
Fターム[4E004MB01]の内容
連続鋳造 (7,741) | 注湯・溶湯のためのもの (870) | 溶湯レベルの制御 (108)
Fターム[4E004MB01]の下位に属するFターム
溶湯流量を制御するもの (28)
鋳片引抜速度を制御するもの (33)
溶湯流量と鋳片引抜速度を制御するもの (12)
タンディッシュ内の溶湯のためのもの (19)
Fターム[4E004MB01]に分類される特許
1 - 16 / 16
連続鋳造方法
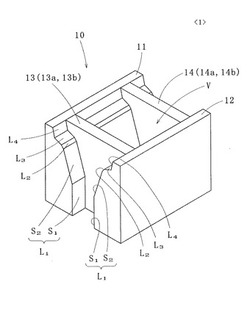
【課題】鋳片の厚さに応じた幅を有する短辺に交換することで、共通の長辺を用いて厚さの異なる複数形状の鋳片の鋳造を行うことが可能な連続鋳造方法を提供する。
【解決手段】対向配置された長辺11、12の間に、鋳造する鋳片の厚さに対応した幅を有するN種類の短辺13、14、13a、14a、13b、14bを交換可能に対向配置して、上下方向に貫通状態で形成される鋳型空間部Vに溶鋼を入れて、N種類の厚さの鋳片の鋳造が可能な連続鋳造方法であって、対向する長辺11、12に、最上部を除いて上から下に連通するN個の分割勾配領域L1、L2、L3を、順次幅を狭くした短辺13b、14b、13a、14a、13、14の幅によって決定される鋳片の凝固開始側の凝固収縮プロフィールにそれぞれ近似させて形成し、選択された短辺13、14、13a、14a、13b、14bによって決定される鋳片の幅に対応する分割勾配領域L1、L2、L3内に、溶鋼の湯面高さ位置を設定する。
(もっと読む)
平版印刷版用アルミニウム合金板の製造方法、ならびに該製造方法により得られる平版印刷版用アルミニウム合金板および平版印刷版用支持体

【課題】表面組成が均一な平版印刷版用アルミニウム合金板を得ることができ、面状故障のない平版印刷版用支持体を作製することができる平版印刷板用アルミニウム合金板の製造方法の提供。
【解決手段】アルミニウム合金溶湯を溶湯供給ノズルを介して一対の冷却ローラの間に供給し、前記一対の冷却ローラによって前記アルミニウム合金溶湯を凝固させつつ圧延を行う、連続鋳造法による平版印刷版用アルミニウム合金板の製造方法であって、前記溶湯供給ノズル7に前記アルミニウム合金溶湯100を供給する容器6において、該容器の内部に存在する前記アルミニウム合金溶湯の液面の垂直方向の振幅を10mm以下とし、前記容器の内部に存在する前記アルミニウム合金溶湯の液面の垂直方向の振幅を10mm以下とする手段として、上部開口部の面積が50×50(cm2)以上の前記容器を用いることを特徴とした平版印刷版用アルミニウム合金板200の製造方法。
(もっと読む)
金属鋳塊製造方法、金属鋳塊製造装置
【課題】 鋳塊の品質を確保するとともに、早期に鋳塊品質を判断することが可能な金属鋳塊製造方法等を提供する。
【解決手段】 制御部は、測定された比抵抗から、溶湯情報である化学組成を算出し、これが基準値となるように制御を行うと同時に、本発明では、基準製造条件(ここでは成分範囲)と常に比較して、基準製造条件から外れることがないか連続して監視する。基準条件範囲から成分組成が外れると、制御部は、成分組成の測定位置(すなわち溶湯情報の取得位置)およびその時刻から、当該溶湯が凝固して鋳塊となる位置を算出する。この異常鋳塊位置が後方の各工程に送られて、後方において該当する位置の鋳塊を除去することができる。
(もっと読む)
連続あるいは半連続鋳造装置の湯面レベル制御装置及び湯面高さ制御方法
【課題】樋内及び鋳型内の材料やセンサの構造,種類等に起因する影響を受けることなく、正確かつ高信頼に湯面レベル制御を行うことのできる連続及び半連続鋳造における湯面レベル制御装置及び湯面レベル制御方法を提供する。
【解決手段】炉体と樋との間に設けられた出湯調節手段と樋にかかる重量を検出することによって樋内溶湯量を計測する樋内溶湯量測定器と、この樋内溶湯量測定器で計測された樋内溶湯量に基づいて、出湯調節手段を調節して樋内溶湯量を一定に保つための炉体からの出湯量制御信号を生成する出湯制御手段と、を備える。
(もっと読む)
浸漬ノズルの浸漬深さ変更方法
【課題】鋳造初期及び鋳造末期に、鋳型内の溶鋼の湯面変動を起こりにくくする。
【解決手段】連続鋳造において、鋳造開始後から鋳造速度が定速に達する前まで、浸漬ノズルの鋳型内の溶鋼への浸漬深さを深くする。そして、鋳造開始後に鋳造速度が連続鋳造の定速に達した時の浸漬ノズルの浸漬深さを、鋳造開始後から鋳造速度が定速に達する前までの浸漬ノズルの浸漬深さより浅くする。その後、鋳造速度が定速であり且つ鋳造終了時に近い状態にかけて、浸漬ノズルの浸漬深さを、段階的に深くする。鋳造開始後に鋳造速度が連続鋳造の定速に達した時の浸漬ノズルの浸漬深さは、連続鋳造中の浸漬深さの中のうち最も浅くする。
(もっと読む)
複合インゴットのキャスティング方法
【課題】複合金属インゴットのキャスティングに用いる方法と装置を提供する。
【解決手段】モールド10は、供給端と、排出端と、その供給端を少なくとも2つの別個の供給チャンバに分割する分割壁14とを有しており、各供給チャンバは少なくとも1つの他の供給チャンバと隣接している。隣接する供給チャンバからなる対には、第1合金のストリームを供給チャンバの対の一方に流してモールドに供給する一方、第2合金のストリームを対の他方の供給チャンバに供給する。第1合金のストリームの上に自立面を生成させ、自立面の温度が第1合金の固相線温度よりも低い場所で第2合金のストリームを自立面に最初に接触させ、次いで2つの合金の間の界面を液相線温度と固相線温度との間の温度まで再加熱することにより、複合インゴットを形成する。この複合インゴットは、界面に隣接する第2合金の領域に、第1合金の1以上の金属間化合物の分散粒子を有する。
(もっと読む)
鋳型内の湯面定在波変動検出方法、湯面定在波制御方法、湯面レベル制御方法および連続鋳造方法
【課題】1つの湯面レベルセンサーから得られる湯面変動から高精度に定在波変動分と体積変動分とを分離し、湯面定在波・湯面レベルを制御する、鋳型内の湯面定在波変動検出方法、湯面定在波制御方法、湯面レベル制御方法および連続鋳造方法を提供することを目的とする。
【解決手段】連続鋳造機の鋳型内の所定位置における湯面レベル変動の定在波変動分の定在波周波数を、鋳型幅から算出し、その周波数で定在波をsin関数とcos関数で記述して、その記述された定在波の係数を測定した湯面レベル変動からオンライン推定することにより、定在波変動分を求める。
(もっと読む)
連続鋳造方法
【課題】モールドパウダの溶融厚を精度良く管理し安定化する連続鋳造方法を提供する。
【解決手段】鋳型内短辺付近の溶鋼2に対向して多周波ベクトル渦流式の溶融パウダ厚計7が、保持台21を介して架台に20に設置され、モールドパウダの溶融層5は、未溶融の粉末層6で覆われている。この溶融金属上のパウダ溶融厚を計測し、この計測したパウダ溶融厚が所定範囲内となるように、未溶融および/または溶融パウダの供給量を制御して連続鋳造を行う。
(もっと読む)
湯面レベルの昇降に特徴を有する鋼の連続鋳造方法
【課題】高い生産性が得られる湯面レベルの昇降に特徴を有する鋼の連続鋳造方法を提供する。
【解決手段】浸漬ノズル2の下端を鋳型1内の溶鋼に浸漬させた状態で、この浸漬ノズルを介して鋳型内に溶鋼を注湯する。鋳型内の溶鋼の湯面レベルを昇降させるに際し、その湯面レベルの上昇速度Vup[mm/sec]及び下降速度Vdown[mm/sec]は夫々下記式(1)及び(2)に従うこととする。
 (もっと読む)
(もっと読む)
凝固遅れによるブレークアウトを防止する、スラブ鋼の連続鋳造方法
【課題】鋳型直下B.O.を引き起こす著しい凝固遅れを生ずることのない、スラブ鋼の連続鋳造方法を提供する。
【解決手段】C含有量C[wt%]を0.08〜0.20とする中炭素鋼を、鋳型幅W[mm]を1800以下とする鋳型を用い、鋳造速度Vc[m/min]を1.5以上としてする、スラブ鋼の連続鋳造方法において、鋳型幅方向中央と鋳型幅方向コーナーにおける湯面レベル差をΔH[mm]と、溶鋼過熱度をΔT[℃]と、鋳型幅方向中央における熱流束をQo[MW/m2]と、鋳型幅方向コーナーにおける熱流束をQc[MW/m2]としたときに、下記式(1)を満足させる。 (もっと読む)
(もっと読む)
鋼の連続鋳造方法
【課題】 鋳型内溶鋼のメニスカス近傍の凝固シェルに効率的に電磁場を印加してオシレーションマークを軽減させるとともに、気泡及び介在物の浮上を促進させ、品質の良好な鋳片を製造する。
【解決手段】 水冷機構を有し、貫通するスリットを有しない連続鋳造用鋳型3を用い、鋳型内溶鋼湯面9の上方に設置した電磁コイル4から高周波電磁場を印加しながら溶鋼5を連続鋳造するに際し、前記電磁コイルの下端と鋳型内溶鋼湯面との距離が100mm以下となるように、鋳型内溶鋼の湯面位置を制御しながら鋳造する。この場合に、前記電磁場の周波数は2〜35kHz であることが好ましい。
(もっと読む)
高Al鋼の連続鋳造方法
【課題】Al含有量が0.1%以上であるような高Al鋼を連続鋳造によって製造する場合でも、凹みや鋳片の割れの発生を防止して、表面品質に優れた鋳片を製造できる連続鋳造方法を提供する。
【解決手段】所定の化学成分を有する高Al溶鋼を、モールドパウダーを用いて連続鋳造するに際して、モールドパウダーとして、T−CaO:35〜55%、SiO2:10〜30%、Al2O3:4.0%以下(0%を含まない)、MgO:0.2〜1.0%、Li2O:7〜13%、F:7〜13%、C:10.5〜14%、および不可避不純物からなり、式(4):1.6≦[T−CaO]/[SiO2]≦5、および式(5):0.2≦[Li2O]/[SiO2]≦1.1を満たすものと用いると共に、鋳型内の湯面レベル変動速度、鋳型幅方向への溶鋼の吐出角度、振幅のストローク、および所定の関係式で定められるネガティブストリップ時間tN等の条件を制御しつつ操業する。
(もっと読む)
容器内の液体金属のパラメータを検出する方法および装置
【課題】鋳型内の溶融金属の液面と該溶融金属の上に浮遊する成形粉の深さとの双方を、同時にかつ信頼性のある方法で、高価で大きな計算装置を必要とすることなく測定するための装置および方法を提供する。
【解決手段】液体金属が導入される注入口を有する容器の中の液体金属の所定のパラメータを測定するための装置であって、該測定装置は、容器の注入口上に配置されて容器との組み合わせにより電磁的開放空洞が鋳型上部の注入口上に形成されるとともに、該空洞の電磁的挙動を検出して電磁的挙動の関数として所定のパラメータを得るように適合された検出手段を具備する。
(もっと読む)
連続鋳造機の鋳型内湯面レベル制御方法及び連続鋳造鋳片の製造方法
【課題】 外乱補償器を備えた湯面レベル制御装置を用いて外乱補償器の設定周波数を変更しながら鋳型内湯面レベルを制御するに当たり、外乱補償器を周波数に応じて切り替えたり、外乱補償器を制御系から切り離したりすることをせず、外乱補償器の設定周波数を変更しながら湯面レベルを制御する。
【解決手段】 鋳型内の湯面レベルを検出する湯面レベル計5と、湯面レベル計により検出される湯面レベルと予め設定した設定湯面レベルとに基づいてスライディングノズル3の開度指令を出力する制御装置6と、湯面レベル計により検出される湯面レベルに基づいて或る特定の周波数帯の外乱を補償するための制御演算を行う外乱補償器8と、を備えた湯面レベル制御装置を用いて制御する際に、前記外乱補償器の設定周波数を鋳造速度に基づいて変更する。
(もっと読む)
連続鋳造設備の鋳型内溶鋼レベル測定方法
【課題】熱電対式レベル計や放射線式レベル計等の他のレベル計を使用することなく、渦流式レベル計の設置時あるいは鋳造初期に渦流式レベル計の校正を簡単に行うことができる連続鋳造設備の鋳型内溶鋼レベル測定方法を提供すること。
【解決手段】鋳型6内における特定の溶鋼レベルにて共振する音波の特定周波数を事前に求め、鋳造開始時から前記特定周波数の音波をスピーカー16から鋳型6内に向けて常時発信するとともに、鋳型6内で反射された前記特定周波数の音波をマイクロフォン17にて受信してその強度レベルを常時測定し、この強度レベルが所定のしきい値より大きくなった時点の溶鋼レベルを前記特定の溶鋼レベルとし、この特定の溶鋼レベルによって渦流式レベル計9を校正し、それ以降、渦流式レベル計9で溶鋼レベルを測定する
(もっと読む)
双ロール式薄板鋳造工程における湯面レベルのロバスト制御方法
本発明は双ロール式薄板鋳造工程でのモールドの湯面レベルを一定に制御する方法に関する。本発明は,モールドに溶鋼を供給するためにストッパシステムを使用し,モールド内の湯面レベルを測定するためにカメラシステムを使用する湯面レベル制御システムを備えた双ロール式薄板鋳造工程において,鋳造初期に湯面レベル目標値が湯面レベル制御システム動作特性と一致するように変更する先行制御器,及び正常鋳造条件で湯面レベルを一定に維持するフィードバック制御器によって,湯面レベルを制御する,双ロール式薄板鋳造工程における湯面レベルのロバスト制御方法を提供する。 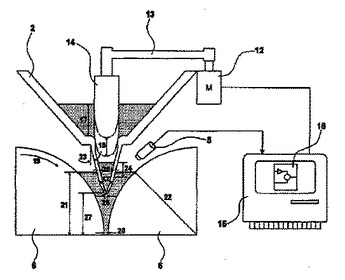 (もっと読む)
(もっと読む)
1 - 16 / 16
[ Back to top ]