
Fターム[4E002AD04]の内容
Fターム[4E002AD04]に分類される特許
21 - 40 / 245
スケール密着性に優れた熱延鋼板、その製造方法、及びスケール密着性に優れた熱延鋼板の製造設備列
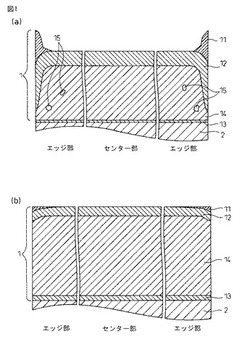
【課題】大がかりな設備や薬剤を使用することなく、鋼板エッジ部において、スケール密着性に優れた熱延鋼板、その製造方法、及び熱延鋼板の製造設備列を提供する。
【解決手段】鋼材を熱間で圧延し、コイル状に巻き取って製造される熱延鋼板の製造方法であって、粗圧延された鋼板に850〜1050℃で仕上圧延を施し、次いで、仕上圧延された熱延鋼板を、500〜650℃の巻取温度でコイル状に巻き取りながら、熱延鋼板の両端面を、端面における温度が巻き取り開始から5分以内に480℃以下となるように冷却し、その後、端面における温度を480℃以下に維持し、次いで、コイル状のまま、端面における温度が400〜480℃の時点から徐冷することを特徴とするスケール密着性に優れた熱延鋼板の製造方法。
(もっと読む)
低降伏比高強度電縫鋼管およびその製造方法

【課題】TS:655MPa以上を有する低降伏比高強度電縫鋼管の製造方法を提供する。
【解決手段】質量%で、C:0.38〜0.45%、Si:0.15〜0.25%、Mn:1.0〜1.8%、P:0.03%以下、S:0.03%以下、sol.Al:0.01〜0.07%、N:0.005%以下を含む組成を有する鋼素材に、仕上圧延開始温度を950℃以下、仕上圧延終了温度が820〜920℃の範囲の温度となる仕上圧延を施し熱延鋼帯とし、該熱延鋼帯を、仕上圧延終了後、巻取温度を650〜800℃の範囲の温度としてコイル状に巻き取る。コイル状に巻き取られた熱延鋼帯を、払い出し、成形、電縫溶接からなる造管工程を、加熱することなく室温で行い、電縫鋼管とする。これにより、管長手方向の材質ばらつきがΔTS:20MPa未満と少なく、降伏比:80%以下の低降伏比と、降伏強さYS:379〜552MPa、引張強さTS:655MPa以上の高強度とを有する電縫鋼管となる。
(もっと読む)
冷間圧延用高炭素熱延鋼板の製造方法
【課題】熱間圧延時の硬さムラに起因して発生する鋼板先端部100m程度に対する周期の短いゲージ変動(板厚変動)が抑制され、冷間圧延後の板厚精度に優れた高炭素熱延鋼板を得ることができる冷間圧延用高炭素熱延鋼板の製造方法を提供する。
【解決手段】冷間圧延用高炭素熱延鋼板の製造に際し、熱間圧延、次いで、焼鈍を施した後、圧下率1.0〜5.0%の軽圧下を付与することを特徴とする冷間圧延用高炭素熱延鋼板の製造方法。
(もっと読む)
マグネシウム合金コイル材
【課題】平坦性及び塑性加工性に優れるマグネシウム(Mg)合金コイル材、及びその製造方法、このコイル材を用いたマグネシウム合金部材及びその製造方法を提供する。
【解決手段】Mg合金からなる板状材が円筒状に巻き取られたコイル材であり、その内径が1000mm以下である。このコイル材は、曲げ半径が小さい曲げが加えられた状態でありながら平坦性に優れる。上記板状材の残留応力が30MPa超であり、圧延時に導入された歪みが十分に存在して、塑性加工性に優れる。このコイル材は、Mg合金からなる連続鋳造材に圧延を施した圧延板に矯正加工を施し、得られた加工板を円筒状に巻き取ることで製造される。矯正加工は、圧延板に30MPa〜150MPaの張力を加えた状態で冷間で行う。冷間加工により巻き癖がつき難く、上記歪みが十分に存在し、かつ張力を加えることで割れなどがなく、平坦性・表面性状・塑性加工性に優れるコイル材が得られる。
(もっと読む)
鋼板の冷却装置、熱延鋼板の製造装置及び製造方法
【課題】熱延鋼板製造ラインにおいて、鋼板の移動(通板)を阻害することなく、下面から供給される冷却水噴流の給水路形成部材に改良を加えることで、排水性に優れ、かつ冷却水の無駄を減少させることができる鋼板の冷却装置を提供する。
【解決手段】熱間仕上げ圧延機列の下工程側に配置され、複数の冷却ノズル22cを備える鋼板の冷却装置であって、冷却ノズルは、鋼板通過部位の上面側及び下面側に設けられて冷却水を噴射可能とされ、下面側には下面ガイド40が設けられ、前記下面ガイドは、下面側からの冷却水が通過すべき流入孔42と、冷却水が排出可能に通過すべき流出孔43と、を有し、前記流入孔は鋼板搬送方向に並列され、流出孔は流入孔間に配置され、流入孔に通じる通水路及び流出孔から通じる通水路を形成する給排水通路形成部材45を有し、前記冷却ノズルからの冷却水の噴射は前記流入孔に通じる通水路内に行われる。
(もっと読む)
ステッケルミルの振動を軽減する方法及び装置
【課題】本発明の目的は、調整の観点における振動の軽減のための既知の方法を単純化することである。
【解決手段】本発明は、ステッケルミルにおけるステッケルロールのフラットスポットによって生じる振動を軽減するための方法及び対応する装置に関する。調製可能なロール(3)は、ステッケルファーネスのステッケルロール(1)と圧延機スタンド(5)の駆動装置(2)との間に取り付けられ、圧延素材(6)に接触することができる。本発明は、ロール(3)によって圧延素材(6)上に加えられる力が規定された値に調整されることを特徴としている。
(もっと読む)
Al−Mg系合金熱延上り板の製造法
【課題】Mgの増量に依存することを避けながら、高強度、結晶粒微細化および表面性状に優れるだけでなく、低コストで製造できる熱間圧延板の有効な製造法を提供すること。
【解決手段】均熱鋳塊を熱間粗圧延したのち最終熱間仕上圧延し、Al−Mg系合金熱延上り板を製造する方法であって、250℃以上・400℃以下の加工温度および50%を超える圧下率の条件下において、10/s以上のひずみ速度で最終熱間仕上圧延することを特徴とするAl−Mg系合金熱延上り板の製造法。
(もっと読む)
熱延鋼板の冷却制御方法
【課題】圧延途中で圧延速度が変わる場合にも、熱延鋼板の表面品位を劣化させることなく、必要最小限の冷却水量で所定の巻取り温度まで冷却するための熱延鋼板の冷却制御方法を提供する。
【解決手段】
冷却水を噴射する冷却設備を用いて、熱間仕上圧延された熱延鋼板に冷却水を噴射して冷却する際の冷却制御方法であって、前記冷却設備はランアウトテーブルの搬送方向に区分された複数の冷却セクションからなり、各冷却セクションは冷却水の噴射のオンオフを独立して制御可能であり、該冷却セクションに冷却特性の異なる複数の冷却手段が併設されており、前記冷却装置全体での使用水量が最小となり、且つ、冷却中の熱延鋼板の表面温度がクエンチ点以下とならないように、圧延速度の変化に応じて各冷却セクションの冷却手段を選択することを特徴とする熱延鋼板の冷却制御方法。
(もっと読む)
圧延機および圧延方法
【課題】軸方向位置において上下で互いに補完し合うS字形状のロールクラウンを有し、互いに逆向きに軸方向に移動させてロールギャップの修正を行うことができる一対のワークロールを備える4重式圧延機の圧延において、狭幅材の圧延においては高いクラウン制御能力を保つことができ、広幅材の圧延においては逆クラウンを防止し、安定な通板が可能となる圧延機および該圧延機を使用した圧延方法を提供する。
【解決手段】一対のワークロールのロールクラウンが4次以上の高次関数で規定されるS字形状であると共に、該上下一対のワークロールの軸方向への移動量が0である時のロールギャップ形状が、ロール端部においてロールギャップが最大かつ該ギャップの変化率(勾配)がほぼ0となるようにロールクラウンを形成する。
(もっと読む)
耐リジング性に優れた成形加工用アルミニウム合金圧延板およびその製造方法
【課題】自動車のボディシート等の素材として、特に耐リジング性が確実かつ安定して優れた成形加工用アルミニウム合金板、およびその製造方法を提供する。
【解決手段】Al−Mg−Si系もしくはAl−Mg−Si−Cu系合金からなり、板厚方向と直交する板表面、板厚方向と直交しかつ板表面から板厚の1/4の深さの面、板厚方向と直交しかつ板表面から板厚の1/2の深さの面の3つの面のうち、少なくとも一つ以上の面で、圧延幅方向に10mm、圧延方向に2mmにとった任意の領域を圧延幅方向に10等分に分割した同一面内での各分割領域における、成形加工が圧延幅方向を主ひずみ方向とする平面ひずみ変形であるとみなしたときの平均テイラー因子の最大値と最小値の差が、絶対値で1.0以内である、アルミニウム合金板。
(もっと読む)
ロール疵起因ロールの特定方法
【課題】ロール疵発生時にロール疵の起因となっているロールを短時間に特定できると共に、高精度のロール疵判定ができる、ロール疵起因ロールの特定方法を提供することを課題とする。
【解決手段】複数のスタンドで構成される仕上圧延機を有する熱間圧延ラインにおいて、仕上圧延ロールが起因で鋼板表面に周期的に発生するロール疵を検出し、検出したロール疵の起因であるロールを特定する、ロール疵起因ロールの特定方法であって、ロール疵発生条件ステップと、表面疵の検知ステップと、疵の発生ピッチ演算ステップと、出側疵周期と発生ピッチとを比較する比較ステップと、一致する出側疵周期があれば、その圧延ロールを検出したロール疵の起因ロールであると特定する起因ロールの特定ステップと、一致する出側疵周期がなければ、検出したロール疵は非ロール疵であると判定する非ロール疵判定ステップとを有する。
(もっと読む)
熱間圧延鋼板の製造設備列および熱間圧延鋼板の製造方法
【課題】本発明は、最終デスケーリング後に複数回の圧延をする場合や仕上げ圧延後に矯正を施す場合に発生するブリスタリング(スケール剥離)を、鋼材の温度調整や薬剤を用いることなく抑制し、表面状態の優れた熱間圧延鋼材を得ることを課題とする。
【解決手段】本発明は、デスケーリングの後、仕上げ圧延を行うとき、仕上げ圧延の前もしくは後または前記仕上げ圧延が複数の圧延で構成される場合はそれら圧延の間の、少なくとも1箇所で、大気よりも酸素濃度の低いガスを鋼板表面に吹き付けることを特徴とする熱間圧延鋼板の設備列および製造方法に関する。
(もっと読む)
熱延コイルヤードの運用方法
【課題】簡潔かつ合理的なコイルヤードの運用方法を提供する。
【解決手段】 熱延コイルヤードにおいて、払出し予定区画のコイル払出し時刻に、当該時刻と各コイルに設定された冷却完了予定時刻とを比較して、前記コイル払出し時刻が前記冷却完了予定時刻を経過したコイルについて、そのコイル単重の小さいコイルから順次、熱延コイルヤードより払出すことを特徴とする熱延コイルヤードの運用方法。
(もっと読む)
熱間圧延ラインにおける圧延ピッチ制御方法
【課題】仕上圧延機に入るスラブの間隔が開かないようにしつつ、歩留落ちや材質異常を引き起こさずに生産性を向上させる。
【解決手段】加熱炉1、幅圧下装置2、粗圧延機3、仕上圧延機4、の各設備によりスラブの加熱および圧延をする際に、各設備のネックピッチの最大値よりも常に早くスラブを抽出する熱間圧延ラインの圧延ピッチ制御。粗圧延上流スタンドR2手前と粗圧延下流スタンドR3手前にスラブの待機ポイントを設け、上流スタンドR2手前の待機ポイントに到達した当該スラブの位置と、圧延中または搬送中の先行スラブの位置から、当該スラブの粗圧延工程での必要待機時間を算出し、粗圧延機出側のスラブ温度の予測値と当該スラブに必要な目標温度との差に基づいて、必要待機時間を、下流スタンド手前の待機時間と上流スタンド手前の待機時間とに分配して前記スラブを各待機ポイントで待機させることにより、スラブの温度を目標温度に制御する。
(もっと読む)
タンデム仕上圧延機及びその動作制御方法、並びに、熱延鋼板の製造装置及び熱延鋼板の製造方法
【課題】超微細粒鋼製造時の板厚変更や圧延潤滑剤の使用不使用変更を行う際にも張力変動を抑制し得るタンデム仕上圧延機及びその動作制御方法、熱延鋼板の製造装置、並びに熱延鋼板の製造方法を提供する。
【解決手段】1本の被圧延材の圧延中に第mスタンドから第Nスタンドの板厚目標値を変更する際に、第mスタンドから第Nスタンドに共通する板厚目標値変更時間を定め、該変更時間と第nスタンドの板厚変更量から第nスタンドの板厚目標値の変更レートを求め、板厚変更点が第nスタンドに到達すると同時に上記変更レートで第nスタンドの板厚目標値の変更を開始し、変更時間の経過後に板厚目標値の変更を終了し、少なくとも第nスタンドの板厚目標値変更中に、第nスタンドの出側板厚が板厚目標値に一致するように、第nスタンドの圧下位置を時々刻々修正するタンデム仕上圧延機及びその動作制御方法、熱延鋼板の製造装置、並びに、熱延鋼板の製造方法とする。
(もっと読む)
圧延機及び圧延方法
【課題】コイル状に巻かれた長尺の金属板を圧延することに適した圧延機で、金属板の繰り出し端を圧延ロールにまで確実に案内できる圧延機と圧延方法とを提供する。
【解決手段】長尺の金属板Mが巻回される巻き胴12を有するコイラ10と、前記巻き胴12に設けられて金属板Mの端部を保持する端部保持機構12Hと、このコイラ10を収納する箱体12と、コイラ10の金属板Mを所定の温度に加熱する加熱手段と、金属板が箱体の内外に渡るための挿通孔とを有するヒートボックス20と、前記コイラから繰り出された金属板を所定の圧下率に圧延する圧延ロール60とを備える。さらに、巻き胴に巻回された金属板の繰り出し端部をめくり上げるオープナー30と、このオープナーでめくり上げた金属板の繰り出し端部を前記挿通孔に案内する繰り出しガイド部と、前記繰り出し端部近傍の金属板の浮き上がりを押える繰り出しスナバロール40とを備える。
(もっと読む)
表面性状に優れた熱延鋼板の製造方法
【課題】熱延鋼板を製造する際に、赤スケールの発生やスケールの噛込み疵を防止して表面疵が少ない表面性状に優れた熱延鋼板を製造する。
【解決手段】C:0.001〜0.30%、Si:0.10%以下、Mn:1.0%以下、P:0.04%以下、S:0.02%以下、酸可溶性Al:0.005〜0.10%を含有し、残部Feおよび不可避的不純物の組成を持つ鋼を連続鋳造した後に熱間圧延する際に、熱延仕上げ圧延機入側で鋼板表面に高圧水デスケーリングを行う際の鋼板温度を下記(1)式で示すT1(℃)以上、高圧水の衝突圧を15.7MPa以下とし、しかも熱間仕上げ圧延機の第2列および第3列スタンド間の鋼板表面温度を下記(2)式で示すT2(℃)以下とする。
T1≧998×Si(%)‐1283×P(%)+1010 ・・・・(1)
T2≦599×Si(%)‐770×P(%)+976 ・・・・(2)
(もっと読む)
圧延ロールプロフィールの測定方法、圧延ロールの研削方法、熱延鋼板の製造方法、圧延機、及び、熱延鋼板の製造装置
【課題】優れた表面性状を有する微細粒鋼の製造に適用し得る、圧延ロールプロフィールの測定方法、圧延ロールの研削方法、熱延鋼板の製造方法、圧延機、及び、熱延鋼板の製造装置を提供する。
【解決手段】被圧延材を圧延した後の圧延ロールの冷却による熱収縮、又は、被圧延材の圧延を開始した後の圧延ロールの加熱による熱膨張が予め指定された基準に達したか否かを判断する工程と、該工程で基準に達したと判断された場合に圧延ロールのプロフィールを測定する工程とを有する圧延ロールプロフィールの測定方法、該測定方法の結果を用いて圧延ロールを研削する圧延ロールの研削方法、及び、上記測定方法によって測定される圧延ロールを用いる熱延鋼板の製造方法、並びに、上記測定方法によって圧延ロールが測定される圧延機、及び、該圧延機を備える熱延鋼板の製造装置とする。
(もっと読む)
マグネシウム合金板
【課題】プレス加工などの塑性加工性に優れたマグネシウム合金板を提供する。
【解決手段】アルミニウム(Al)を8.5〜10.0質量%、亜鉛を0.5〜1.5質量%含有するマグネシウム合金素材板を圧延ロールにて圧延することで得られたマグネシウム合金板である。このマグネシウム合金板における、マグネシウム合金板の厚み方向の中心線に存在する偏析の厚み方向の長さは20μm以下である。このようなマグネシウム合金板は、高い塑性加工性を有し、加工時の亀裂の発生を効果的に低減することができる。
(もっと読む)
高炭素マルテンサイト系ステンレス鋼およびその製造方法
本発明は、カミソリ刃、刀などに使用される、重量%で、0.40〜0.80%の炭素、11〜16%のクロムを主成分として含む高炭素マルテンサイト系ステンレス鋼の製造方法に関するもので、ストリップキャスティング装置において、重量%で、C:0.40〜0.80%、Cr:11〜16%を含むステンレス溶鋼を、タンディッシュからノズルを介して溶鋼プールに供給してステンレス薄板を鋳造し、前記鋳造されたステンレス薄板を、鋳造直後にインラインローラを用いて5〜40%の圧下率で熱延焼鈍ストリップを製造し、熱延焼鈍ストリップの微細組織内に一次カーバイドが10μm以下となるようにする、高炭素マルテンサイト系ステンレス鋼の製造方法およびその製造方法によって製造されたマルテンサイト系ステンレス鋼を提供する。本発明は、鋳造組織および熱延板内に形成される一次カーバイドの大きさを10μm以下に低減させることにより、刃物の用途として刃先の品質に優れた高炭素マルテンサイト系ステンレス鋼を製造することを特徴とする。 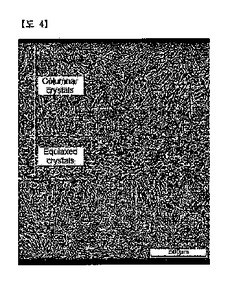 (もっと読む)
(もっと読む)
21 - 40 / 245
[ Back to top ]