
Fターム[4E002AD10]の内容
Fターム[4E002AD10]に分類される特許
21 - 33 / 33
エンボス付金属板
【課題】 表面に傷が付きにくく、傷が付いても目立ちにくく、汚れを除去し易く、摩耗に対する耐久性が高く、デザイン性のある細かなエンボスが設けられたエンボス付金属板。
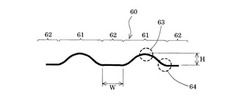
【解決手段】 圧延加工方法またはプレス加工方法によって加工された凹凸状のエンボス(61)を有するエンボス付金属板(60)。エンボスは、二次元的な繰り返しパターンとして設けられている。エンボスの突起部の高さ(H)は、0.05mm〜1.0mmである。突起部の頂上部分(63)は、曲率半径が10mm以下の球面状の形態を有する。突起部の裾野部分(64)は、曲率半径が1mm以上の曲面状の形態を有する。隣り合う2つのエンボスの裾野同士の間隔(W)は、2mm〜10mmである。
(もっと読む)
縦縞鋼板圧延用カリバーロールと縦縞鋼板の圧延方法

【課題】カリバー溝への材料の充填度を高めることが可能な縦縞鋼板圧延用ロールと縦縞鋼板の圧延方法を提供する。
【解決手段】(1)縦縞鋼板を製造するために熱間仕上圧延機の最終スタンドに用いる圧延ロールであって、カリバー溝部以外のロールバレル部にナーリング加工を施してなることを特徴とする縦縞鋼板用カリバーロール。(2)鋼板の片面のみに縦縞を有する縦縞鋼板を製造する方法であって、熱間仕上圧延機の最終スタンドの上下いずれか一方の圧延ロールとして(1)の縦縞鋼板用カリバーロールを用い、他方の圧延ロールに平ロールを用いることを特徴とする縦縞鋼板の圧延方法。
(もっと読む)
ディンプル付きチューブの製造方法
【課題】ローラと帯状材との滑りを抑制でき、かつ、製造されたチューブの外観を目視するのみで容易にローラの摩耗状況を判断できるディンプル付きチューブの製造方法を得る。
【解決手段】ディンプル成形工程P1で用いる凸型ローラ4Aの軸方向中央部の全周に所定幅をもってローレット10を形成し、そのローレット10によって帯状材3の表面3fの長さ方向にローレット模様11を刻設することにより、ローレット10によって凸型ローラ4Aと帯状材3との滑りを抑制して、帯状材3に成形されるディンプル5を当初設定した通りのピッチとして安定的に設けることができ、また、ローレット模様11の摩耗状況から凸型ローラ4Aの摩耗状況を判断できるため、製造装置1を停止することなく凸型ローラ4Aの摩耗チェックができる。
(もっと読む)
エンボス加工ステンレス鋼板及びそれを備えたキッチン台
【課題】表面に複数の微細な凸部を形成するエンボス加工が施されたステンレス鋼板において、疵が付き難く、かつ疵が付いても、その疵を目立たないようにできるエンボス加工ステンレス鋼板を提供すること。
【解決手段】凸部7a,7bにおける最頂部17の高さg,g’に対して80%以上の部位を頂上部8とし、該頂上部8の平面視形状と前記凸部7a,7bの底面の平面視形状とが略相似形状をなし、前記凸部7a,7bは、前記最頂部17の高さg,g’に対して80%の高さh,h’部位の平面幅i,i’が、前記底面の平面幅k,k’の50%以上で、前記底面の平面幅k,k’の100%未満となるように形成され、複数の凸部7a,7bが、それぞれ高さの異なる少なくとも2種類の凸部7a,7bで構成されている。
(もっと読む)
異形断面条の製造方法
【課題】簡便な手段により、断面形状精度に優れ、しかも表裏面に付与した凹凸パターンを均一化することができた異形断面条を安定的に製造する。
【解決手段】上下一対の水平ロールと左右一対の垂直ロールとを隣接配置した四方ロール圧延機を少なくとも2段配置するとともに、最後段の四方ロール圧延機を構成する上下一対の水平ロールとして、その上側及び/又は下側のロールに凹凸パターンを付したものを使用し、被成形素材金属条を、前段の四方ロール圧延機で予備圧延した後、最後段の圧延機で圧下率が板幅方向で均一になるように圧延成形することにより、表裏面に付与した凹凸パターンが均一化された異形断面条を得る。
(もっと読む)
エンボス加工ステンレス鋼板
【課題】表面に複数の微細な凸部を形成するエンボス加工が施されたステンレス鋼板において、疵や汚れが付き難く、かつ清掃も容易なエンボス加工ステンレス鋼板を提供すること。
【解決手段】表面6に複数の微細な凸部7を形成するエンボス加工が施されたステンレス鋼板5において、前記凸部7は、その底面形状と頂上部形状とが略相似形状をなし、前記頂上部8が略平坦面を形成するとともに、該頂上部8から前記底面まで漸次相似形状が拡大する傾斜部9が形成され、凸部7の中心αからその隣りに配置される凸部7の中心α’までの離間距離aを1xとした場合に、底面の長さbが0.4〜0.8x、頂上部8の高さcが0.01〜0.03x、頂上部8の長さdが0.2〜0.4xとなっている。
(もっと読む)
チタンシートおよび流体抵抗低減方法
【課題】ロール成形により簡単に低コストで製造できるチタンシートを提供し、このチタンシートを、流体と相対速度を持って移動する固体壁へ適用することによって、流体抵抗を低減する。
【解決手段】ロール圧延により成形加工された、凸部先端の曲率半径が0.2mm以下である連続する凹凸溝を、少なくとも片面に備えるチタンシートである。このチタンシートは、(a)厚みが3.0mm以下であり、(b)凹凸溝の深さが0.01mm以上1.0mm以下であり、かつ凹凸溝の間隔が0.02mm以上2.0mm以下であり、さらに(c)凹凸溝の形成方向に沿った方向の表面平均粗さが1μm以下である。
(もっと読む)
金属シートおよび流体抵抗低減方法
【課題】ロール成形により簡単に低コストで製造できる金属シートを提供し、この金属シートを、流体と相対速度を持って移動する固体壁へ適用することによって、流体抵抗を低減する。
【解決手段】ロール圧延により成形加工された、凸部先端の曲率半径が0.2mm以下である連続する凹凸溝を、少なくとも片面に備える金属シートである。(a)厚みが3.0mm以下であり、かつ表面が不錆性を有すること、(b)凹凸溝の深さが0.01〜1.0mmであり、かつ凹凸溝の間隔が0.02〜2.0mmであること、または(c)連続する凹凸溝に沿った方向の表面平均粗さが1μm以下である。
(もっと読む)
シート転写方法およびその方法を用いたシート転写装置
【課題】金型に形成されたミクロンオーダーの微細凹凸パターンを、被転写シートに連続して安定的に転写し、均一で高品質な転写シートが得られるシート転写方法およびその方法を用いた転写装置を提供する。
【解決手段】厚さ5μm〜3mmの金属シートの表面を凹凸加工してコイル状またはフープ状の金型シート1を形成し、この金型シート1に被転写シート2を重ね合わせ圧延機8により連続圧延することによって、前記金型シート1表面に形成された凹凸パターンを被転写シート2に連続的に転写することを特徴とするシート転写方法、および前記金型シート1の少なくとも圧延出側において、この金型シート1に圧延張力を付与する張力付与手段を設けるとともに、上記シート転写方法により、前記金型シート1表面に形成された凹凸パターンを被転写シート2に連続的に転写する構成をなしたシート転写装置10。
(もっと読む)
転写ロールの製造方法
【課題】装飾性や塗装鮮映性の向上等を目的として、金属板の表面に転写する凹凸パターンを、正確に低コストで実現することができる転写ロールの製造方法およびこの製造方法を用いた転写ロールを提供する。
【解決手段】 金属板の表面に凹凸パターンを転写する転写ロール1a、1bを、圧延用ロール2の表面に線径が50μm以下の高強度極細線3を、その一端側をロール端部に固定した後、ロール周方向に、極細線3が互いに接触するよう張力を付与しながらロール軸方向に順次巻付けた後、圧延ロール2の他端側に固定して形成するようにしたのである。リソグラフィ加工に比べて極めて簡便にロール表面に凹凸形状を形成することができる。この凹凸形状の凸部の先端形状は円形で摩耗損傷しにくく、極細線3の巻替えのみで摩耗が進行した凹凸形状を更新でき、ロール寿命も向上し、ロール加工コストが低減する。
(もっと読む)
ホログラム模様と印刷模様とを備えた金属板材の製造方法
【課題】 ホログラム模様と印刷模様とを備えた金属板材の製造方法について、連続して搬送される帯状の金属板に施されるホログラム模様の位置と印刷模様の位置とを容易且つ確実に合わせることができるようにする。
【解決手段】 帯状の金属板1に対して、ホログラム加工用ロール4によりホログラム模様を金属面に繰り返し転写すると共に、マーク印字装置11により所定のピッチで位置合わせ用マークを施してから、ラミネートロール8により印刷済み樹脂フィルム2を金属板1にラミネートする前に、マーク読み取り装置12による金属板1の位置合わせ用マークの読み取りに基づいて、位置補正用ドローロール9により印刷済み樹脂フィルム2の送りピッチを調整することで、金属板1のホログラム模様と印刷済み樹脂フィルム2の印刷模様との位置関係を補正する。
(もっと読む)
アルミニウム合金−チタン溝付き複合板の製造方法
【課題】 燃料電池のセパレータ等に用いる溝付き形状のAl−Ti複合板の製造方法として、Al板とTi板との接合と成形とを同時に行なって、生産性向上とコスト低減を図る。
【解決手段】 表面粗度Raを0.1〜0.4μmとしたAl合金板1の片面もしくは両面に表面粗度Raを0.1〜0.6μmとしたTi板を配置して、形成すべき溝形状に対応する突条部を有する金型により、250〜450℃の範囲内の温度で圧縮成形し、これによりAl合金板とTi板との接合と溝形状付与とを同時に行なう。またAl合金板として、350℃での高温引張強さが30MPa以上、高温降伏応力が20MPa以上のものを用いる。さらにAl合金板として、Mg0.6〜6.0%を含有するAl合金を用いる。
(もっと読む)
連続式熱間仕上圧延機における縞鋼板の縞目高さ制御方法
【課題】連続式熱間仕上圧延機において、縞目高さを安定に保持するための縞鋼板の縞目高さ制御方法を提供する。
【解決手段】本発明は、複数のスタンドからなり最終スタンドには縞目付けロールを組み込んでなる連続式熱間仕上圧延機における縞鋼板の縞目高さ制御方法であり、前記最終スタンド出側の該鋼板表面温度を測定し、該測定値に応じて最終スタンドの板厚圧下量を修正し、最終スタンド出側の縞目高さを制御することを特徴とする。
(もっと読む)
21 - 33 / 33
[ Back to top ]