
Fターム[4E004HA01]の内容
連続鋳造 (7,741) | ガス吹込み(ノズルから鋳型内) (116) | 浸漬ノズルを介するもの (42)
Fターム[4E004HA01]に分類される特許
1 - 20 / 42
浸漬ノズル及びこれを用いた鋼の連続鋳造方法
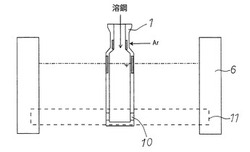
【課題】浸漬ノズルに吹き込まれたアルゴンガスによるスリバーの発生を抑制することができる浸漬ノズル及びこれを用いた鋼の連続鋳造方法を提供する。
【解決手段】メニスカスよりも上方位置にアルゴンガスの供給部5を備え、ノズルの断面形状がモールドの長手方向に長辺が位置する扁平形状であり、長辺方向のノズル内径幅Wが100mm以上である浸漬ノズルを用いる。これを連続鋳造設備のモールド6内に浸漬し、ノズルの内部空間7にアルゴンガスを供給するとともに、吐出孔10の近傍に電磁ブレーキを強く作用させながら溶鋼を供給し、連続鋳造する。
(もっと読む)
耐摩耗鋼の連続鋳造方法
【課題】Tiを含有する耐摩耗鋼の気泡欠陥を防止して高品質な鋳片を得ることができる連続鋳造方法を提供する。
【解決手段】C:0.05〜0.35質量%,Si:0.05〜1.0質量%,Mn:0.1〜2.0質量%,B:0.0003〜0.0030質量%,Ti:0.1〜1.0質量%,Al:0.002〜0.1質量%, Cr:0.1〜1.0質量%,Mo:0.05〜1.0質量%,W:0.05〜1.0質量%を含有し、残部がFeおよび不可避的不純物からなる組成を有し、鋳片の幅を1300〜1900mm、鋳造速度を0.50〜1.00m/分とし、さらに浸漬ノズルに吹き込むArガスの流量MARとN2ガスの流量MN2をそれぞれMAR:2.0〜14.4NL/分、MN2:0.5〜10.8NL/分とするとともに、Arガスの流量MARとN2ガスの流量MN2が2.6≦MAR+1.2×MN2≦15.0を満足する範囲で連続鋳造を行なう。
(もっと読む)
鋳片の連続鋳造方法

【課題】鋳片全幅にわたって中心偏析を皆無とすることが可能な連続鋳造方法を提供する。
【解決手段】浸漬ノズルから鋳型内に溶鋼を供給し、供給した溶鋼を凝固させながら引き抜き、未凝固部を含む鋳片を凝固完了までに圧下ロールを用いて圧下する連続鋳造方法において、前記浸漬ノズルとして、側面に溶鋼の吐出孔を1個有する浸漬ノズルを2本用い、各浸漬ノズルは前記吐出孔から吐出される溶鋼が互いに衝突するように前記鋳型の幅方向に配置されるとともに、前記吐出孔からの溶鋼の吐出方向が、鋳型内の溶鋼湯面に対して鋳込み方向下向きに5°〜25°の角度に傾斜しており、前記各浸漬ノズルにArガスを1本当たり5NL/min以上15NL/min以下の流量で吹き込みながら、前記吐出孔からArガスが混入した溶鋼を吐出させる。
(もっと読む)
鋼の連続鋳造方法
【課題】浸漬ノズルの内壁面にアルミナが付着するのを効果的に抑制し、浸漬ノズルの閉塞を防止することができる鋼の連続鋳造方法を提供する。
【解決手段】浸漬ノズル6の内壁のうち、吐出孔13の上端より少なくとも500mm上方の位置から下方の領域の全てを、質量%で、CaOを2%以上5%未満、SiO2を20%以下で含有するアルミナ−グラファイト質耐火物で構成した浸漬ノズル6を用い、この浸漬ノズル6内にArガスを吹き込み、浸漬ノズル内でのArガスの流量を0.8〜8Nl/minとしつつ、25〜200cm/sの流速で溶鋼2を通過させて吐出孔13から鋳型14に供給し、連続鋳造を行う。
(もっと読む)
連続鋳造装置および連続鋳造方法
【課題】電磁ブレーキを使用する連続鋳造装置において、浸漬ノズルの吐出孔から吐出される溶鋼流中の気泡の鋳型内への流出自体を抑える方法を提供する。
【解決手段】タンディッシュ3からの溶鋼を鋳型幅方向側面に形成された吐出孔11、11から鋳型内に吐出させる浸漬ノズル10は、注入部10aと本体部10bとによって構成されている。本体部10b内における吐出孔11の上縁から上方には、少なくとも鋳型幅方向における長さLがスライディングゲート5の注入口5dの下端内直径Dよりも大きい、気泡回収部Sが形成され、1.5D≦L≦4Dである。気泡回収部S内は、ガス供給部31から供給されるArガスによって、一定の正圧である。
(もっと読む)
鋼の連続鋳造方法および鋼板の製造方法
【課題】気泡や非金属介在物、モールドフラックスの巻き込みによる欠陥が少なく、且つブリスター欠陥が少ない鋼板を製造する。
【解決手段】各々1対の上部磁極と下部磁極を備えるとともに、溶鋼吐出角度が10°以上30°未満の浸漬ノズルを備えた連続鋳造機を用い、前記上部磁極と下部磁極に各々印加される直流磁界により溶鋼流を制動しつつ、極低炭素鋼を連続鋳造するに際し、極低炭素鋼の化学成分を、凝固シェル前面の濃度境界層中の界面張力勾配を考慮した特定の範囲に調整するとともに、鋳造するスラブ幅および鋳造速度に応じて、上部磁極と下部磁極に各々印加する直流磁界の強度を最適化し、さらに、このような連続鋳造法で鋳造されたスラブを圧延して得られた熱延鋼板を、特定の条件で酸洗および冷間圧延する。
(もっと読む)
鋼の連続鋳造方法
【課題】気泡性欠陥やフラックス性欠陥などが少ない高品質の鋳片を提供する。
【解決手段】鋳型外側に、鋳型長辺部を挟んで対向する1対の上部磁極3a・3bと1対の下部磁極4a・4bを備えるとともに、浸漬ノズルの溶鋼吐出孔20が、前記上部磁極の直流磁場のピーク位置と前記下部磁極の直流磁場のピーク位置の間に位置する連続鋳造機を用い、前記1対の上部磁極と1対の下部磁極に各々印加される直流磁界により溶鋼流を制動し、且つ前記1対の上部磁極に重畳印加される交流磁界により溶鋼を撹拌しつつ、鋼の連続鋳造を行う方法であって、鋳造するスラブ幅と鋳造速度に応じて、上部磁極に印加する交流磁界の強度と上部磁極および下部磁極に印加する直流磁界の強度を特定の範囲に制御する。
(もっと読む)
鋼の連続鋳造方法
【課題】気泡性欠陥やフラックス性欠陥などが少ない高品質の鋳片を得る方法を提供する。
【解決手段】鋳型外側に、鋳型長辺部を挟んで対向する1対の上部磁極と1対の下部磁極を備えるとともに、浸漬ノズルの溶鋼吐出孔が、前記上部磁極の直流磁場のピーク位置と前記下部磁極の直流磁場のピーク位置の間に位置する連続鋳造機を用い、前記1対の上部磁極と1対の下部磁極に各々印加される直流磁界により溶鋼流を制動し、且つ前記1対の上部磁極に重畳印加される交流磁界により溶鋼を撹拌しつつ、鋼の連続鋳造を行う方法であって、鋳造するスラブ幅と鋳造速度に応じて、上部磁極に印加する交流磁界の強度と上部磁極および下部磁極に印加する直流磁界の強度を特定の範囲に制御する。
(もっと読む)
鋼の連続鋳造方法
【課題】 アルミナなどの浸漬ノズル内壁への付着を防止するべく、タンディッシュから鋳型への溶鋼流出孔内を流下する溶鋼中にArガス及び窒素ガスを吹き込んで溶鋼を連続鋳造するにあたり、アルミナなどの非金属介在物の付着が発生したならば、この非金属介在物の付着を、鋳型内溶鋼の湯面変動を増大させることなく動的に防止する。
【解決手段】 タンディッシュ1から鋳型2への溶鋼流出孔11を流下する溶鋼中にArガス及び窒素ガスを吹き込みながら溶鋼17を連続鋳造する、鋼の連続鋳造方法において、Arガスの吹き込み流量は一定値とし、前記溶鋼流出孔を構成する浸漬ノズル9でのノズル詰まり傾向が発生したときは、窒素ガスの吹き込み流量をノズル詰まりの発生していない鋳造時期よりも増大し、ノズル詰まり傾向が解消したときは、窒素ガスの吹き込み流量をノズル詰まりの発生していない鋳造時期と同等になるように減少する。
(もっと読む)
鋳型内とその下方に亘って気泡介在物洗浄効果が得られる、ブルームの連続鋳造方法
【課題】鋳型内とその下方に亘って連続的な気泡介在物洗浄効果を得ることができる、ブルームの連続鋳造方法を提供する。
【解決手段】ブルームを、浸漬ノズル内にArガスを吹き込みつつ連続鋳造するに際し、コイル7が巻回されたコア20を有し、鋳型1内の溶鋼に対して旋回流を付与するための第1移動磁場を発生させる、第1移動磁場発生装置5を設ける。コイル10が巻回されたコア21を有し、鋳型1よりも下方の溶鋼に対して旋回流を付与するための第2移動磁場を発生させる、第2移動磁場発生装置12を設ける。前記の第1移動磁場の旋回方向と、前記の第2移動磁場の旋回方向と、は同一の旋回方向とする。前記第1移動磁場発生装置5の上記コア20の下端20dから、前記第2移動磁場発生装置12の上記コア21の上端21uに至るまでの距離A3[m]は、0.3〜0.7とする。
(もっと読む)
連続鋳造用ノズルおよび連続鋳造用ノズルにおけるガス供給管接続用ネジの固定方法
【課題】ガス供給管の接続に伴ってガス供給管接続用ネジが回転してしまうことがない回り止め構造を備えた連続鋳造用ノズルおよび連続鋳造用ノズルにおけるガス供給管接続用ネジの固定方法を提供する。
【解決手段】本発明の連続鋳造用ノズル1は、ノズル本体2内に設けられノズル内孔3にガスを供給可能なガス導入路4と、ガス導入路4内にガスを供給するガス供給管20をノズル本体2に接続するためのガス供給管接続用ネジ5と、ガス供給管接続用ネジ5の取り付け部位付近のノズル本体2に巻回された鉄皮6とを有した連続鋳造用ノズルであって、ガス供給管接続用ネジ5は外形に角部5Aを備えた頭部フランジ5aを有し、鉄皮6はガス供給管接続用ネジ5の頭部フランジ5aと係合して頭部フランジ5aを回転不能とする頭部フランジ嵌入穴6aを有している。
(もっと読む)
連続鋳造用浸漬ノズル及びその設計方法
【課題】ノズル内壁からノズル内孔にガスを吹き込む構造を有する浸漬ノズルにおいて、ガスを吹き込む領域の横断面上のガス吹き込み量を均一化、あるいは意図的に変化させることができるようにし、ノズル内壁への介在物等の付着防止の効果を高めること
【解決手段】溶鋼流路となるノズル内孔1に面するノズル内壁の一部に通気性耐火物2を配置し、この通気性耐火物2からノズル内孔1にガスを吹き込む連続鋳造用浸漬ノズル10において、通気性耐火物2の外周側に第1の中空室4を設け、第1の中空室4とは別に、前記通気性耐火物よりも相対的に通気性の低い難通気性耐火物の中に第2の中空室5を設け、第1の中空室4と第2の中空室5とを複数の中空室間貫通孔6によって連通させると共に、第2の中空室5とガス供給口7とをガス供給経路8によって連通させた。
(もっと読む)
連続鋳造用浸漬ノズル
【課題】ガス供給用耐火物の局所的な溶損進行を抑制でき、不活性ガスの吹込みを、周方向で均等かつ安定に行うことが可能な連続鋳造用浸漬ノズルを提供する。
【解決手段】ガス供給用耐火物で形成した溶鋼流入口11に配置されたストッパー12で、タンディッシュからの溶鋼の流量制御を行い、ガス供給用耐火物から溶鋼中へ不活性ガスを吹込みながら、溶鋼流路13の溶鋼を吐出孔部14からモールドへ注湯する連続鋳造用浸漬ノズル10であり、ストッパー12との当接位置Pよりも下方で、かつ吐出孔部14の高さ位置での溶鋼流路の内径をDとした場合、溶鋼流入口11の上端位置T1より下方への距離Hが40mm以上、(1.1×D+78)mm以下である範囲R内の稼動面17の少なくとも一部が、ガス供給用耐火物で形成され、ストッパー12との当接位置Pよりも下方で、範囲R内の稼動面17の一部に、溶損防止用耐火物18を配置した。
(もっと読む)
連続鋳造用ノズル
【課題】ガス供給口から吹き込まれたガスをポーラス耐火物の周囲に拡散させ、ガス吹きの偏り(偏析)を抑えることが可能な上部ノズルを提供すること。
【解決手段】少なくとも一部がポーラス耐火物からなるノズルれんが本体10と、ノズルれんが本体10の周囲を被覆する鉄皮20と、鉄皮20に設けられたガス供給口21とを具備する上部ノズルにおいて、ガス供給口21とノズルれんが本体10との間に、ガス供給口21よりも小さな面積の貫通孔24が形成された遮蔽板23を設置した。
(もっと読む)
鋼の連続鋳造方法
【課題】ノズル接合部に与えられる押付け力による液体シールの分断がなく、長期間にわたってノズル接合部からの大気の吸い込みを確実に防止できる鋼の連続鋳造方法を提供する。
【解決手段】ノズル接合部が内外二重の耐火性パッキング材11、12の間に保持された液体シール材10によってシールされた連続鋳造設備を用いて行う鋼の連続鋳造方法である。本発明では、各耐火性パッキング材11、12の厚さを押付け力が加わらない状態では液体シール材10に接する側で薄く、その反対側では厚くしておき、液体シール材の固化状態における厚さd0を1〜8mm、幅w0を3mm以上とすることにより、ノズル接合部に押付け力を加えて各耐火性パッキング材11、12を扁平に押しつぶしたときに液体シール材10が分断されることを防止し、ノズル接合部のシールを確保しながら鋳型への溶湯注入を行う。
(もっと読む)
連続鋳造用浸漬ノズル
【課題】連続鋳造用浸漬ノズルにおいて、ノズル下部領域の内壁面全体から不活性ガスを均一に吹き込み、ノズル内壁面への非金属介在物の付着・堆積を効果的に抑制する。
【解決手段】ノズル本体の下端に底部1を有し、その直上の側壁部に溶鋼吐出孔2が貫設された浸漬ノズルであって、ノズル本体の内部に、ノズル軸線方向に沿ったガス通路3と、少なくとも底部1から溶鋼吐出孔2の上部部位までのノズル本体下部領域xに形成され、ガス通路3と連通する網状連続細孔4とを有する浸漬ノズルにおいて、ノズル本体の網状連続細孔4に面した内壁部材5をガス透過性の多孔質体で構成し、網状連続細孔4の孔端を溶鋼吐出孔2の内壁面20に開口させない構造とする。不活性ガスの吹き込みが溶鋼吐出孔内壁面に偏ることがなく、網状連続細孔4に面した内壁部材5を通じて、ノズル下部領域の内壁面全体から不活性ガスを均一に吹き込むことができる。
(もっと読む)
鋼の連続鋳造方法
【課題】浸漬ノズル内側からの不活性ガス流出量低下に起因して、浸漬ノズル内側から吐出する不活性ガス気泡が小さな浮上性に乏しい気泡となり、その結果、モールド内で溶鋼中の微小介在物を浮上分離する効果が充分に得られず、残存した溶鋼中の微小介在物に由来してスリバーが頻発する問題、を改善した鋼の連続鋳造方法を提供する。
【解決手段】浸漬ノズルを介して、タンディッシュからモールド内に溶鋼を連続注入する際、浸漬ノズルへ不活性ガスを吹き込み、浸漬ノズル内周部を構成する通気性耐火物から気泡を吐出させて浸漬ノズルの閉塞を防止する連続鋳造方法において、浸漬ノズル内に供給される不活性ガス供給量の全体量(A)に占める、浸漬ノズル内側に位置する内孔体部3からの不活性ガス流出量(B)が、0.8≦B/A≦0.95となる浸漬ノズルを使用する。
(もっと読む)
鋼の連続鋳造方法
【課題】気泡性欠陥やフラックス性欠陥などが少ない高品質の鋳片を得ることができる連続鋳造方法を提供する。
【解決手段】鋳型長辺部を挟んで対向する1対の上部磁極3a、3bと1対の下部磁極4a、4bを備え、且つ溶鋼吐出孔の水平方向から下向きの溶鋼吐出角度αが30°以上50°未満の浸漬ノズルを備えた連続鋳造機を用い、上部磁極と下部磁極に各々印加される直流磁界により溶鋼流を制動しつつ、鋼の連続鋳造を行う方法において、鋳造するスラブ幅と鋳造速度に応じて、上部磁極と下部磁極に各々印加する直流磁界の強度および両直流磁界の強度比を最適化することにより、従来問題とされてきたような非金属介在物やモールドフラックスによる欠陥だけでなく、微小な気泡やモールドフラックスによる欠陥が少ない高品質の鋳片を得る。
(もっと読む)
連続鋳造用浸漬ノズルの予熱方法及び連続鋳造方法
【課題】熱効率が良く、良好な鋼品質が得られる連続鋳造用浸漬ノズルの予熱方法および連続鋳造方法を提供する。
【解決手段】連続鋳造機のタンディッシュから溶鋼を鋳型に注湯する浸漬ノズルを、注湯前に予め加熱する浸漬ノズルの予熱方法において、誘導コイルによる誘導加熱を不活性ガス雰囲気下で行うこと。この場合、浸漬ノズルの内外面に近接配置した誘導コイルにより誘導加熱を行うこと、および、浸漬ノズルは、カーボンを含む多孔体耐火物からなるガス吹き込み部を有すると共に、該ガス吹き込み部を除く他のノズル本体表面を酸化防止剤で被覆することが好ましい。
(もっと読む)
スラブ鋳片の連続鋳造方法
【課題】 電磁力を利用して鋳型内の溶鋼流動を制御することにより、表層部及び内部ともに酸化物系非金属介在物の少ない、高清浄性のスラブ鋳片を安定して鋳造する。
【解決手段】 その下部に、それぞれ鋳型短辺方向を向いた2つの吐出孔10を有する浸漬ノズル9を用いてタンディッシュ1内の溶鋼を鋳型2に注入してスラブ鋳片22を連続鋳造するにあたり、前記浸漬ノズルを介して注入される溶鋼中に吹き込む不活性ガス流量を5L/min以下とし、且つ、前記浸漬ノズルの吐出孔よりも下方位置に鋳片幅全域にわたる静磁場24を印加するとともに、該静磁場の印加位置よりも下方であって、鋳型内溶鋼湯面から1m以上離れた下方位置に、溶鋼を水平方向に旋回させるための交流移動磁場25を印加する。
(もっと読む)
1 - 20 / 42
[ Back to top ]