
Fターム[4E002BB20]の内容
Fターム[4E002BB20]に分類される特許
1 - 20 / 47
洗浄装置、洗浄方法および調質圧延機
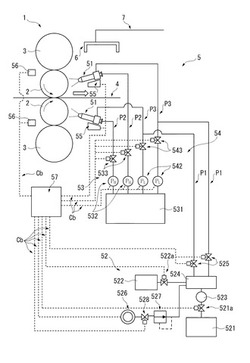
【課題】ワークロール表面の異物を除去しつつ異物の付着を抑制できるとともに、洗浄廃液量を低減できる洗浄装置、洗浄方法および調質圧延機を提供すること。
【解決手段】調質圧延機1のワークロール2を洗浄する洗浄装置5は、0℃未満の昇華性の固体粒子と噴出媒体とを含むブラスト材、高圧流体および低圧流体を噴出可能な洗浄ノズル51と、洗浄ノズル51に対してそれぞれ、ブラスト材を供給するブラスト材供給手段52と、高圧流体を供給する高圧流体供給手段53と、低圧流体を供給する低圧流体供給手段54と、を備え、洗浄ノズル51は、高圧流体を噴出する第1噴出口と、第1噴出口を囲み低圧流体およびブラスト材を噴出する第2噴出口と、を有し、ブラスト材、高圧流体および低圧流体の供給量を調整する第1調整手段525、第2調整手段533、第3調整手段543が、それぞれ配管P1,P2,P3の途中に設けられていることを特徴とする。
(もっと読む)
強度、延性及び衝撃エネルギー吸収能に優れた高強度鋼材並びにその製造方法

【課題】本発明は、従来技術では解決できない問題点、即ち、建造物や橋梁等の構造物、自動車の足回り鋼材、機械用歯車等部品に使用される鋼材として、高強度かつ高延性で、エネルギー吸収能に優れた厚鋼板、形鋼、異形棒鋼、棒鋼及び鋼線等の鋼材を製造するに当たって、高価な合金元素を添加せず、製造設備に過大な負荷をかけることなく現有の製造ラインにおいて、多資源・高エネルギーでかつ多工程のために安価かつ所望の鋼材を製造できないという問題を解決するものである。
【解決手段】
本発明は、建造物や橋梁等の構造物、自動車の足回り鋼材、機械用歯車等部品に使用される鋼材として、高強度かつ高延性で、エネルギー吸収能に優れた厚鋼板、形鋼、異形棒鋼、棒鋼及び鋼線等の鋼材を製造するため、安価なMn及びSiを添加した低C鋼を素材とし、短時間圧延処理により、γ/α生成比率を制御した2相組織鋼材を提供することにより解決するものである。
(もっと読む)
フェライト系ステンレス鋼熱延鋼板及びその製造方法、並びにフェライト系ステンレス鋼板の製造方法
【課題】フェライト系ステンレス鋼熱延鋼板及びその製造方法、並びにフェライト系ステンレス鋼板の製造方法を提供する。
【解決手段】質量%で、C:0.02%以下、N:0.02%以下、Si:0.1%〜1.5%、Mn:1.5%以下、P:0.035%以下、S:0.010%以下、Ni:1.5%以下、Cr:10%〜20%、Cu:1.0%〜3.0%、Ti:0.08%〜0.3%、Al:0.3%以下、V:0.3%以下、B:0.0002%〜0.0030%、をそれぞれ含有し、残部がFeおよび不可避的不純物からなる鋼組成を有し、ビッカース硬さで235Hv未満の硬さを有することを特徴とするフェライト系ステンレス鋼熱延鋼板を採用する。
(もっと読む)
銅合金板材およびその製造方法
【課題】高いヤング率を有し、優れた強度を有し、電気・電子機器用のリードフレーム、コネクタ、端子材等、自動車車載用などのコネクタや端子材、リレー、スイッチなどに適した銅合金板材およびその製造方法を提供する。
【解決手段】NiとFeとSnのいずれか1種または2種または3種を合計で0.03〜5.0mass%、Pを0.01〜0.3mass%含有し、残部が銅及び不可避不純物からなる合金組成を有し、EBSD測定における結晶方位解析において、圧延板の幅方向(TD)に向く原子面の集積に関し、(111)面の法線とTDのなす角の角度が20°以内である原子面を有する領域の面積率が50%を超える銅合金板材、及びその製造方法。
(もっと読む)
マグネシウムストリップを製造するための最終圧延装置及びマグネシウムストリップの製造方法
【課題】マグネシウムストリップを最終圧延装置の範囲内でより効果的に加熱する。
【解決手段】薄いマグネシウムストリップ30を製造するための最終圧延装置10に、ロールギャップ31を定義する2つの加工ロール32,33を収容するロール架台11と、コイル29を収容してロールギャップ31にマグネシウムストリップ30を供給するための第1コイラー13と、マグネシウムストリップ30がロールギャップ31を貫通した後、マグネシウムストリップ30を巻くための第2コイラー12とを設ける。予熱炉15による予熱プロセスの後、第1コイラー13及びロール架台11に熱放射からコイル29又はマグネシウムストリップ30を守るフード装置21,22と加熱装置27,37とを設ける。第1コイラー13のフード装置21がコイル29をロール架台11の外方を向くそのハウジング側上のフード装置21に導入するためのコイル通過孔23の役割をする。
(もっと読む)
異形断面条材の製造方法
【課題】コイル交換後の作業開始時に生じる板厚変動を低減することにより、仕上げ圧延時の不良発生を防ぎ、歩留を向上させ製造コストを低減することができる異形断面条材の製造方法を提供する。
【解決手段】圧延加工面が先端側からV字状に末広がりとなっている突起部61a,61bを有する平盤状V型ダイス60と、平盤状V型ダイス60の圧延加工面に対向して設けられた遊星圧延ロール71とを備えた異形断面条材製造装置70を用い、平盤状V型ダイス60と遊星圧延ロール71との間に平板状条材73を導入して平板状条材73を異形断面条材82へ圧延加工する異形断面条材の製造方法において、平盤状V型ダイス60に温度調整機構1を設け、異形断面条材製造装置70の停止時に平盤状V型ダイス60の温度低下を防止する方法である。
(もっと読む)
供給製品を異なるサイズの仕上げ製品に圧延する方法
供給製品は、圧延機パスラインに沿って配置されたモジュール式の複数の圧延ユニット(RU1,RU2,RU3,RU5)より成る圧延機仕上げセクションにおいて、異なるサイズの仕上げ製品に圧延される。各圧延ユニットは、連続的な楕円形及び円形の圧延パスを形成するように構成された作業ロールを供えた2つのロールスタンド(S1−S10)を有している。ロールスタンドは、これらのロールスタンドの各楕円形及び円形の圧延パスを通って圧延された製品に一定の断面積減少を生ぜしめるように構成されている。同じエントリーサイズを有する供給製品(FP1)は、切り替えられた圧延工程によって異なる減少サイズを有する仕上げ製品(FP2)に圧延され、前記切り替えられた圧延工程において、選択された圧延ユニット(RU5)が、パスラインに沿って、交換された圧延ユニットのロールスタンドの断面積減少とは異なる断面積減少を生ぜしめるように構成されたロールスタンドを有する圧延ユニット(RU5a,RU5b)に置き換えられる。置き換えられた圧延ユニットから上流側の圧延ユニットのロールスタンドは、交換されない。  (もっと読む)
(もっと読む)
螺旋状板製造装置
【課題】従来技術での螺旋状の製造における難易さや時間と手間等の問題点を解決して容易に作る事ができる、螺旋状板の圧延製造装置を提供する。
【解決手段】円錐台形状の上底の直径は皆な同じで、円錐台形状の高さと下底の直径が皆な違う数個の圧延ローラー1,2,3,4,5,6で、小さい方の円錐台形状の圧延ローラーから順に圧延ローラーの中を、帯状の鋼材13を通して中央は圧延しないで両端を徐徐に圧延して延ばし、少しづつ螺旋状板14になる、螺旋状板の製造装置。
(もっと読む)
異形断面条の製造方法及び製造装置
【課題】厚肉部に十分に材料を充満させて精度よく異形断面条を製造するとともに、その際に材料ロスによる歩留まり低下や設備費の増大等を招くことのない異形断面条の製造方法及び製造装置を提供する。
【解決手段】複数の大径部3と小径部4とが交互に並んだ段付きロール1と、段付きロール1と平行に配置した平ロール2との間で平板状素材5を圧延して、複数の厚肉部7と薄肉部6とが幅方向に並んだ異形断面条8を製造する方法であって、段付きロール1と平ロール2との間で平板状素材5を圧延するに際し、平板状素材5の幅方向の両端部に、段付きロール1の小径部4により厚肉部7を形成しつつ、小径部4から突出する凸条部12により厚肉部7の端縁部の少なくとも一部を幅方向の内方に向けて押圧加工する。
(もっと読む)
T形鋼の製造設備及び製造方法
【課題】T形鋼のフランジの先端の内側角部及び外側角部の双方にRを形成することができる熱間圧延によるT形鋼の製造設備及び製造方法を提供する。
【解決手段】熱間圧延によるT形鋼の製造設備1において、エッジャ圧延機5が、フランジ22の先端の内側角部を圧下する円弧形状の内側角部57Aを少なくとも有する第1の孔型58Aと、フランジ22の先端の内側角部を圧下する円弧形状の内側角部57B及びフランジ22の先端の外側角部を圧下する円弧形状の外側角部59Bを少なくとも有する第2の孔型58Bとを備えた上下の水平ロール51a、51bを有する。更に第1の孔型58A及び第2の孔型58Bのそれぞれが粗ユニバーサル圧延機4のミルセンターに位置するようにエッジャ圧延機5をロール軸方向に移動させる移動手段7を備えている。
(もっと読む)
溝付き異形断面条およびその製造方法
【課題】所望寸法への打ち抜き加工が容易な異形断面条を低コストで提供する。
【解決手段】幅方向に厚肉部と薄肉部が形成された異形断面条の表面および裏面のどちらか一面または両面に、当該異形断面条の長手方向に対して所定の間隔で幅方向に延在する溝を形成する。
異形断面条を圧延により製造した後、表面に複数の突起を有するロールによる圧延または表面に突起を有する金型によるプレス加工により、異形断面条に溝を形成することができる。
(もっと読む)
金属帯の冷間圧延方法および冷延鋼帯の製造方法並びに冷間圧延設備
【課題】
焼き付き(ヒートスクラッチ)の発生限界圧下率・圧延速度を上げて、強圧下・高速圧延の可能で、かつ効率性の良い安定した金属帯の冷間圧延方法、該方法を適用する冷延鋼帯の製造方法およびその冷間圧延設備を提供することにある。
【解決手段】
圧延ロールが鍛鋼ロールである圧延機により圧延油(エマルション圧延油あるいは圧延油単体)を供給しつつ、磁界発生装置により該鍛鋼ロールと被圧延材の金属帯との間に磁界を印加しながら金属帯を冷間圧延する。磁界発生装置として、C型ヨークと永久磁石とからなるものを使用することができる。金属帯の材質として鋼、ステンレス鋼、非鉄金属等が挙げられる。圧延機は冷間タンデム圧延機でもリバース式圧延機でもよい。
(もっと読む)
エンボス圧延加工用ロールおよび銅条・銅箔の製造方法
【課題】生産能率や製造歩留まりの低下を引き起こすことなく、銅条材や銅箔材の表面に所望の寸法の微細な凸状の立体パターンを常に正確かつ均一に形成することが可能なエンボス圧延加工用ロール、銅条・銅箔の製造方法を提供する。
【解決手段】エンボス凹型穴15が無限軌条状のベルト材の外周面に形成され、かつエンボス凹型穴15に連なりベルト材の厚さ方向を貫通するように伸びてその方向へと余剰な圧延油を逃がすように設定された圧延油逃し孔3が形成された金型本体ベルト1と、金型本体ベルト1の内周面に外周面が接触してその外周面の回転運動を金型本体ベルト1の内周面に伝達することで、金型本体ベルト1を無限軌条的に運動させるためのロール軸体2と、ロール軸体2と共に金型本体ベルト1に対して所定のテンションを掛け、エンボス圧延加工用ロール10を用いて、凸状の立体パターンを被加工物である銅条材の表面に形成する。
(もっと読む)
高成形性圧延材の製造方法及びその圧延材
【課題】金属材料圧延材の異方性を減少することでプレス成形(張出し成形・深絞り成形等)に好適な圧延板材を製造するための高成形性圧延材の製造方法、圧延材及び圧延成形体製品を提供する。
【解決手段】圧延材を挟んで相対する一対の圧延ロールを、同一形状のテーパーロールに構成すると共に、一方のロールのロール直径が左端から右端に向い連続的に増加又は減少し、他方のロールのロール直径が左端から右端に向い連続的に減少又は増加している圧延ロールを、同ロールの回転軸を同ロールが上下で点対称になるように平行に設置して、上下ロール端部のロール直径の比を1.3以上とし、試料の板材にせん断変形を付与しつつ圧延を実施する高成形性圧延材の製造方法、その圧延材及び圧延成形体。
【効果】せん断付与圧延を実施することが可能であり、低コストで高成形性圧延材及び圧延成形体を作製し、提供することができる。
(もっと読む)
熱間圧延ラインでの通板残材の製品化方法
【課題】熱間圧延ラインにおいて、先行材を仕上げ圧延中にトラブルが発生しても、後行材を通板残材とせずに製品化でき、著しい歩留まり低下やダウンタイムを防止することができる熱間圧延ラインでの通板残材の製品化方法を提供する。
【解決手段】熱間圧延ラインの仕上げ圧延において、先行材を圧延中に一部の仕上げ圧延スタンドでトラブルが発生した場合、そのトラブルが発生した仕上げ圧延スタンドは前記先行材の圧延後に圧下を開放するとともに、通板残材となる後行材をトラブルが発生していない使用可能な仕上げ圧延スタンドで圧延し、冷却パターンも変更して当初の目標板厚とは異なる新たな製品とすることを特徴とする熱間圧延ラインでの通板残材の製品化方法。
(もっと読む)
熱間スラブ幅プレスの座屈防止方法
【課題】幅プレス装置による熱間スラブの幅圧下において、熱間スラブの座屈を防止して安定的に幅圧下を可能とする熱間スラブ幅プレスの座屈防止方法を提供する。
【解決手段】スラブ上面側の座屈拘束用ロール12aとスラブ下面側の座屈拘束用ロール12bを備えた幅プレス装置によって熱間スラブ10を間欠的に幅圧下するに際して、幅圧下による熱間スラブの先端部10aおよび定常部10bの板厚増肉量の予測値に応じて、座屈拘束用ロール12a、12bの高さ位置を調整する。
(もっと読む)
耐リジング性と熱延板表面品質に優れるフェライト系ステンレス鋼板の熱間圧延方法
【課題】耐リジング性と熱延板表面品質の両方を満足した熱延鋼板を安定して得ることができるフェライト系ステンレス鋼板の熱間圧延方法を提供する。
【解決手段】仕上げ圧延機の少なくとも一つのスタンドのワークロールに、圧延部表層が超硬合金からなるロールを用いるフェライト系ステンレス鋼板の熱間圧延方法において、圧延部表層が超硬合金スリーブ2からなるワークロールを組み込んだスタンドの圧下率を35%以上55%以下とする。
(もっと読む)
圧延方法
【課題】9個以上の分割ロールが配備されている知能圧延機を用いて比較的板幅の狭い圧延材を圧延する場合に耳波形状不良を発生させない圧延方法を提供すること。
【解決手段】少なくとも上下いずれか一方のロールアセンブリが軸方向に9以上の分割ロールに分割された分割補強ロールによって作業ロールを支持する機構で、各々の分割ロールが荷重検出装置と圧下機構を備える板圧延機を用いた圧延方法であって、圧延方向から見て圧延材の板幅をカバーする範囲に位置する分割ロールからなる接触ロール群は作業ロールと接触させ、残りの分割ロールの一部または全部については作業ロールと非接触状態にして圧延することを特徴とする圧延方法。
(もっと読む)
化成処理性に優れた高加工性高強度冷延鋼板およびその製造方法
【課題】優れた化成処理性を有する高加工性高強度冷延鋼板およびその製造方法を提供する。
【解決手段】質量%でC:0.05〜0.30%,Si:0.8〜3.0%,Mn:1.0〜3.0%,P:0.10%以下,S:0.01%以下,Al:0.01〜0.1%,N:0.008%以下を含有し、残部がFeおよび不可避的不純物からなる組成を有し、かつ粗さ断面曲線1のろ波うねり曲線からの乖離が±2μm以下の平坦部と、ろ波うねり曲線からの最大深さが5μm以上の凹部とを表面に有し、凹部2の平均面積を0.001〜0.1mm2とし、凹部の面積率を5〜50%とする。
(もっと読む)
組織の均一性が改善された高融点金属プレート
高融点金属プレートが提供される。前記プレートは、中心、板厚、端部、上面および裏面を有し、前記プレートにわたって実質的に均一な結晶組織(100//ND組織成分および111//ND組織成分のそれぞれについて、板厚方向勾配、帯形成度およびプレート内変動によって特徴付けられる)を有する。 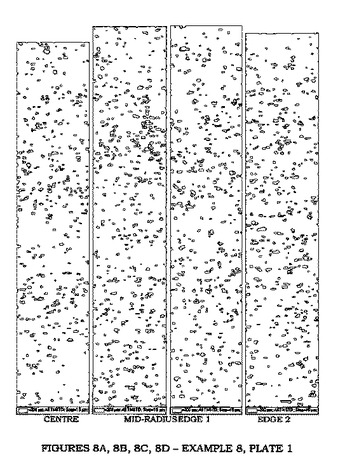 (もっと読む)
(もっと読む)
1 - 20 / 47
[ Back to top ]