まる値をCとしたとき所定の関係を満たす。
(もっと読む)
鋼板の冷却装置、熱延鋼板の製造装置、及び鋼板の製造方法
【課題】熱延鋼板製造ラインにおいて、排水性に優れた冷却装置、熱延鋼板の製造装置及び鋼板の製造方法を提供する。
【解決手段】熱間仕上げ圧延機列の最終スタンドの下工程側に配置され、搬送ロール上を搬送される鋼板を冷却可能に設けられた複数の冷却ノズルを備える鋼板の冷却装置であって、冷却ノズルは、鋼板が通過する部位の上面側及び下面側となる位置に設けられて鋼板が通過する部位に向けて冷却水を噴射可能とされ、冷却ノズルによる均一冷却幅より鋼板の板幅方向外側となる位置に冷却ノズルから噴射された冷却水の排水を整流可能に設けられた整流手段を有する冷却装置とする。
(もっと読む)
熱延鋼板の冷却装置、熱延鋼板の製造装置及び製造方法
【課題】超微細結晶粒を有する熱延鋼板を製造することが可能な熱延鋼板の冷却装置及び熱延鋼板の製造装置、並びに、超微細結晶粒を有する熱延鋼板の製造方法を提供する。
【解決手段】熱間仕上げ圧延機列における最終スタンドの下工程側に配置され、搬送される鋼板へ向けて高圧ジェット水を噴射可能に設けられた複数のフラットスプレーノズルを備えるヘッダーを具備し、最終スタンドのワークロールの半径相当位置以内から最終スタンドのハウジングポスト出側までの区間で、鋼板へ向けてフラットスプレーノズルから高圧ジェット水を鋼板の搬送方向へ連続的に噴射可能に構成され、ノズルにねじり角が付与され、少なくとも鋼板の搬送方向最上流側に位置するノズルから、垂直面と交差する方向へ高圧ジェット水が噴射され、少なくとも垂直面と交差する方向へ高圧ジェット水を噴射するノズルに水平面内傾き角が付与されている、熱延鋼板の冷却装置とする。
(もっと読む)
耐リジング性に優れたフェライト系ステンレス鋼の製造方法
【課題】生産性を低下させることなく、耐リジング性に優れたフェライト系ステンレス鋼を製造する方法を提供する。
【解決手段】質量%で、0.040%≦C≦0.100%、0.20%≦Si≦1.00%、0.30%≦Mn≦1.00%、P≦0.040%、S≦0.010%、Ni≦0.45%、16.0%≦Cr≦18.0%、Mo≦0.50%、Cu≦0.30%、N≦0.050%と、残部がFeと不可避不純物からなり、且つ、
下記式1の値が、55%≦オーステナイト・ポテンシャル≦65%となる成分を有したスラブを1,000℃〜1,200℃の範囲で加熱した後、
粗圧延機で、1パス当たりの圧下率が30%以上の熱間粗圧延を2パス以上行い、
その後、1分以上保持させ、
然る後、仕上げ圧延機の両側に保温炉を備えた可逆式圧延機で、鋼板温度を前記保温炉にて850℃以上に維持した状態で、1パス当たり圧下率30%以上の高圧下仕上げ圧延で、3ハパス以上行って熱間仕上げ圧延を行い、
次いで、900℃以上の温度で4時間以上の均熱下でバッチ焼鈍を行った後、鋼板温度が600℃になるまで自然冷却させることを特徴とするフェライト系ステンレス鋼を製造する製造方法である。
オーステナイト・ポテンシャル(%)
=288(%C)+350(%N)+22(%Ni)+7.5(%Mn)-18.75(%Cr)-54(%Si)+338.5……式1
(もっと読む)
熱延鋼帯幅方向端部の疵防止方法および装置
【課題】熱間圧延における鋼帯幅方向端部の欠陥について、早期に欠陥を発見して欠陥の防止を図ることができる、熱延鋼帯幅方向端部の疵防止方法および装置を提供することを課題とする。
【解決手段】熱延鋼帯の幅方向端部の疵を検出・同定し、次材以降での疵発生を防止する、熱延鋼帯幅方向端部の疵防止方法であって、熱延鋼帯巻取り直後から鋼帯置場までの間に配置した撮像装置を用いて、コイル状に巻き取られた熱延鋼帯の両側面を撮像し、撮像した画像に基いて、前記熱延鋼帯の両側面の疵の発生部位を検出し、前記熱延鋼帯の長手方向の疵発生位置を同定し、仕上げ圧延機の所定スタンドのレベリング設定を修正する。
(もっと読む)
熱延鋼帯の製造方法
【課題】シートバーの搬送速度を制御する制御装置の制御動作が複雑化したりすることなく熱延鋼帯を高効率で製造することのできる熱延鋼帯の製造方法を提供する。
【解決手段】クロップシャー2とデスケーリング装置4との間に配置された搬送テーブル3によりシートバーSBを仕上圧延機5に搬送する際に、シートバーSBがクロップシャー2により切断された直後の速度と同じ搬送速度でシートバーSBをデスケーリング装置4に搬送する。また、デスケーリング装置4により酸化スケールが除去されたシートバーSBの先端部が予め設定した所定の位置に達したときにシートバーSBの搬送速度を仕上圧延機5の第1スタンドに噛み込み可能な速度まで減速する。
(もっと読む)
熱間仕上圧延における圧延方法および装置
【課題】圧延材の尾端の板破断有無を正確かつ迅速に判定し、次圧延材の仕上圧延機進入を適切に制御できる、熱間仕上圧延における圧延方法および装置を提供することを目的とする。
【解決手段】仕上圧延機出側で圧延材の尾端形状を検出し、検出した尾端形状に基いて板破断の有無を判定し、板破断有りと判定した場合には、次圧延材の仕上圧延機進入を禁止して、板破断残留物がないことを確認するまで圧延再開を行わないとともに、板破断無しと判定した場合には、次圧延材の仕上圧延機進入を許可し、圧延を継続する。
(もっと読む)
熱間圧延薄鋳造ストリップ品及びその製造方法
双ロール鋳造機を組立て、遊離酸素含有量が20〜75ppmで、鋳造ストリップが0.25重量%未満の炭素、0.9〜2.0重量%のマンガン、0.05〜0.50重量%のケイ素、0.01重量%超で0.15重量%以下のリン及び0.01重量%未満のアルミニウムからなるような組成を有する溶鋼の鋳造溜めを形成し、鋳造ロールを互いに逆回転させて鋼ストリップを形成し、10%及び35%圧下での機械的特性が降伏強さ、引張り強さ、破断伸びについて10%以内であるようストリップを熱間圧延し、300〜700℃の温度でストリップを巻取ることにより微細構造の大部分がベイナイトと針状フェライトで構成されることを含む段階により造られる熱間圧延鋼ストリップ。鋼は0.20〜0.60%の銅及び0.08%もの低含有量のマンガンを含んでもよい。 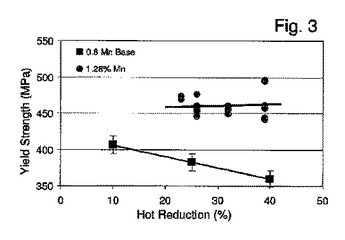 (もっと読む)
(もっと読む)
厚鋼板およびその製造方法
【課題】低温での溶接熱影響部靭性と600MPa以上の高強度を両立した厚鋼板の提供
【解決手段】質量%で、C:0.02〜0.10%、Si:0.1〜0.5%、Mn:1.0〜2.0%、P:0.02%以下、S:0.01%以下、Ni:0.1〜1.0%、sol.Al:0.005〜0.08%、Ti:0.003〜0.02%、Nb:0.005〜0.03%、N:0.003〜0.007%、B:0.0002〜0.0020%およびO:0.003%以下、ならびに、Cu:0.1〜0.6%、Cr:0.05〜0.60%、Mo:0.02〜0.10%およびV:0.01〜0.05%から選択される一種以上の元素を含有し、残部が鉄および不純物からなり、Ti/Nが1.0〜3.0、下記(1)式から求められるK値が150〜250、鋼板の硬度が表面で250〜330Hv、板厚中央部で230以下である厚鋼板。 (もっと読む)
(もっと読む)
極薄鋼板用熱延鋼板およびその製造方法
【課題】極薄広幅であるにもかかわらず、板幅方向に均一な材質と板厚を有する高品質の極薄鋼板を製造する際に用いて好適な熱延鋼板とその製造方法を提供する。
【解決手段】鋼の成分組成が、mass%で、好ましくは、C:0.1%以下、Si:0.03%以下、Mn:0.05〜0.60%、P:0.02%以下、S:0.02%以下、Al:0.02〜0.20%、N:0.015%以下、O:0.01%以下を含有し、残部がFeおよび不可避的不純物からなる、板厚が2mm以下、板幅が950mm以上、クラウンが±40μm以内であることを特徴とする、冷間圧延のままの鋼板の両側幅端部(ただし、板幅に対する割合が両側端合計で5%以内)を除く範囲で、板厚の変動量が±4%以内かつ硬さ(HR30T)の変動量が±3以内である板厚が0.2mm以下の極薄鋼板用熱延鋼板。
(もっと読む)
高強度及び冷鍛性に優れた高耐食フェライト系ステンレス鋼の製造方法
【課題】 冷鍛性に優れた特性と高強度の両者を具備した、フェライト系ステンレス鋼の製造方法を提案する。
【解決手段】 質量%で、C:0.10%以下、Si:1.00%以下、Mn:1.00%以下、Ni:0.50%以下、Cr:15.00〜20.00%、N:0.02%〜0.05%を含有し、残部Feおよび不可避的不純物からなり、C+N:0.05%〜0.10%であり、且つ圧延条件について、鋼塊の加熱温度を1050℃〜1100℃とし、熱間圧延終了時の温度が1000℃以下、加工率が合計で少なくと80%となるように熱間圧延を行い、その後の冷却速度を10℃/分以上で実施し、鋼中のマルテンサイト率を20〜40%に制御すること、また、熱処理条件について、前記の圧延条件によって製造された鋼材について、熱処理温度700℃〜750℃で2〜4時間保持し、その後の冷却速度を300℃/時以下で実施することを特徴とする、高強度及び冷鍛性に優れたフェライト系ステンレス鋼の製造方法。
(もっと読む)
マグネシウム合金板材とその製造方法
【課題】高強度を有するマグネシウム合金板材とその製造方法を提供することを課題とする。
【解決手段】マグネシウム合金の組成を少なくともAl添加量2.5〜11%、Mn添加量0.2〜0.5%を含むものとし、マグネシウム合金板材を双ロール法で作製し、その際、20%以上の圧下率を付与した帯状板とし、その帯状板を、その後、圧延で薄肉化する際に、帯状板を180〜350℃に加熱し、ロール温度が室温〜350℃の条件で、周速比1.05〜1.7の条件で異周速圧延で薄肉化することを特徴とするマグネシウム合金板材とその製造方法に関する。マグネシウム合金板材は、平均結晶粒サイズが5μm以下で、室温での引張強さが340MPa以上を有する。
(もっと読む)
鋼材及びその製造方法
【課題】引張強度が750MPa超、降伏比が85%未満で、靱性や伸び特性にも優れる鋼材及びその製造方法を提供する。
【解決手段】質量%で、C:0.04〜0.2%,Si:0.01〜0.8%,Mn:0.1〜2.5%,P:0.03%以下,S:0.015%以下,Al:0.003〜0.10%,N:0.001〜0.01%以下を含有し、さらにCu:4%以下,Ni:4%以下,Cr:4%以下,Mo:2%以下,V:0.2%以下,Nb:0.1%以下,Ti:0.1%以下,B:0.003%以下の1種以上を含有し、その他はFe及び不純物からなり、不純物において、O:0.006%以下であり、下記式(1)で計算されるPcmの値が0.21〜0.40%である化学組成を有し、ベイナイト組織及びマルテンサイト組織の合計の比率が80%超であり、引張強度が750MPa超、降伏比が85%未満、かつ引張強度(MPa)と一様伸び(%)との積が4000以上である。
Pcm=C+Si/30+Mn/20+Cu/20+Ni/60+Cr/20+Mo/15+V/10+5B ・・・・(1)
ここで、上記式(1)中の元素記号は、その元素の質量%での鋼中含有量を表す。
(もっと読む)
疲労特性に優れた高張力鋼材およびその製造方法
【課題】引張強度が1000MPa以上の疲労特性に優れる高張力鋼材として好適な疲労特性に優れた高張力鋼材ならびにその製造方法を提供する。
【解決手段】ラスマルテンサイト鋼中の平行に並んだ同じ晶癖面を持つラスの集団として定義されるパケットのアスペクト比が、3以上、かつ、パケット境界上におけるP原子の偏析量が1mass%以下で、更に、セメンタイトの平均粒子径が70nm以下で、フェライトの面積率が3%以下である鋼材。質量%で、C:0.02〜0.25%、Si:0.01〜0.8%、Cr:0.3〜1%、Mn:0.8〜2%、Al:0.005〜0.1%、N:0.0005〜0.008%、Ca:0.0005〜0.005%、P:0.02%以下、S:0.004%以下,更に、必要に応じて、Mo、Nb、V、Ti、Cu、Ni、Wの一種または二種以上の元素を含有し、残部がFeおよび不可避的不純物からなる鋼を鋳造後、Ar3変態点以下に冷却することなく、あるいはAc3変態点以上に再加熱後、未再結晶域における圧下率が30%以上の熱間圧延後、Ar3変態点以上から直接焼入れ、あるいは加速冷却によって350℃以下の温度まで冷却した後、特定条件で焼戻しを行う。
(もっと読む)
靭性に優れるフェライト系ステンレス熱延鋼板の製造方法
【課題】靭性に優れたフェライト系ステンレス熱延鋼板を高効率でかつ安価に生産することができる製造方法を提案する。
【解決手段】C:0.03mass%以下、N:0.03mass%以下、C+N:0.05mass%以下、Si:0.70mass%以下、Mn:0.50mass%以下、P:0.04mass%以下、S:0.02mass%以下、Cr:20.5〜25mass%、Cu:0.3〜0.8mass%、Ni:1.0mass%以下、Ti:4×(C+N)〜0.40mass%、V:0.1mass%以下、Nb:0.5mass%以下、Mo:0.1mass%以下、Al:0.02〜0.08mass%を含有し、残部がFeおよび不可避的不純物からなる鋼素材を熱間圧延して鋼板とした後、550℃以上の温度に再加熱し、水靭処理を施すことを特徴とする靭性に優れるフェライト系ステンレス熱延鋼板の製造方法。
(もっと読む)
41 - 60 / 245
[ Back to top ]