
Fターム[4E002BC06]の内容
Fターム[4E002BC06]に分類される特許
1 - 20 / 46
冷間タンデム圧延機の圧延方法
熱延仕上ミルにおけるストリップ破断検出方法
面荒れスケール疵発生の危険性の有無の判定方法および該判定方法を用いる熱間仕上圧延機列、ならびにワークロールの面荒れの程度の判定方法および該判定方法を用いる熱間仕上圧延機列
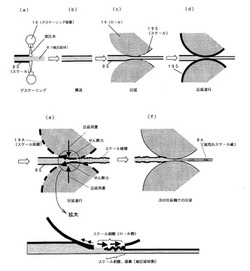
【課題】熱間圧延により製造される製品に、面荒れスケール疵の表面品質不良が発生するのを抑制し、製品の高品質化を図る。
【解決手段】圧延機で被圧延材を圧延する前に、次の式(A)により求めた面荒れ指数φが一定の値以上になったときに、前記被圧延材の表面のスケールの破壊および凝集による面荒れスケール疵発生の危険があると判定し、前記面荒れ指数φが前記一定の値未満であれば前記面荒れスケール疵発生の危険がないと判定する。
面荒れ指数φ=φ0・K2/D・Σ(K1・L・P/W)・・・・・(A)
(もっと読む)
調質圧延方法および調質圧延装置、ならびに鋼帯の製造方法

【課題】荷重一定制御のような問題が生じず、また、高価なオンライン表面粗さ計がなくても、コイル内での変動があっても表面粗さを目標値に精度よく制御することができる鋼帯の調質圧延方法を提供すること。
【解決手段】以下の式で表される粗さ転写パラメータpが一定となるように、圧延荷重および/または出側張力を調整して調質圧延する。
p=α・pp+β・f
ただし、pp:ピーク面圧(MPa)、f:先進率(%)、α、β:定数である。
(もっと読む)
指紋や汚れが目立ち難い高耐食性鋼板及びその製造方法
【課題】ダル圧延により付着した指紋が目立ち難く、しかも製造性に優れた高耐食性鋼板を提供する。
【解決手段】ステンレス鋼板又は溶融めっき鋼板に、4.0〜9.0μmの算術平均粗さRaを付したダルロールを用いて被圧延鋼板の板厚が減少しないように1パスの軽圧延を施し、凹部を形成するとともに当該凹部以外の未変形のフラット部分を凸部として残存させた凹凸形状であって、前記凹凸の算術平均粗さRaが3.0〜8.5μm、平均間隔Smが150〜600μm、フラット部分(凸部)面積率が25%〜60%である表面形状を作り出す。
(もっと読む)
連続式冷間圧延機における圧延形状制御方法
【課題】連続式冷間圧延機によって厚さ0.3mm以下の薄物鋼帯を圧延するに際して、鋼帯先端部の形状不良(耳伸び)を的確に抑止することができる連続式冷間圧延機における圧延形状制御方法を提供する。
【解決手段】連続式冷間圧延機によって厚さ0.3mm以下の鋼帯を圧延する場合に、ワークロール31〜35を組替えた後、最終スタンドのワークロール35での圧延距離の増加に従って、最終スタンドのワークロールベンダー45のベンディング力を増加させる。
(もっと読む)
調質圧延方法
【課題】先行鋼板と後行鋼板の溶接点通過後に、後行鋼板の伸び率を設定伸び率まで短時間で到達させて、伸び率不良部の長さを低減することが可能な調質圧延方法を提供する。
【解決手段】先行鋼板11と後行鋼板12の溶接点13が調質圧延機10を通過した後に、調質圧延機10の油圧シリンダ21の位置制御による圧下を行って、後行鋼板12の現在の伸び率変化率から設定伸び率に到達する際の油圧シリンダ21の位置制御の仮目標油柱と、次の測定で予想される予想伸び率を求め、予想伸び率が設定伸び率を超える場合に、仮目標油柱を最終目標油柱とし、最終目標油柱に到達した時点で調質圧延機の制御を荷重制御にして伸び率制御を開始する。
(もっと読む)
サイジングプレスの操業方法
【課題】本発明は、サイジングプレスの予測プレス荷重の精度向上を課題とし、それを実際の現場でも使える程度に簡便な方法で実現し、サイジングプレスの効率的な使用に供し、結果としてサイジングプレスの生産性の向上を果たすことを目的とする。
【解決手段】鉄鋼スラブをサイジングプレス装置で幅圧下プレスする方法において、プレス荷重実績値とそれに対応するプレス荷重予測値に基づいて、それ以降のパスにおけるプレス荷重予測値を補正し、当該プレス荷重予測値を設定して幅圧下プレスすることを特徴とする鉄鋼スラブのサイジングプレス装置の操業方法であり、さらにピンチロールによりスラブを搬送することにより、一層効果を高めることができる。
(もっと読む)
金属スラブの幅圧下方法
【課題】金属スラブをロール幅圧下するに際し、ロール幅圧下荷重の予測精度を高め、ロール幅圧下の圧下荷重実績値と圧下荷重予測値との間のばらつきを低減し、設備許容能力にできるだけ近いロール幅圧下条件を採用して幅圧下を行うことのできる金属スラブの幅圧下方法を提供する。
【解決手段】圧下用ロール7によるロール幅圧下に先立ってプレス金型6による金型幅圧下を行い、金型幅圧下時の圧下荷重実績値Pr1を測定し、圧下荷重実績値Pr1に基づいて、ロール幅圧下条件とロール幅圧下の圧下荷重予測値Pc2との関係を定め、ロール幅圧下条件を定める。これにより、スラブ毎の変形抵抗のばらつきを補正することができ、ロール幅圧下条件とロール幅圧下の圧下荷重予測値Pc2との関係の予測精度が向上し、設備許容能力にできるだけ近いロール幅圧下条件を採用して幅圧下を行うことが可能となる。
(もっと読む)
圧延方向に板厚がテーパ状に変化するテーパ鋼板の板厚制御方法
【課題】圧延方向に板厚がテ−パ状に変化するテ−パ鋼板を圧延する際に、段差量が大きい場合においても、板厚精度の高いテーパ鋼板の圧延が可能な方法を提供する。
【解決手段】予測圧延荷重と圧延荷重,ロールギャップ及び鋼板の出側板厚の間に成り立つ関係式に基づいてロールギャップを設定し板厚制御を行う制御系を用いて、目標出側板厚を圧延長に従ってテーパ状に変更することにより出側板厚を圧延方向に連続的に変化させるテーパ鋼板の板厚を制御する際に、出側板厚の関数で表されたミル剛性係数の設定値を用いる。
(もっと読む)
ダルワークロールを用いた冷間圧延方法
【課題】特に所望とする金属ストリップの表面粗度(Ra)を有する鋼板を効率的に製造することの可能な圧延方法を提供することを課題としている。
【解決手段】予め実験によって求めたダルワークロールの粗度推定モデル式を用いて計算したi番目コイル冷間圧延時のワークロール粗度S*WRi及びセットアップ計算を用いて計算したi番目コイル冷間圧延時の伸び率λ*i及び単位幅当たりの圧延荷重p*iを用いて、i番目コイル冷間圧延後の金属ストリップの表面粗度(S*0i)を、ダルワークロールを用いた冷間圧延方法にて計算し、計算されたi番目コイル冷間圧延後の金属ストリップの表面粗度(S*0i)が目標とする表面粗度の範囲内に収まるようにi番目コイル冷間圧延時の伸び率をλ*iaim又はλ*iaim及びその際の単位幅当たりの圧延荷重p*iaimを求め、i番目コイル冷間圧延時の伸び率又は伸び率及び単位幅当たりの圧延荷重を制御する。
(もっと読む)
圧延設備の制御装置及び制御方法
【課題】設備投資を抑制しながら、極めて低い速度での圧延を可能とする圧延設備の制御装置及び制御方法を提供する。
【解決手段】払い出しリールと、少なくとも1個の圧延機と、巻き取りリールと、払い出しリール、圧延機、及び巻き取りリールをそれぞれ駆動する複数の電動機とを有する圧延設備が、制御装置を具備する。この圧延設備の制御装置は、電動機のおのおのと接続され、前記電動機のおのおのの電圧及び/又は周波数を操作することにより前記電動機のおのおのの回転数及び/又はトルクを制御するインバーターと、インバーターの1次周波数を検出する1次周波数検出手段と、検出された前記インバーターの1次周波数に基づいて、インバーターを制御して、インバーターの1次周波数がゼロとならないように、電動機のおのおのの回転数及び/又はトルクを制御する制御手段と、を有する。
(もっと読む)
マグネシウム合金圧延板の製造方法
【課題】強度の高いマグネシウム合金圧延板を安定して得るための製造方法を提供する。
【解決手段】マグネシウム合金板を圧延にて製造するにあたり、コイル状のマグネシウム合金板材を巻き出す工程と、その巻き出しから圧延ロールまでの間に、前記マグネシウム合金板を所定の温度に加熱または保温する工程と、加熱または保温した前記マグネシウム合金板を前記圧延ロールによって周速比1.05〜1.40で異周速圧延する工程と、該圧延をしたマグネシウム合金板を巻取る工程からなり、前記圧延ロールのうちの高速ロールに接するマグネシウム合金板材の先進率を、前記工程時にマグネシウム合金板に付与する前方張力の調整によってその値が負にならないように制御する。
(もっと読む)
ニッケル冷間圧延コイル、及びニッケル冷間圧延コイルの製造方法
【課題】冷間圧延工程における圧延摩耗粉による問題を抑制し得るニッケル冷間圧延コイルを提供して、高い生産性と歩留まりをもってニッケル冷間圧延コイルを製造し得る製造方法を提供することを目的としている。
【解決手段】本発明に係るニッケル冷間圧延コイルは、質量で、99.0%以上のニッケルと、4〜100ppmのホウ素とを含有してなる熱間圧延コイルに、少なくとも1回の冷間圧延が実施されて形成されていることを特徴としている。
(もっと読む)
溶融亜鉛めっき鋼板の4重スキンパス圧延機およびスキンパス圧延方法
【課題】設備コストの大幅な上昇をもたらさずに低荷重で溶融亜鉛めっき鋼板の金属ストリップを耳しわが発生することなくスキンパス圧延する大径の4重スキンパス圧延機およびスキンパス圧延方法を提供する。
【解決手段】溶融亜鉛めっき鋼板の4重スキンパス圧延機であって、フラット形状または放物線パターンの凸型クラウン形状を有する上下一対のバックアップロールと、放物線パターンの凸型クラウン形状21と、板端部より150mm内側から板端部より150mm外側の範囲内においてロール端部に向かってロール径が増大するテーパークラウン形状20を有する上下一対のワークロールと、前記ワークロールのロール軸端部に、前記ワークロールに対し垂直方向のベンディング力を付加するベンダー装置と、を備えることを特徴とする、溶融亜鉛めっき鋼板の4重スキンパス圧延機。
(もっと読む)
耐疲労き裂発生特性に優れた厚鋼材の製造方法
【課題】耐疲労き裂発生特性に優れた鋼材の製造方法を提供する。
【解決手段】質量%で、C:0.02〜0.4%、Si:0.01〜0.55%、Mn:0.1〜3.0%、P:0.2%以下、S:0.05%以下、Al:0.1%以下、N:0.005%以下を含む組成の鋼素材に、(Ac3変態点+100℃)以上の温度に再加熱し、Ac3変態点を超える温度域における累積圧下率が50%以上となる熱間圧延を施した後、Ms点以下の温度まで空冷する熱間圧延工程と、0.1℃/s以上の加熱速度で、Ac3変態点〜Ac1変態点の温度域の温度まで再加熱し、しかるのちに、10℃/s以上の冷却速度でMs点以下の温度まで冷却する再加熱処理工程を順次施す。これにより、表層に、硬質相からなる基地中に軟質相が分散し、耐疲労き裂発生特性が向上する。
(もっと読む)
金属シート成形用ロールおよび金属シートの成形方法
【課題】金属の塑性変形を利用して金属シート表面に凸部を成形できる金属シート成形用ロールおよびそれを用いる金属シートの成形方法を提供することである。
【解決手段】 同一の軸線を有する第1胴部10、第2胴部11、12および軸部13、14を含み、第1胴部10を、その表面に複数の凹部が形成されるロール部材とし、第2胴部11、12を、第1胴部10の軸線方向の両端面20a、20bから第1胴部10に離反する方向に延び、その径が第1胴部10の軸線方向端部の径よりも小さいロール部材とし、軸部13、14を、第2胴部11、12の軸線方向の端面21a、21bから第1胴部10に離反する方向に延び、その径が第2胴部11、12の径よりも小さいロール部材とし、第1胴部10と第2胴部との間に段差がある金属シート成形用ロールを用いて金属シートを加圧成形する。
(もっと読む)
金属めっき処理方法
【課題】金属基材に直接貴金属をめっきして得られる金属材料において、少ない貴金属の使用量でもって、当該金属材料に所望の耐食性と低接触抵抗を付与する貴金属めっき方法を提供する。
【解決手段】貴金属めっき処理方法は、金属基材表面にめっき処理により貴金属粒子の凝集体の多数が島状に存在する領域を形成する工程(a)と、前凝集体記が島状に存在する領域に圧延処理を施して前記凝集体を二次元化する工程(b)とを備える。
(もっと読む)
金属ストリップの変形抵抗予測方法および冷間タンデム圧延機のセットアップ方法
【課題】冷間タンデム圧延機で圧延する材料の変形抵抗を高精度かつ簡単に予測することができる金属ストリップの変形抵抗予測方法、および予測した変形抵抗を用いた冷間タンデム圧延機セットアップ修正方法を提供する。
【解決手段】冷間タンデム圧延前に、熱間圧延後の金属ストリップコイル又は熱間圧延・酸洗後の金属ストリップコイルを全板幅にわたってせん断すると同時にせん断荷重を測定し、板厚、板幅、及びせん断荷重から前記金属ストリップの変形抵抗を求める。また、求めた変形抵抗により修正セットアップ荷重を求め、この修正セットアップ荷重に基づいて各圧延スタンドのプリセット値を修正する。
(もっと読む)
成形後の表面品質に優れる冷延鋼板およびその製造方法
【課題】自動車の外板に適用可能な、成形後の表面品質に優れる冷延鋼板およびその製造方法を提供する。
【解決手段】板厚中央部のHv硬さに対して表層20μmにおけるHv硬さの上昇量が5以上20以下であり、板厚中央部のHv硬さに対して表層40μmにおけるHv硬さの上昇量が5以下である。焼鈍後の調質圧延における伸長率SKPを0.3〜1.5%とし、かつ、調質圧延における単位幅荷重ULを、下記式(1)を満たすように製造することで、上記冷延鋼板が得られる。
(0.9×YS+2.9×LS)×10−3×(SKP−0.3)≦UL/9.8≦(0.9×YS+2.9×LS)×10−3×(1.18−9.1×10-3×UT)×(SKP−0.3)+0.3 ・・・(1)
ただし、YS:材料の降伏強度(MPa)、LS:ラインスピード(mpm)、UT:張力(N/mm2)、SKP:伸長率(%)、UL:単位幅荷重(KN/mm)である。
(もっと読む)
1 - 20 / 46
[ Back to top ]