
Fターム[4E004AC02]の内容
Fターム[4E004AC02]に分類される特許
1 - 20 / 27
銅合金鋳塊、銅合金板及び銅合金鋳塊の製造方法
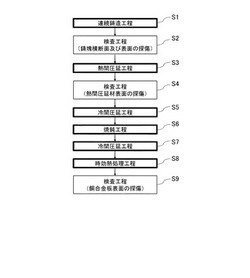
【課題】製品における欠陥を低減する。
【解決手段】Feを2.1重量%以上3.6重量%以下、Znを0.05重量%以上0.2重量%以下、Pを0.01重量%以上0.12重量%以下、Snを0.01重量%以上0.12重量%以下、Siを0.005重量%以上0.05重量%以下、Mnを0.005重量%以上0.06重量%以下含有し、残部がCuと不可避不純物からなる銅合金鋳塊11であって、連続鋳造を経た後の鋳造方向に垂直な断面において、結晶粒内および結晶粒界に存在する初晶鉄粒子の長径の平均値が5μm以下である。
(もっと読む)
鋳造装置及び方法

【課題】冷却速度を向上させた鋳造装置及び方法を提供する。
【解決手段】鋳造金属の溶融物を充填した鋳型21を、鋳造金属の溶融温度以上に加熱した加熱室から鋳型21を冷却する冷却室へ移動し、鋳造金属の溶融物を凝固、冷却して、鋳物Mcを鋳造する鋳造装置及び方法において、鋳型21の外周を金属のモールド23で囲うと共に、鋳型21とモールド23との間の隙間を充填材で埋め込んで介在層22を形成し、更に、モールド23に冷却流体Wを流す流路24を複数設けて、鋳造モールド20を構成した。
(もっと読む)
溶融金属を鋳て形状維持体を成形する方法
【課題】溶融金属を最終製品の状態に鋳造する際に、キャビティ内での溶融金属の周囲輪郭を制限することによって、開放式鋳型キャビティによる溶融金属の鋳造することに関する方法。
【解決手段】キャビティ軸線に沿うスタータブロックの往復動を開始させ、始動材料体はこれとタンデム関係をなして一連の第2の横断面(74)を通って往復動し、溶融金属の層(76)がキャビティの第1の横断面に隣接して始動材料体上に次々に積層し、該積層の互いに対向する両面の熱を奪取するにあたり、前記金属体に熱放散面(78)を定めて、前記排出端開口から排出される前記金属体(48)の複数の角度的に連続する各部(94)を区画に分けるやり方により前記速度を決め、更に、前記金属体の互いに対向する部分から熱を奪取するにあたり、前記互いに対向する部分の相対面積に従って前記熱格納平面の両側で熱を奪取する。
(もっと読む)
連続鋳造用鋳型及びその施工方法
【課題】銅合金の連続鋳造用鋳型、特にカーボン鋳型において、2分割スリーブ鋳型のシンプルな構造を生かしつつスリーブと水冷プロテクターの密着性を向上させるための鋳型構造及びその施工方法を提供する。
【解決手段】水冷プロテクター11の内壁に、短辺側で2分割したコ字状のスリーブ13を配した連続鋳造用鋳型において、水冷プロテクターの長辺側内壁に圧縮復元性を有する伝熱シート14を設け、短辺側の2分割スリーブ間に、その両スリーブを伝熱シートを介して水冷プロテクターの長辺側内壁に押し付ける拡幅手段18を設けたものである。
(もっと読む)
溶融めっき鋼板およびその製造方法
【課題】良好な延性と曲げ性とを有する溶融めっき鋼板およびその製造方法を提供する。
【解決手段】鋼板表面に溶融めっき層を有する溶融めっき鋼板において,鋼板は,質量%で,C:0.03〜0.35%,Si:0.005〜2.0%,Mn:1.0〜4.0%,P:0.0004〜0.1%,S:0.02%以下,sol.Al:0.0002〜2.0%,N:0.01%以下を含有する化学組成を有し,濃化部平均間隔が1000μm以下であり,表層領域における鋼組織が,フェライトを90面積%以上含有し,内部領域における鋼組織が,面積率で,フェライト:20〜90%,マルテンサイト:1〜30%及び残留オーステナイト:0.5%以上を含有するとともにフェライト平均粒径が1.0〜20μm以下であり,界面における深さが3〜10μmであるクラックの数密度が3〜1000個/mm以下であり, TSが590MPa以上,TS×El値が9000MPa・%以上である。
(もっと読む)
連続鋳造用鋳型及び連続鋳造方法
【課題】鋳型板を局部的に変形及び冷却することにより、凝固シェルの凝固均一度を向上すること。
【解決手段】本発明の連続鋳造用鋳型1は、鋳型板12の表面側に設けられる銅板31と、鋳型板12の背面側に設けられ、銅板31を支持するバックフレーム32と、バックフレーム32の少なくとも中央部を縦横にブロック状に分割して構成され、冷媒を用いて銅板31の背面を冷却する複数の冷却ユニット40と、複数の冷却ユニット40を銅板31の板厚方向に個別に押し出す複数の押出機構50を備えることを特徴とする。
(もっと読む)
連続鋳造開始判定方法及び連続鋳造開始判定装置
【課題】連続鋳造型の鋳込孔に充填された溶湯を、鋳塊として連続鋳造型の下部に設けられた鋳込孔開口部から下型と共に引き抜くことにより連続鋳造する際に、その連続鋳造開始タイミングの判定を正確に行う。
【解決手段】温度センサにて下型の上面から10mm間隔の4ヶ所での溶湯の固相率Sf1〜Sf4を求め(S104,S106)、特定の固相率分布で連続鋳造開始タイミングであると判定する(S108でYES)。特定の固相分布とは、下型の上面で固相率Sf1が100%、上方に10mmの位置で固相率Sf2が10.6〜12.8%、30mmの位置で固相率Sf3が0%、20mmの位置で固相率Sf4が1.1〜4.9%である。この固相率分布で連続鋳造を開始することで、ブレークアウトを防止でき、中子を締め付ける力が非常に小さくて吊り下がりが生じることがない連続鋳造開始タイミングを正確に判定することができる。
(もっと読む)
中空インゴットの半連続鋳造方法および装置
中空インゴットの半連続鋳造方法および関連装置について説明する。一実施形態では、金属中空インゴットの半連続鋳造方法を提供する。この方法は、冷媒用の環状空間を形成するよう配置した内パイプおよび外パイプを有する鋳型中心と外鋳型とからなる鋳型を提供するステップと、環状空間に冷媒を循環させるステップと、原材料を鋳型に供給するステップと、原材料を加熱して溶融材料を生成するステップと、鋳型中心を外鋳型に対して徐々に下方へ移動させるステップと、溶融材料を凝固させて中空インゴットを形成するステップと、を含む。中空インゴットの半連続鋳造装置、および中空インゴットの半連続鋳造方法から得られる製品に関連する実施形態についても説明する。  (もっと読む)
(もっと読む)
溶融金属を鋳て形状維持体を成形する方法及び装置
【課題】溶融金属を最終製品の状態に鋳造する際に、キャビティ内での溶融金属の周囲輪郭を制限することによって、開放式鋳型キャビティによる溶融金属の鋳造することに関する方法及び装置を提供する事。
【解決手段】始動材料体(70)をキャビティ(4)内でスタータブロック(60)とキャビティの軸線(12)に対して横方向のキャビティの第1の横断面(72)との間に入れた状態で、キャビティ軸線に沿うスタータブロックの往復動を開始させると、溶融金属の層(76)がキャビティの第1の横断面に隣接して始動材料体上に次々に積層し、かかる溶融金属層は、その内部の固有の溶射力を受けてキャビティ軸線から相対的に周囲方向外方に迅速に膨張する。かかる層の相対的に周囲方向外方への膨張を鋳造面(62)で制限し、この鋳造面は、キャビティの軸線の回りに周囲方向外方へフレア状になっていて、各層中に生じる熱収縮力が溶射力と釣り合うことができるようになる。
(もっと読む)
マグネシウム合金部材の製造方法
【課題】安価で鍛造性に優れたマグネシウム合金部材の製造方法を提供する。
【解決手段】Mgと、Znと、Yと、全量に対して0.1〜0.7重量%の範囲のZrとを溶解し、得られた溶湯Mを所定の形状の鋳型3に連続的に供給し、該鋳型3内で冷却して取り出すことにより、ZnとYとを含むマグネシウム合金からなり、且つ50〜150μmの範囲の結晶粒子径を有する鋳造体Maを得る工程と、該鋳造体を350〜500℃の範囲の温度に加熱して鍛造することにより、マグネシウム合金部材となる鍛造体を得る工程とを備える。前記鍛造により付与される相当歪み量が、1.1〜5.0の範囲である。
(もっと読む)
溶融金属を鋳て形状維持体を成形する方法及び装置
【課題】溶融金属を最終製品の状態に鋳造する際に、キャビティ内での溶融金属の周囲輪郭を制限することによって、開放式鋳型キャビティによる溶融金属の鋳造することに関する方法及び装置を提供すること。
【解決手段】始動材料体(70)をキャビティ(4)内でスタータブロック(60)とキャビティの軸線(12)に対して横方向のキャビティの第1の横断面(72)との間に入れた状態で、キャビティ軸線に沿うスタータブロックの往復動を開始させると、始動材料体はこれとタンデム関係をなして一連の第2の横断面(74)を通って往復動し、溶融金属の層(76)がキャビティの第1の横断面に隣接して始動材料体上に次々に積層し、該積層の互いに対向する両面の熱を奪取するにあたり、前記積層の表面に液体冷却剤を当てる手段が採られ、前記冷却剤は前記形状維持体の複数の異なる部分の表面に当てて複数の異なる量だけ放出されることを特徴とする。
(もっと読む)
溶融金属を鋳て形状維持体を成形する方法及び装置
【課題】溶融金属を最終製品の状態に鋳造する際に、キャビティ内での溶融金属の周囲輪郭を制限して、開放式鋳型キャビティによる溶融金属を鋳造する方法及び装置を提供することである。
【解決手段】始動材料体(70)をキャビティ(4)内でスタータブロック(60)とキャビティの軸線(12)に対して横方向のキャビティの第1の横断面(72)との間に入れた状態で、キャビティ軸線に沿うスタータブロックの往復動を開始させると、始動材料体はこれとタンデム関係をなして一連の第2の横断面(74)を通って往復動し、溶融金属の層(76)がキャビティの第1の横断面に隣接して始動材料体上に次々に積層し、かかる溶融金属層がキャビティの輪郭とは異なっている所定の外周輪郭を維持する。
(もっと読む)
鋼の連続鋳造方法
【課題】モールドパウダーの物性および鋳片の冷却条件を総合して鋳造条件を適正化することにより、鋳片表面の横ひび割れを防止することのできる連続鋳造方法を提供する。
【解決手段】鋳型内の溶鋼表面に添加するモールドパウダーの1300℃における粘度を0.40〜0.85poiseとし、かつ、モールドパウダーの1300℃における粘度η(poise)と凝固温度Tc(℃)と、鋳型内表面と鋳片との間の局所熱流束Q(MW/m2)とを用いて表される下記(1)式により定義されるモールドパウダー指数Wの値を10〜35の範囲として鋳造することを特徴とする鋼の連続鋳造方法である。
W=1000×η2×Tc-0.5×Q3.5 ・・・・(1)
(もっと読む)
金属の連続鋳造のためのモールド及び当該モールドを製造する方法
本発明は、冷却可能な走行面(11)と、耐火材料からなる湯のガイド手段(12)とを備えており、当該ガイド手段(12)が流れの方向において前記走行面(11)の上流に配設されている、金属の連続鋳造のためのモールド(10)に関する。本発明は、前記ガイド手段(12)に径方向のプレストレスが付与されていることを特徴としている。  (もっと読む)
(もっと読む)
鋳型の側板での抜熱量を制御するための方法及び制御装置
本発明は、金属鋳造用の鋳型200での抜熱量qを制御するための方法及び制御装置に関する。鋳型の側板を通る冷媒300の流量Vを好適に変更することによって、側板の抜熱量を所定の目標値qSollに調整する。本発明では、抜熱量の制御を異なる鋳型を使用する毎に毎回側板の異なる厚さ又はコーティングに適合させる、或いは鋳造運転の間又は異なる品質の鋼鉄の鋳造時に変更される側板の形態に適合させる必要性が無いようにするために、特に、側板200の冷媒出口と冷媒入口での冷媒300の温度差及び冷媒の材料の定数から定常的な鋳造運転の間の抜熱量qの実際値をそれぞれ好適にリアルタイムに計算することを提案する。  (もっと読む)
(もっと読む)
連続鋳造鋳型及び連続鋳造方法
【課題】鋳型幅方向での冷却むらを緩和し、鋳片表面割れやブレークアウトを抑制して製品表面品質を向上すると共に、冷却板の亀裂発生を防止して鋳型冷却板の寿命を延ばす。
【解決手段】連続鋳造鋳型用冷却板10の冷却液流路(スリット)12を、鋳造方向に対して直角の鋳型断面全周の少なくとも50%以上の部分で、鋳造方向軸に対して傾斜させる。
(もっと読む)
鋳造金属の均質化および熱処理
熱間および冷間圧延のような更なる加工を容易にする微細組織を有する金属インゴットを鋳造する方法。急速冷却を実現するようにインゴットの外側表面に冷却液のスプレーを向けた、ダイレクトチル鋳造モールドまたは相等物で金属を鋳造する。出てくるエンブリオニックインゴットがまだ完全に固体ではない位置で表面から冷却剤を除去し、凝固の潜熱と溶融コアの顕熱とが隣接する固体シェルの温度を金属のその場均質化のための変態温度より高い収束温度に上昇させる。その後更なる従来の均質化工程が必要ない。本発明はまたこのような合金の熱間加工前の熱処理にも関する。 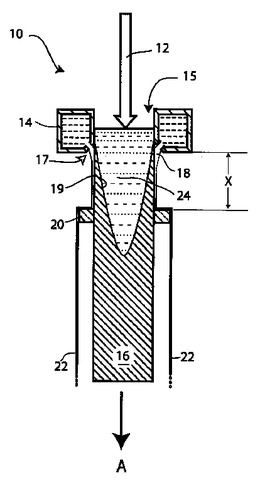 (もっと読む)
(もっと読む)
溶融金属の連続鋳造用鋳型
【課題】磁束遮蔽板を具備する溶融金属の連続鋳造用鋳型において、磁束遮蔽板を効果的に冷却すると共に十分な設備耐久性を確保した構造を提供する。
【解決手段】鋳型4上部に電磁撹拌用コイル2を収納する電磁撹拌用コイル収納室1を配し、鋳型下部に電磁制動装置10を配し、電磁撹拌コイル2と電磁制動装置10の間にコイル収納室下部プレート12の一部として配置された磁束遮蔽板7を具備する溶融金属の連続鋳造用鋳型において、磁束遮蔽板7に冷却パネル8を張設すると共に冷却水に接触する磁束遮蔽板表面に30〜50μの厚みのNiメッキにて防錆処置を施した連続鋳造用鋳型。
(もっと読む)
ロータリーカム軸材及びその連続鋳造方法
【課題】 ロータリーカム軸材と、これを品質よく連続鋳造できる方法の提供。
【解決手段】 方法は、ダイス4が鋳造製品のロータリーカム軸材断面形状に対応する内孔8を有し、ダイスの回りに水冷ジャケット5を配置してダイスを冷却し、ダイスに鋳鉄溶湯を流入させて凝固させながら引き出すロータリーカム軸材11の連続鋳造方法において、ダイスの内孔周面部の冷却を均等化するために水冷ジャケットとは別の第2冷却手段9(黒鉛ダイスを部分的に冷却する)を適用するか、黒鉛ダイスを出た後のロータリーカム軸材外周の温度を均等化するために更に別の第2冷却手段(空気又は霧状の水を噴射する)を適用するか、その双方の第2冷却手段を適用する。ロータリーカム軸材を高品質に連続鋳造できる。
(もっと読む)
異形断面鋳鉄棒並びにその連続鋳造方法及び装置
【課題】 異形断面の鋳鉄棒を品質よく連続鋳造できる方法及び装置の提供。
【解決手段】 方法は、黒鉛ダイス4が鋳造製品の異形断面形状に対応する異形内孔8を有し、黒鉛ダイスの回りに水冷ジャケット5を配置して黒鉛ダイスを冷却し、黒鉛ダイスに鋳鉄溶湯を流入させて凝固させながら引き出す異形断面鋳鉄棒11の連続鋳造方法において、黒鉛ダイスの異形内孔周面部の冷却を均等化するために水冷ジャケットとは別の第2冷却手段9(黒鉛ダイスを部分的に冷却する)を適用するか、黒鉛ダイスを出た後の鋳鉄棒外周の温度を均等化するために別の第2冷却手段(空気又は霧状の水を噴射する)を適用するか、その双方の第2冷却手段を適用する。異形断面鋳鉄棒を高品質に連続鋳造できる。装置は、第2冷却手段として黒鉛ダイス内に冷媒通路10を埋設するか、黒鉛ダイス出口に指向して空気又は水噴射ノズルを設ける。
(もっと読む)
1 - 20 / 27
[ Back to top ]